



【摘要】:模具图图1-23 扣板滑动导向对角导柱模架固定卸料冲孔、落料连续冲裁模模具主要技术规格及零部件表1-23 模具主要技术规格及零部件分析说明所有的多工位连续冲裁模都有冲孔、落料两个基本工步。图1-23所示扣板滑动导向导柱模架固定卸料冲孔、落料连续冲裁模也不例外。尽管连续冲裁模的基本冲压工步相同,工位数多为2或3个,但是其结构类型多且细部结构因冲压件形状而异,千变万化。
(1)模具图(图1-23)
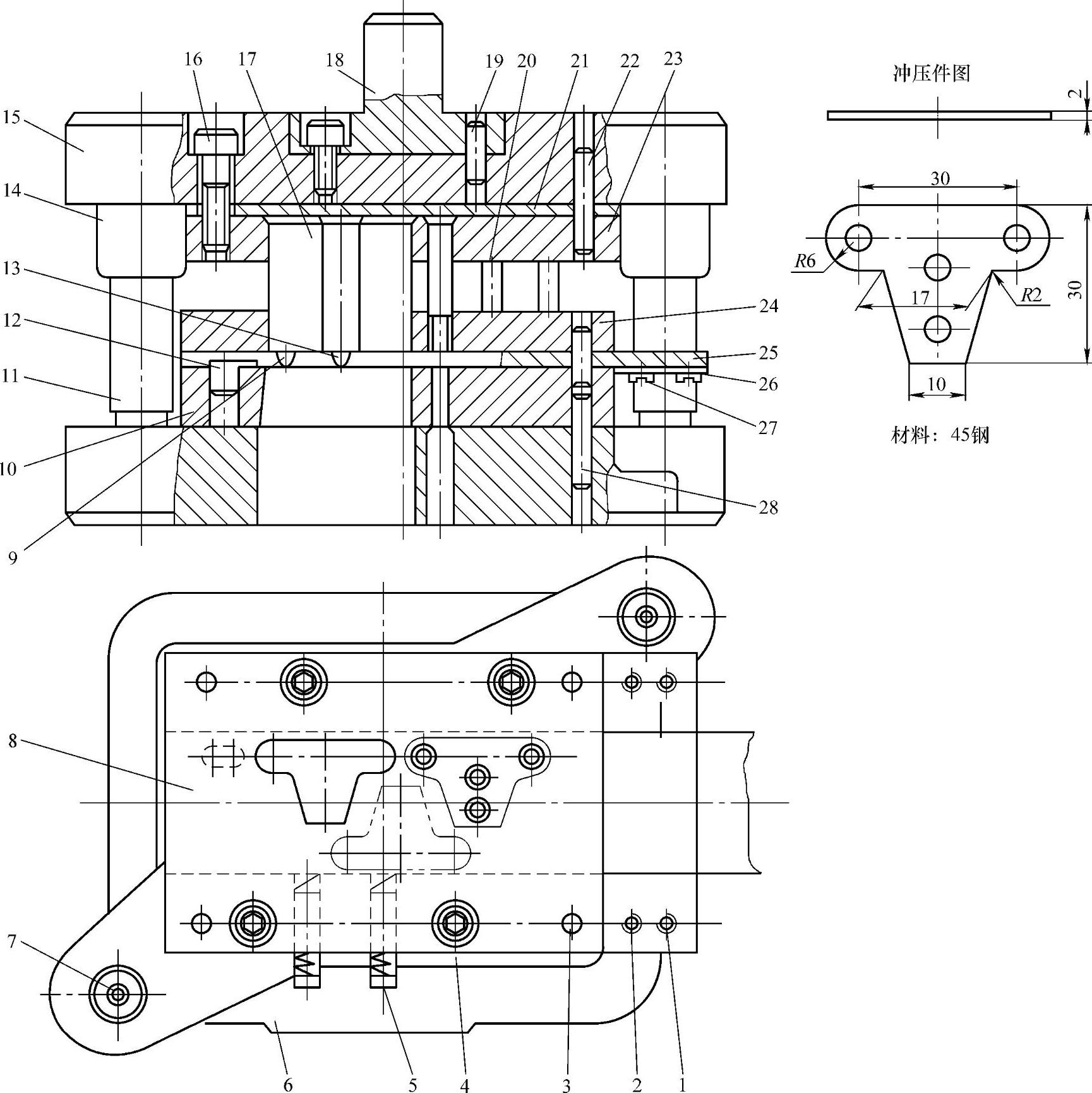
图1-23 扣板滑动导向对角导柱模架固定卸料冲孔、落料连续冲裁模
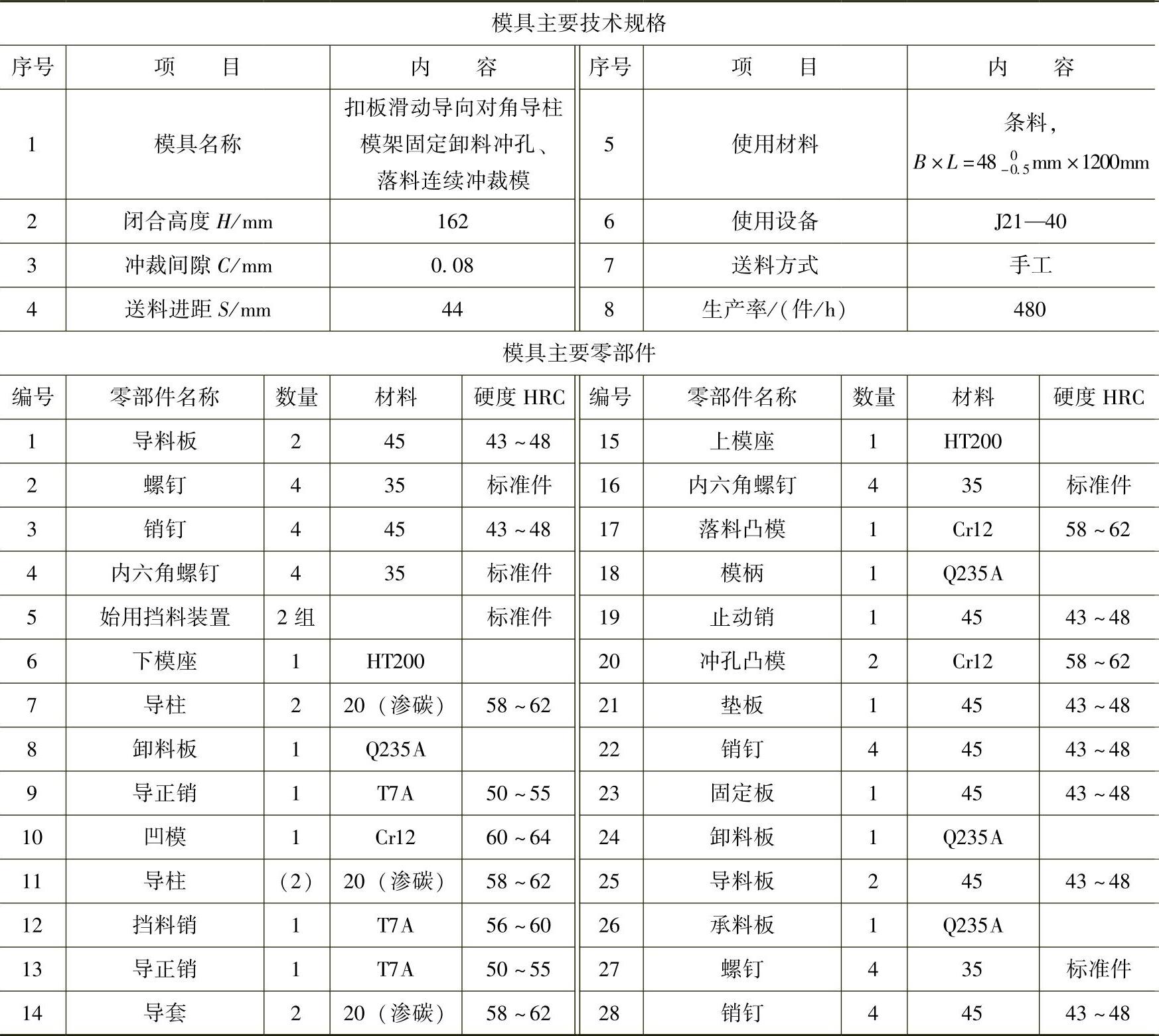
(2)模具主要技术规格及零部件(表1-23)
表1-23 模具主要技术规格及零部件(https://www.xing528.com)
(3)分析说明
所有的多工位连续冲裁模都有冲孔、落料两个基本工步。有些连续冲裁模会多几个工步,大多是连续冲孔后落料,有的多加了一两个空工位,但基本工步不会变。图1-23所示扣板滑动导向导柱模架固定卸料冲孔、落料连续冲裁模也不例外。尽管连续冲裁模的基本冲压工步相同,工位数多为2或3个,但是其结构类型多且细部结构因冲压件形状而异,千变万化。以该冲模为典型结构的这一类连续冲裁模中,会因使用材料的类型不同(如板裁条料、带料、卷料)选择不同的送料方式,如用手工送料或配送料装置自动送料。图1-23所示扣板冲压件用板裁条料冲压,手工送料。冲模采用挡料定位,即用挡料销12与始用挡料装置5、导正销9和13构成的送料定位系统使用广泛。与侧刃加导正销构成的送料定位系统相比,前者节省材料,也较经济。侧刃靠在条料上切去一定宽度的条料,作为送料定位切口,不仅浪费材料,侧刃本身也相当于给冲模增加了一个侧边凸模,使冲模的制造、修理趋于复杂化。当冲裁料厚t>3mm时,不宜使用侧刃;t=1~3mm的冲裁件,可用(也可不用)侧刃。只有在高速连续冲压或送料进距很小、安装固定挡料销困难,以及要求送料进距尺寸偏差小于±0.15mm的情况下,应采用侧刃;当t=0.2~1mm,使用带料和卷料进行大量生产时,不适合用挡料销配始用挡料装置对送料定位,应优先采用侧刃。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。