



【摘要】:一般对于t=3mm中碳钢板的连续冲裁模设计都按重型承载考虑,在其整体刚度与零件强度及选材上给予特别关注。该冲模使用板裁条料冲压。连续模工位数多,凹模周界长,模体庞大,为使模具在高强度、大承载、连续运作的情况下不变形,模座不出现疲劳性裂纹,该冲模采用加厚模座的加强型模架,选用较粗导柱,使模具整体刚度大,耐冲击且不变形。图1-22 连板滑动导向对角导柱模架固定卸料冲孔、落料连续冲裁模表1-22 模具主要技术规格及零部件(续)
(1)模具图(图1-22)
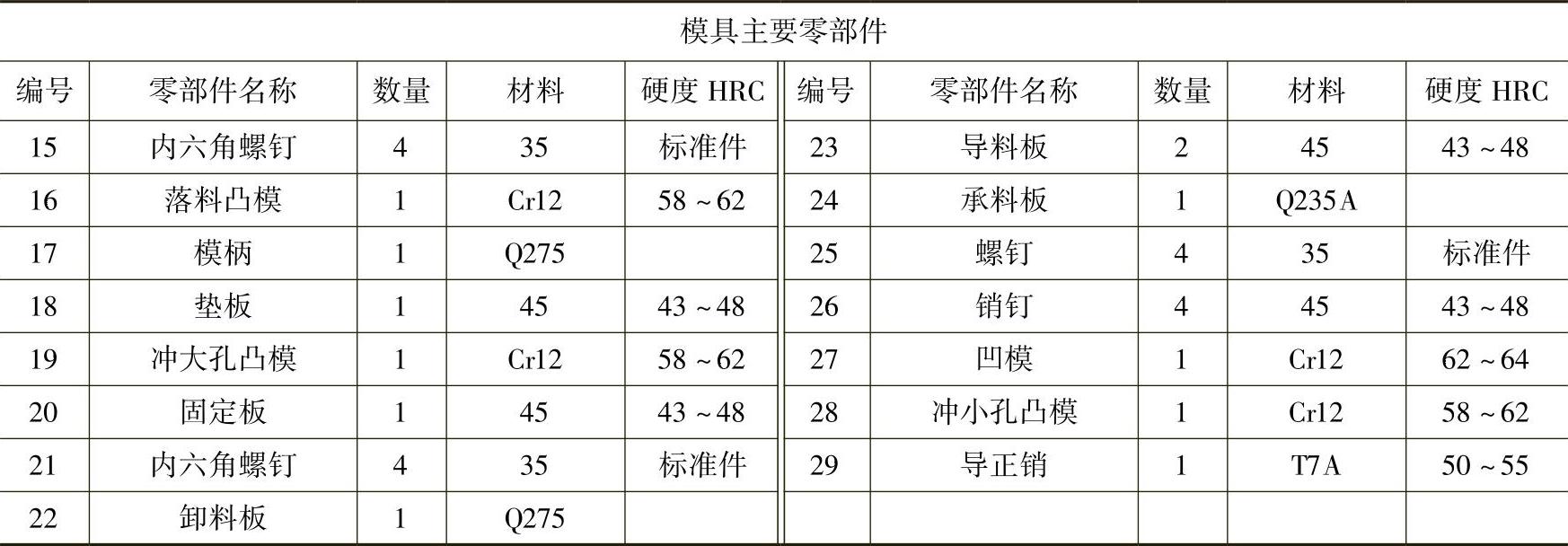
(2)模具主要技术规格及零部件(表1-22)
(3)分析说明
图1-22所示为大量生产的连板滑动导向对角导柱模架固定卸料冲孔、落料连续冲裁模。从其冲压件图上可以看出,冲裁件形状并不复杂,但碳钢材质和t=3mm料厚使冲压过程中冲模有较大的承载,尤其是不间断连续工作时对模架模座的抗疲劳性能是一个挑战,当然,冲模工作零件的强度也要提高一个档次。一般对于t=3mm中碳钢板的连续冲裁模设计都按重型承载考虑,在其整体刚度与零件强度及选材上给予特别关注。
