



【摘要】:模具图模具主要技术规格及零部件分析说明图1-14所示为弹簧片固定卸料导板式冲孔、落料三工位连续冲裁模。也就是说,同一冲压件的导板式连续冲裁模整个模体与导柱模架固定卸料连续冲裁模的模芯基本相同。这类导柱模的卸料板无导向功能,故上述两类冲模的冲压精度在相同条件下基本相当,但上述导板式连续冲裁模不用模架,模体小,质量要小50%左右。排样图显示采用B=670-0.2mm的带料,先由侧刃在带料边切口定位,控制送料进距,再进行冲孔、落料。
(1)模具图(图1-14)
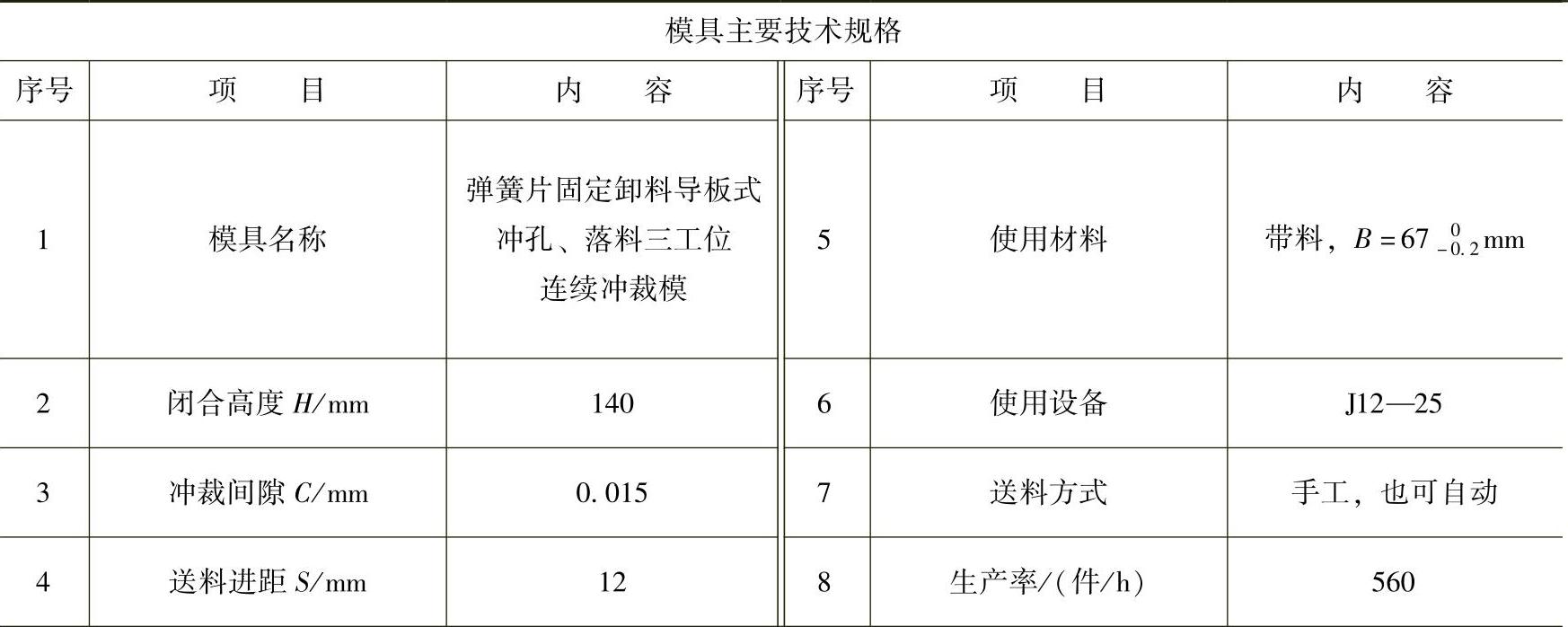
(2)模具主要技术规格及零部件(表1-14)
(3)分析说明
图1-14所示为弹簧片固定卸料导板式冲孔、落料三工位连续冲裁模。与相同冲压件的导柱模架固定卸料冲孔、落料连续模相比,两者除模架外,其余部分基本相同。也就是说,同一冲压件的导板式连续冲裁模整个模体与导柱模架固定卸料连续冲裁模的模芯基本相同。两者的不同在于:前者即导板模的导向兼有卸料功能,其模孔按匹配凸模依基轴制h5/H6~h7/H8微间隙滑配合加工制作;后者导向由导柱模架的导套、导柱,其配合依基孔制,Ⅰ级精度模架取H6/h5配合、Ⅱ级精度模架取H7/h6配合,通常情况下,多使用Ⅱ级精度模架。