



(1)模具图(图1-12)
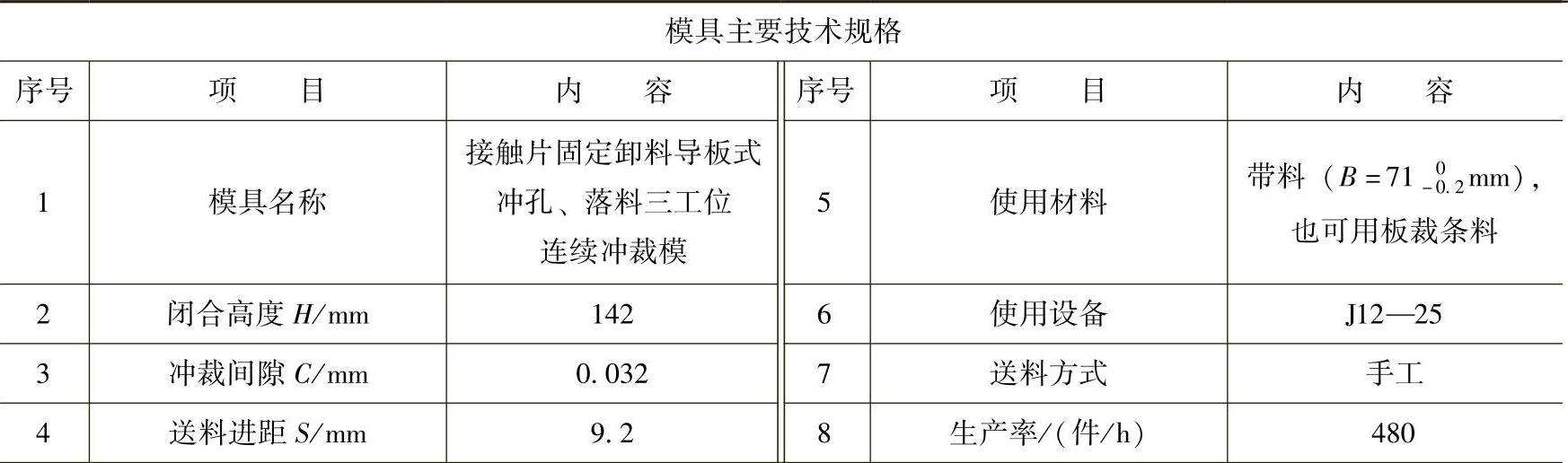
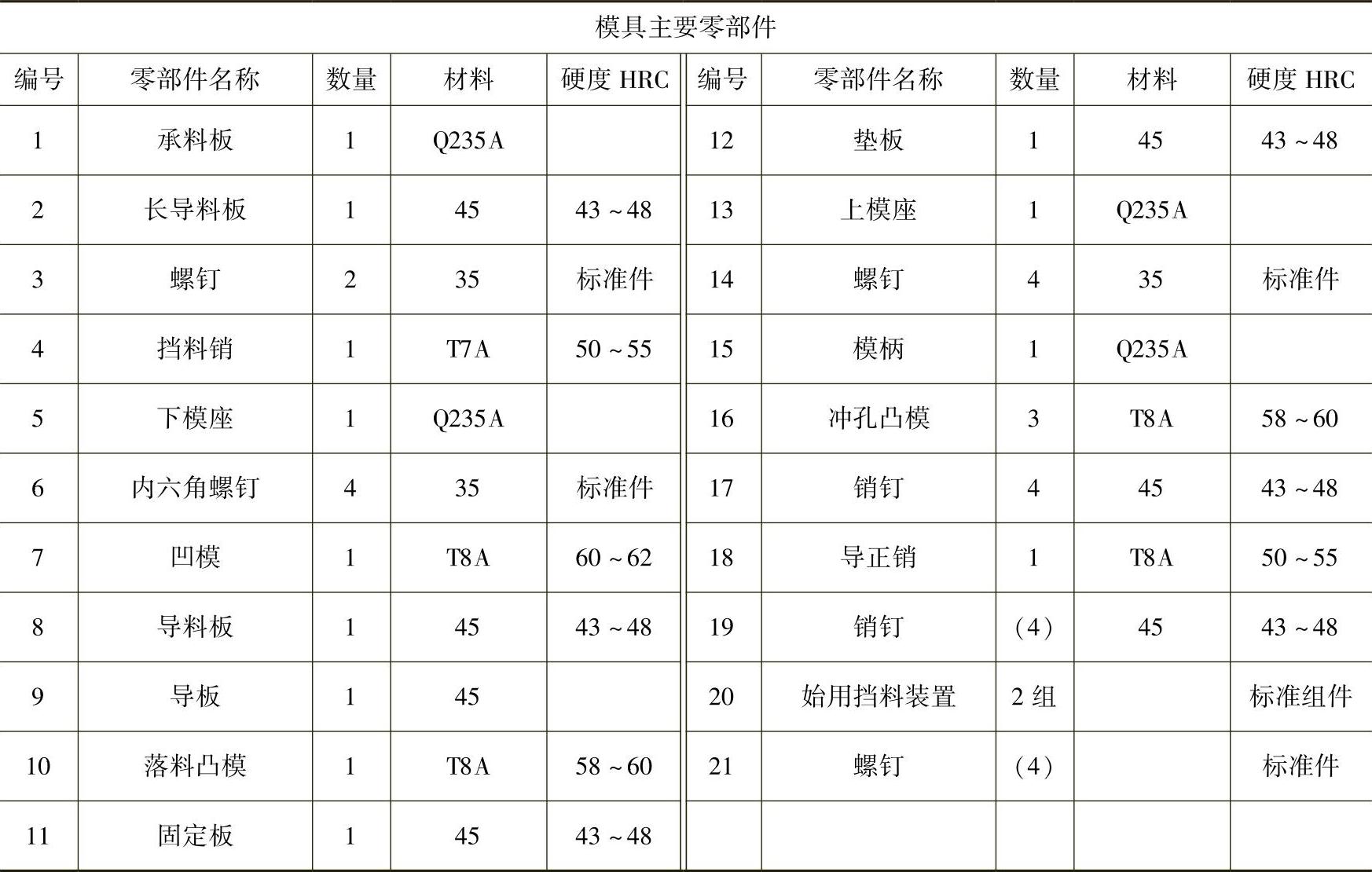
(2)模具主要技术规格及零部件(表1-12)
(3)分析说明
图1-12所示的接触片固定卸料导板式冲孔、落料三工位连续冲裁模是一种实用的典型导板式冲模结构形式。该冲模冲制的零件是料厚t=0.8mm的H62黄铜接触片,采用宽度B=710-0.2mm的带料冲压。考虑冲压件宽度较小,送料进距S=9.2mm。为使冲孔与落料凹模刃口壁厚不至于过小而影响模具寿命,同时,也为众多凸模在固定板上具有较宽裕的安装位置,在排样设计时,在冲孔与落料两工位之间特意增加了一个空挡工位(见排样图),因此,该冲模成为两工步三工位连续冲裁模。
