



【摘要】:模具图图1-8 底板无导向固定卸料冲孔、落料二工位连续冲裁模模具主要技术规格及零部件表1-8 模具主要技术规格及零部件分析说明图1-8所示为底板无导向固定卸料冲孔、落料二工位连续冲裁模,其冲制工件为一个规则的有两个6mm孔并带倒角的矩形平板冲裁件。如果将图1-8的卸料板17改为导板,即为固定卸料导板式连续冲裁模。该冲模采用一般单列直排有沿边有搭边排样进行有废料冲孔、落料二工位连续冲裁模,使用板裁条料,手工送料。
(1)模具图(图1-8)
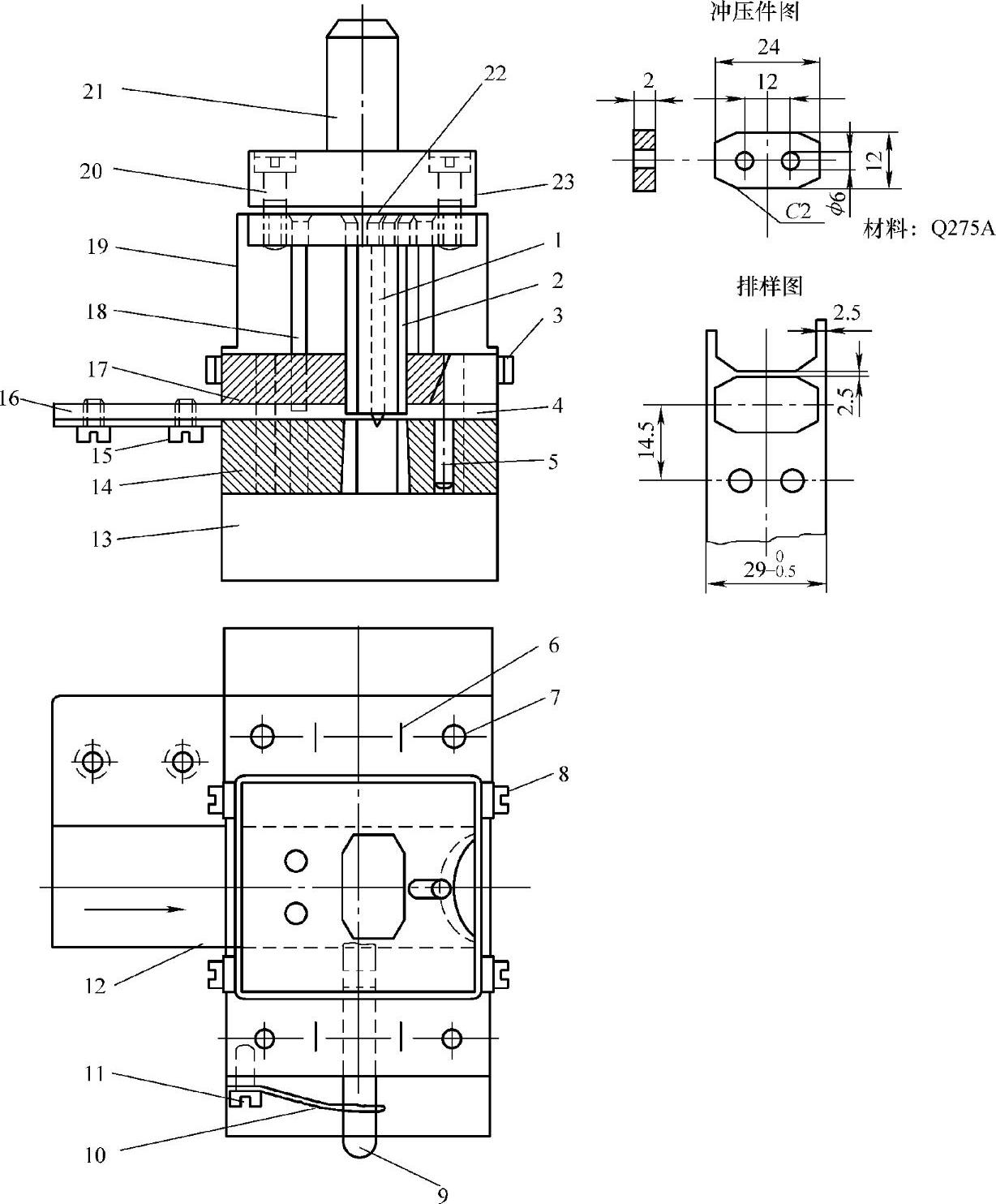
图1-8 底板无导向固定卸料冲孔、落料二工位连续冲裁模
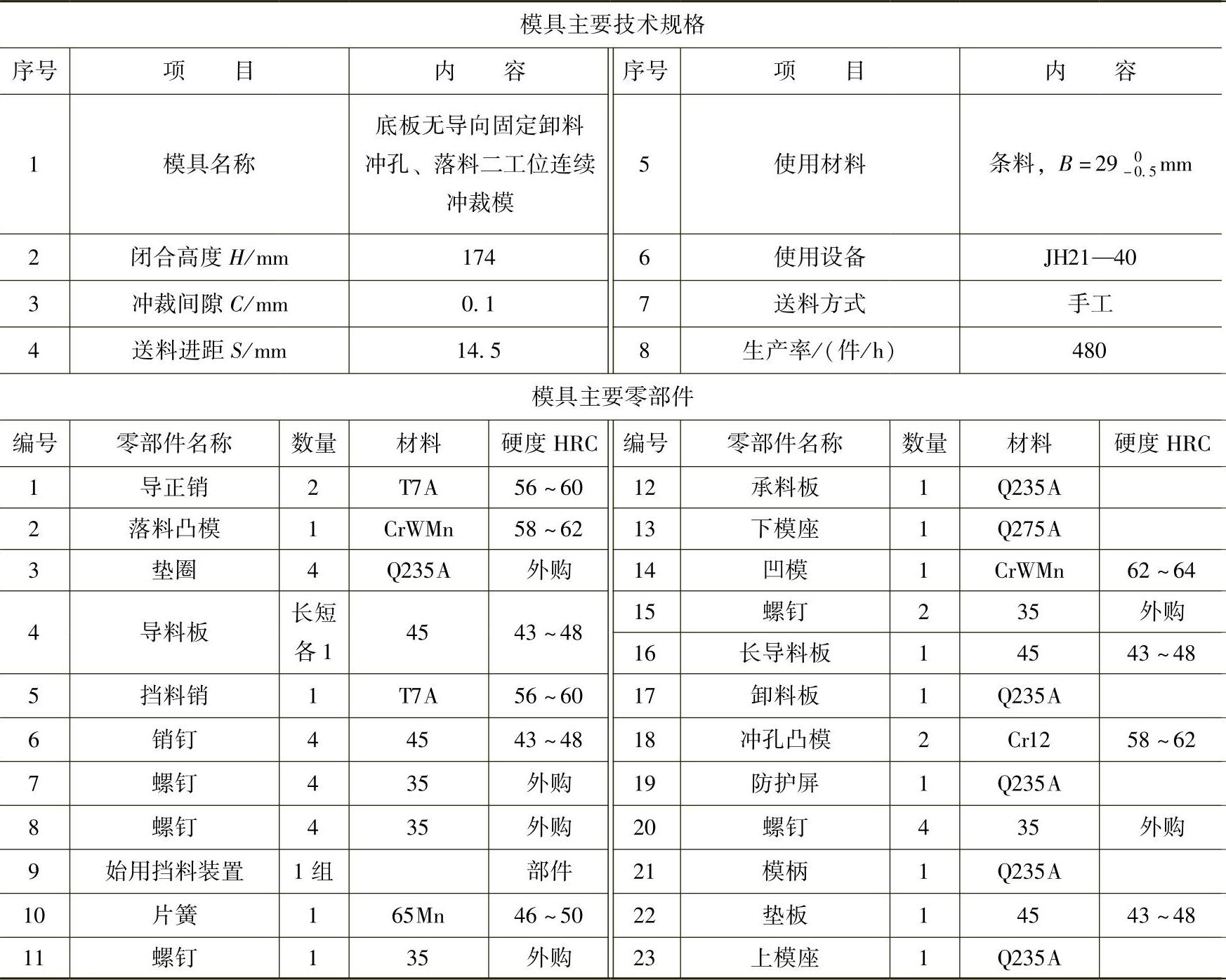
(2)模具主要技术规格及零部件(表1-8)
表1-8 模具主要技术规格及零部件(https://www.xing528.com)
(3)分析说明
图1-8所示为底板无导向固定卸料冲孔、落料二工位连续冲裁模,其冲制工件为一个规则的有两个ϕ6mm孔并带倒角的矩形平板冲裁件。