这类导柱模的卸料板无导向功能,故上述两类冲模的冲压精度在相同条件下基本相当,但上述导板式连续冲裁模不用模架,模体小,质量要小50%左右。从图1-14可以看出,其结构紧凑,构成零部件标准化和商品率高,操作安全,具有很好的推广应用价值。
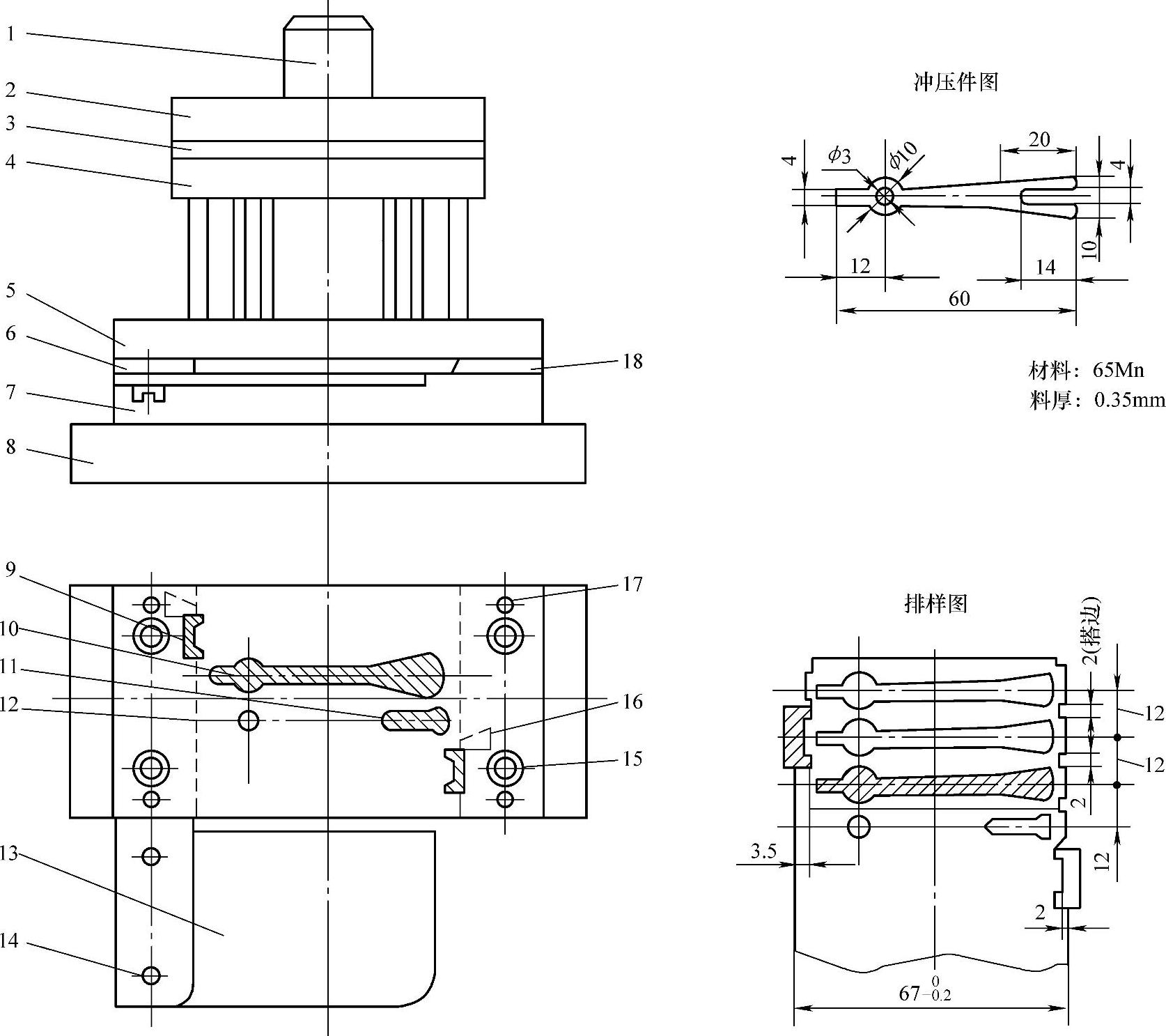
图1-14 弹簧片固定卸料导板式冲孔、落料三工位连续冲裁模(https://www.xing528.com)
表1-14 模具主要技术规格及零部件
(续)

图1-14所示冲压件是高强度65Mn弹簧钢冲制的弹簧片。排样图显示采用B=670-0.2mm的带料,先由侧刃在带料边切口定位,控制送料进距,再进行冲孔、落料。排样采用两组侧刃在带料两边错开布置,当冲至进料端侧刃无法切口定位的末端,出料端侧刃便可在带料另一边切口定位,完成料端冲裁。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。