



【摘要】:模具图模具主要技术规格及零部件图1-15 垫板固定卸料导板式冲孔、落料二工位连续冲裁模表1-15 模具主要技术规格及零部件(续)图1-16 圆垫圈固定卸料导板式双列冲孔、落料连续冲裁模表1-16 模具主要技术规格及零部件分析说明圆垫圈是标准紧固件中用量较大的零件。图1-16所示圆垫圈固定卸料导板式双列(排样)冲孔、落料连续冲裁模,具有结构简单、模体精小、制造简便、操作安全的特点,是冲制薄料、小垫圈的实用典型结构。
(1)模具图(图1-16)
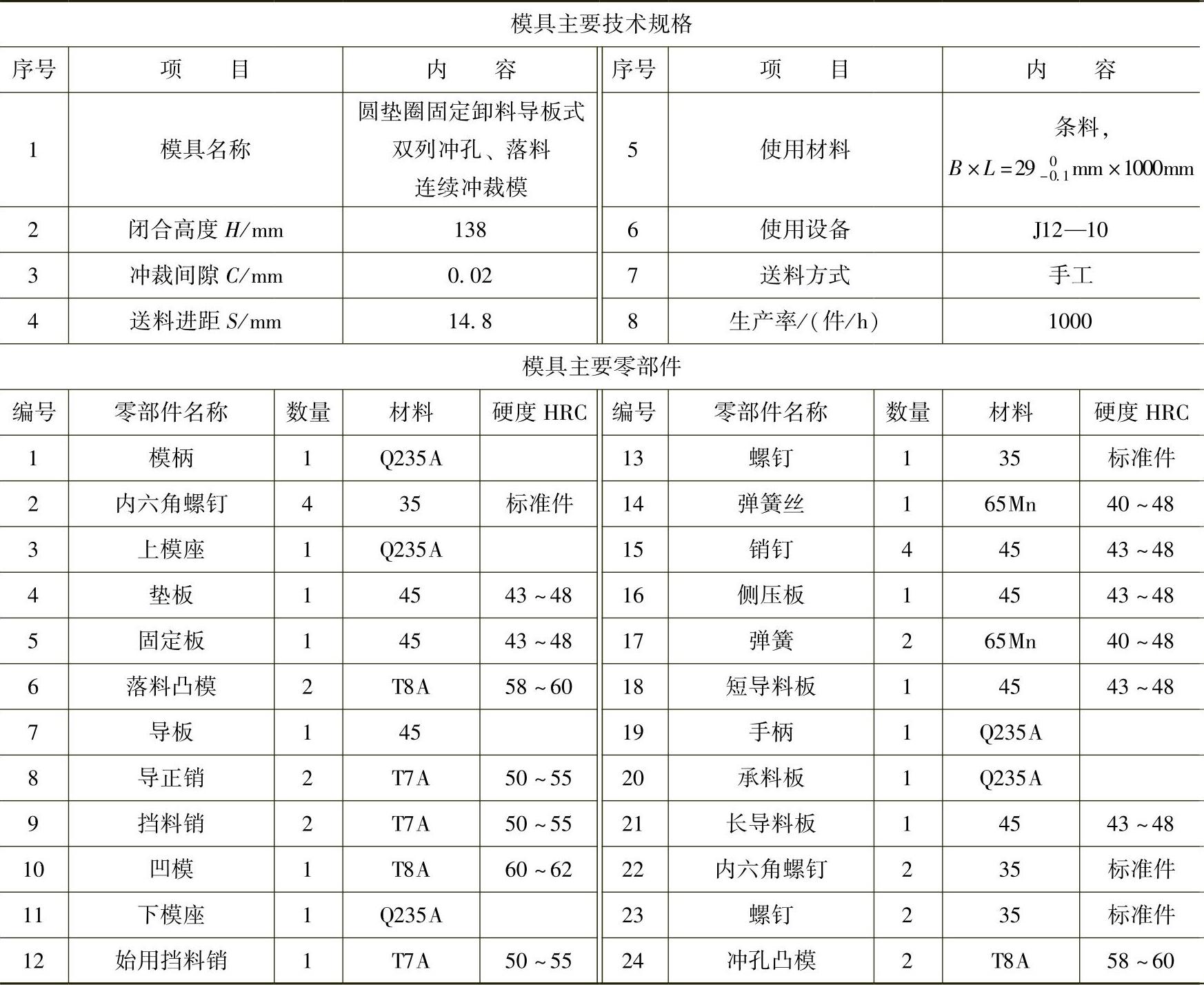
(2)模具主要技术规格及零部件(表1-16)
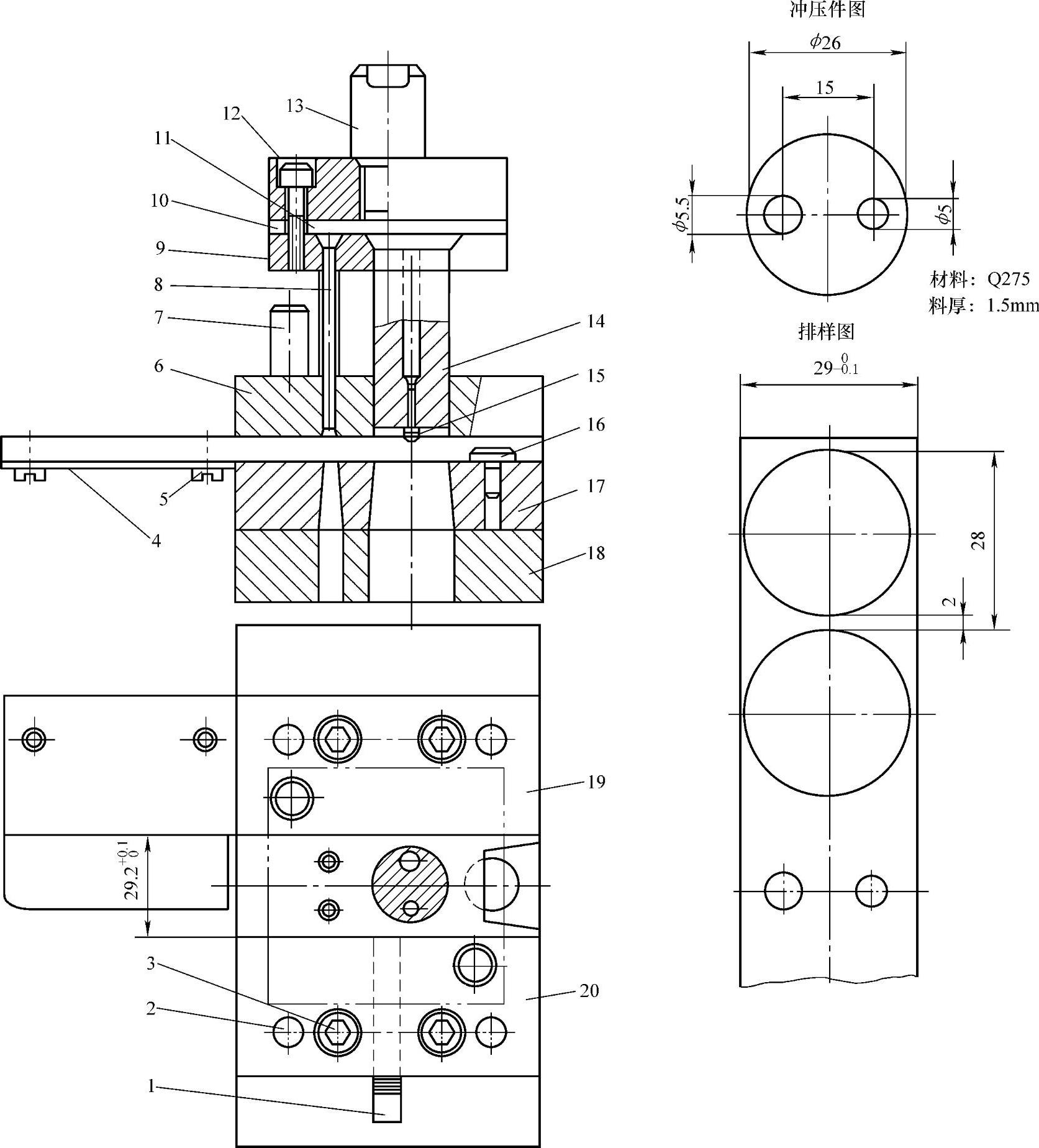
图1-15 垫板固定卸料导板式冲孔、落料二工位连续冲裁模