该冲模的结构形式为无导向固定卸料结构,与固定卸料导板模结构相似,两者结构不同点在于:前者卸料板对凸模不起导向作用,凸模与卸料板匹配模孔间的单边卸料间隙C卸≥(0.1~0.2)t;而导板模的固定卸料板具有对凸模的导向功能,以导向为主,兼有卸料功能,故卸料板改称导板,而且导板上的模孔以凸模为准,按基轴制配合加工。配合精度等级依冲压件料厚t分区段分别选取h5/H6~h7/H8。当冲压件料厚t=0.3~0.8mm时,凸模与导板上匹配模孔按h5/H6配合制出;而当t=0.8~3mm时,则取h6/H7配合;当t=0.1~0.3mm时,推荐按基轴制,依凸模为准配导板匹配模孔,取h4/H5配合。因此,上述两种结构形式仅从图上看不出差别。如果将图1-8的卸料板17改为导板,即为固定卸料导板式连续冲裁模。
该冲模采用一般单列直排有沿边有搭边排样进行有废料冲孔、落料二工位连续冲裁模,使用板裁条料,手工送料。冲模的定位系统由一组始用挡料装置与固定挡料销配套,节制送料进距S=14.5mm。为提高两孔位置度和与工件外廓同轴度,在落料凸模上装了两个导正销1,校准送料进距。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。