该冲模送料定位系统由两组始用挡料装置20和固定挡料销4构成。当采用板裁条料或长度不大的带料冲压时,每根条(料)的首件送料定位,其第1、2进距均由始用挡料装置挡料定位,落料的第3进距则由固定挡料销4实施。始用挡料装置由操作工用手从导料板中推出挡料,只能承担一个工位送料定位,所以,最后落料工位之前有几个工位,就要配几组始用挡料装置,但一般不要超过3组,否则操作起来麻烦,易出现误操作,同时导料板上没有更多的位置嵌装这些组件。
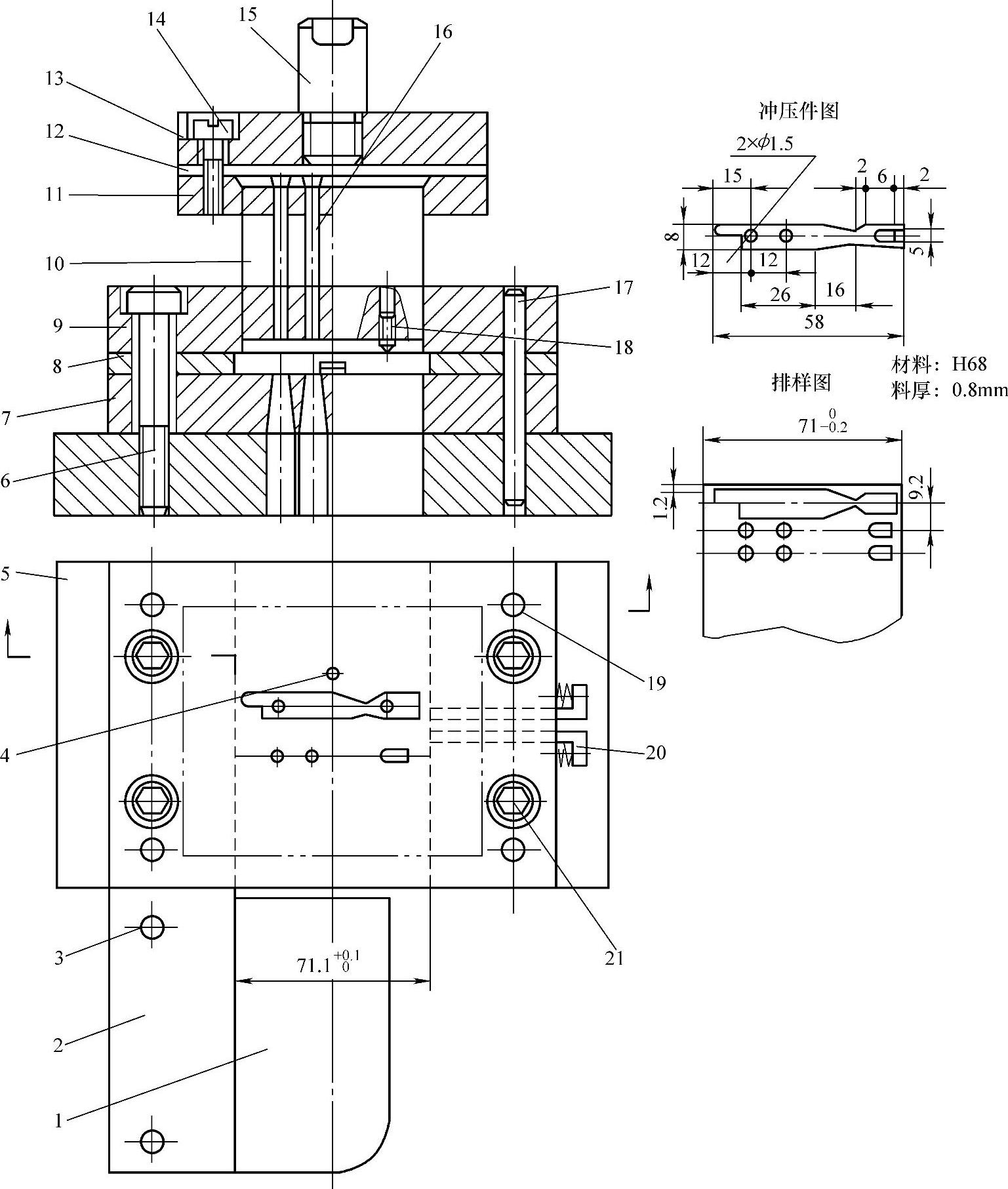
图1-12 接触片固定卸料导板式冲孔、落料三工位连续冲裁模(https://www.xing528.com)
表1-12 模具主要技术规格及零部件
(续)
导板式冲模的上模可以做得比下模小一些,以节省材料,见图1-12。此时,上模的外廓尺寸应为其在平面图的投影,见图1-12所示模具俯视图上双点画线矩形框。这样做的好处之一,是在确保导板不脱离凸模的情况下,很方便地卸下上模进行刃磨或修理。
将导板厚度加大,增加导板模孔对凸模的导向面长度。导板模孔包围凸模表面,相当于凸模护套。加大导板厚度,等于对细长凸模以更大更强的横向支承,缩小了凸模的自由长度,增强了凸模的抗纵弯能力,故细长凸模不会折断。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。