表1-15 模具主要技术规格及零部件

(续)
 (https://www.xing528.com)
(https://www.xing528.com)
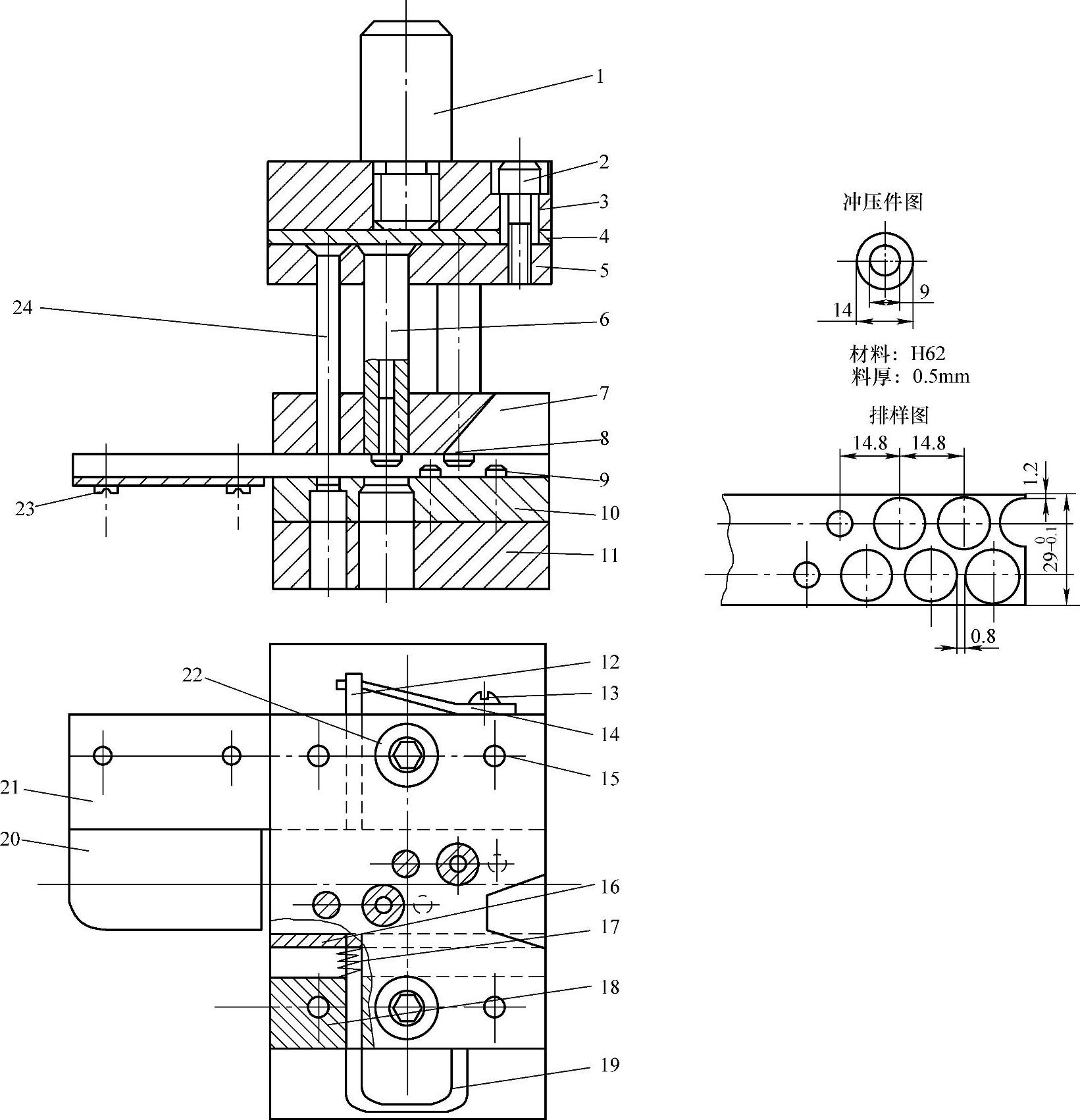
图1-16 圆垫圈固定卸料导板式双列冲孔、落料连续冲裁模
表1-16 模具主要技术规格及零部件
(3)分析说明
圆垫圈是标准紧固件中用量较大的零件。图1-16所示圆垫圈固定卸料导板式双列(排样)冲孔、落料连续冲裁模,具有结构简单、模体精小、制造简便、操作安全的特点,是冲制薄料、小垫圈的实用典型结构。
该冲压件料薄、尺寸小,使用导柱模架固定卸料连续冲裁模冲制,模体庞大,操作安全性差,制模成本高,而采用图1-16所示固定卸料导板式冲模,不用导柱模架,可用更小吨位的压力机带动。采用J11或J12系列公称压力为100kN,甚至63kN的偏心压力机冲制这类小垫圈,成本低,效率高,操作安全。
该冲模虽模体精小,但结构完善,由件12、13、14组成的始用挡料装置与固定挡料销9、导正销8构成的送料定位系统,并配有件16、17、19组成的侧压装置推压条料贴紧长导料板件21一侧送进,确保准确送料到位。落料前导正销8导正后落料,保证垫圈内孔不偏心,与外圆同轴度好。
在导板7的模具出料口处,制出了梯形观察口,方便随时查看出料情况,排除送料故障。条料入模先拉动手柄19,待条料进入导料槽即可放开,再用手推出始用挡料销12,挡料定位后冲孔,第二进距送料由挡料销9挡料定位,再开始连续冲压,直到条料冲完为止。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。