该冲压件采用单列调头交错有沿边、有搭边排样(见模具的俯视图)。为提高凹模承载能力,除单列间隙冲裁外,凹模与凸模一样,也选用优质高碳高铬合金工具钢(属于高耐磨微变形冲模钢)制造,并淬硬至62~64HRC。
该冲模使用板裁条料冲压。条料长度不宜过大,否则,操作工拿起过重,坐下操作就很不方便。条料长度不宜超过1800mm,建议1000~1200mm较合适。送料定位采用始用挡料装置与固定挡料销、导正销配套,构成可靠而经济的送料定位系统。由于单列间隙冲裁,为确保翻身,冲裁时有足够搭边并准确定位,按四工位二工步设置3组始用挡料装置。
连续模工位数多,凹模周界长,模体庞大,为使模具在高强度、大承载、连续运作的情况下不变形,模座不出现疲劳性裂纹,该冲模采用加厚模座的加强型模架,选用较粗导柱,使模具整体刚度大,耐冲击且不变形。(https://www.xing528.com)
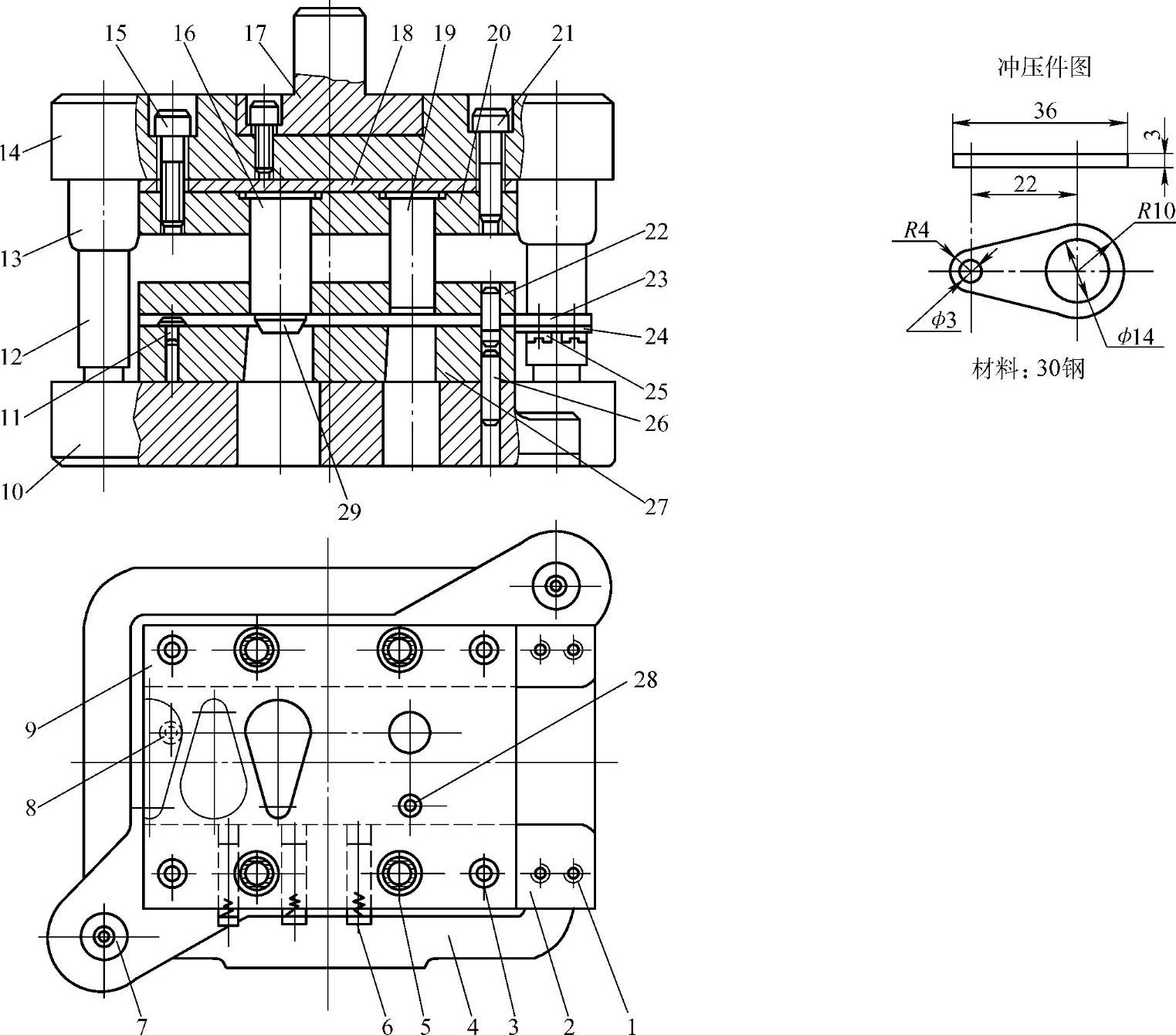
图1-22 连板滑动导向对角导柱模架固定卸料冲孔、落料连续冲裁模
表1-22 模具主要技术规格及零部件

(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。