



(1)模具图(图1-2)
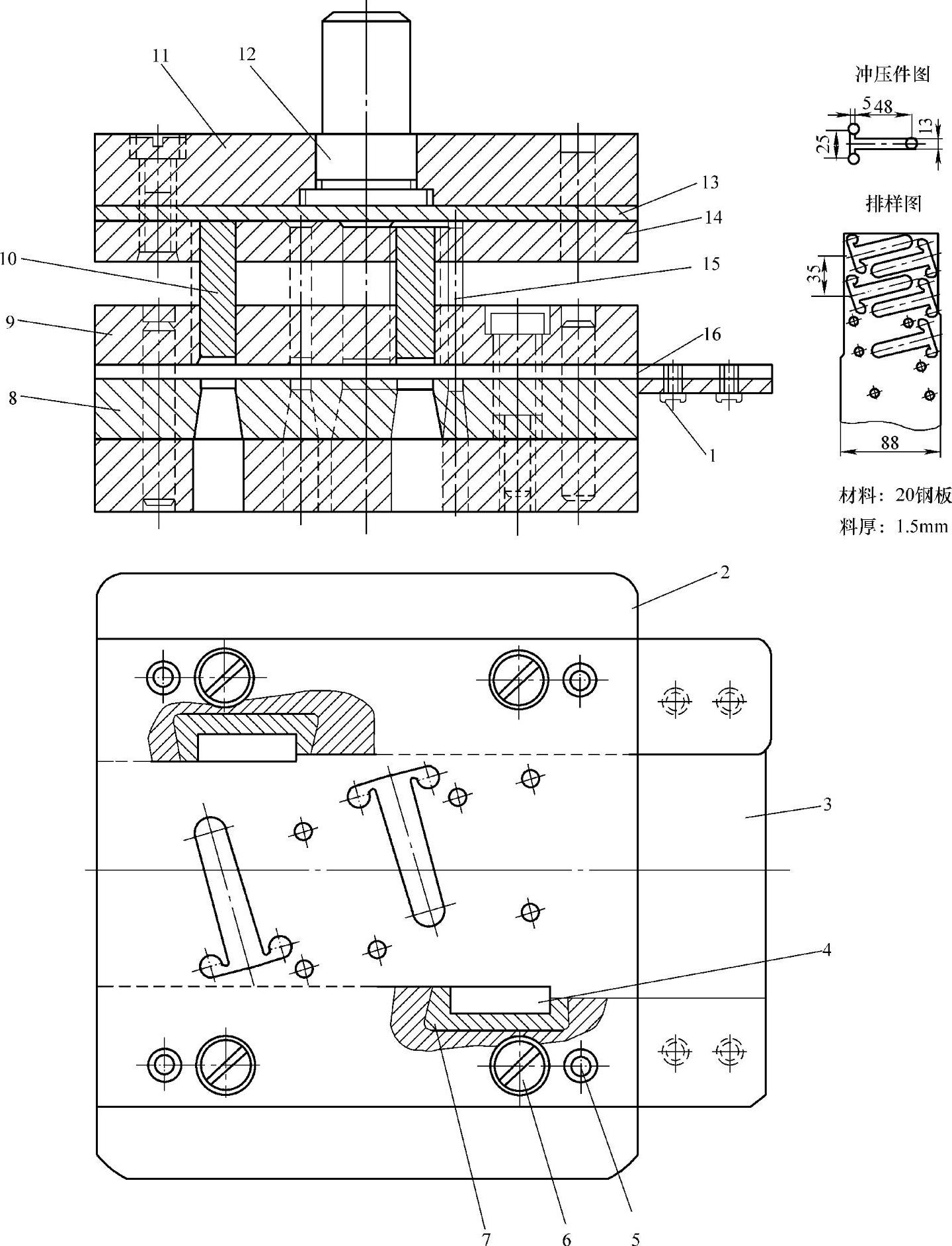
图1-2 T形板无导向固定卸料冲孔、落料两件四工位连续冲裁模
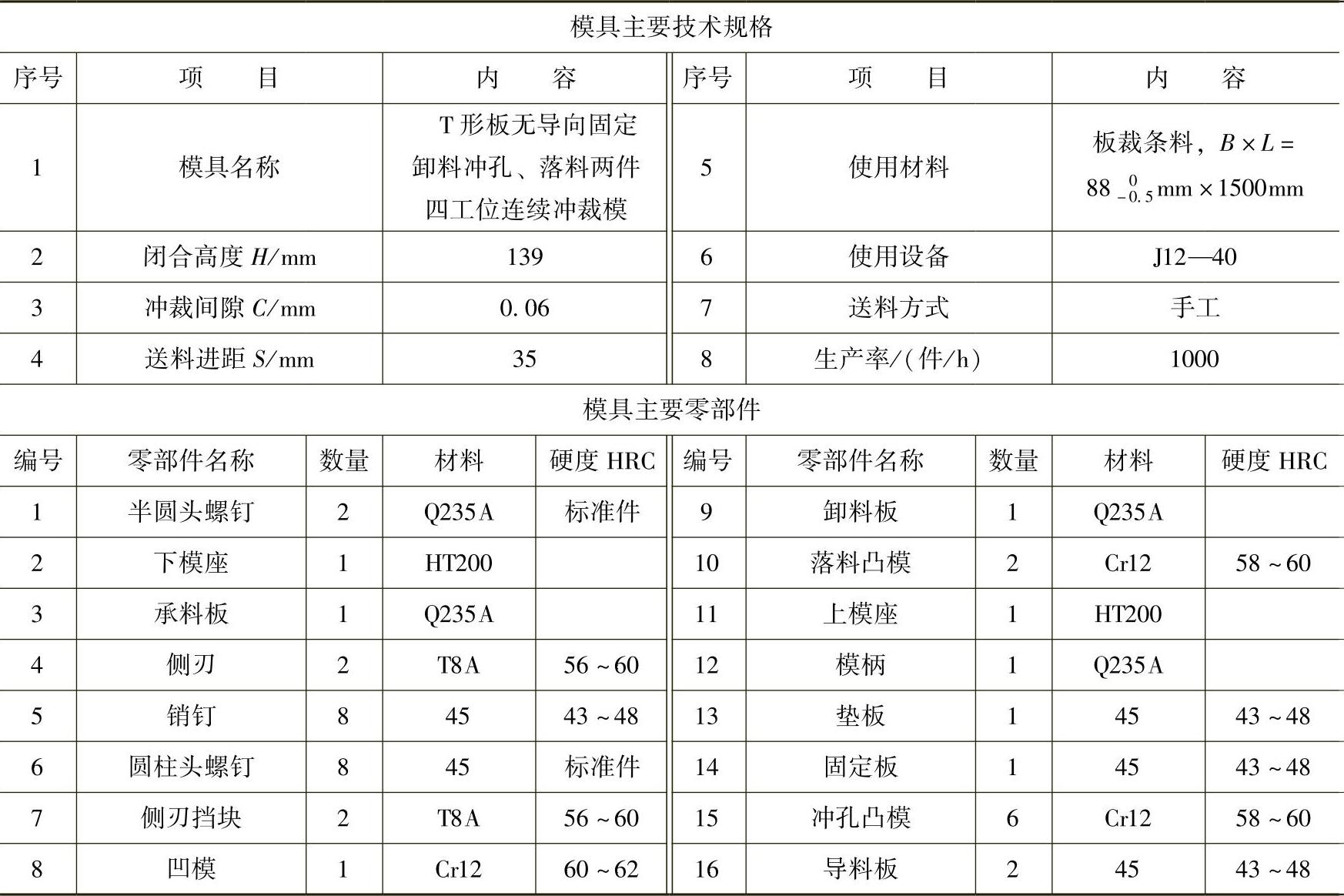
(2)模具主要技术规格及零部件(表1-2)
表1-2 模具主要技术规格及零部件
(3)分析说明
无导向固定卸料结构多工位连续冲裁模结构简单,不用模架,其制造又特别适合目前普遍采用的电加工制模工艺,即电火花成形和电火花线切割,制造简便、周期短、成本低,所以,这类冲模尽管操作安全性很差,至今应用仍十分广泛。图1-1、图1-2、图1-3都属于这类冲模。(https://www.xing528.com)
图1-2所示为T形板无导向固定卸料冲孔、落料两件四工位连续冲裁模。其结构特点如下:
1)采用单列斜对排的排样方式,减少了结构废料的消耗;安排两件四工位连续冲裁,提高了冲压生产效率。
2)采用错开布置的双侧刃对入模条料进距限位。手工送料无需将条料抬起,而可贴着凹模表面不间断送料,按压力机行程速率协调运作,生产效率更高。
3)矩形侧刃的长度L侧通常为送料进距S=35mm。为补偿条料送进和导正销插入导正孔时微量后退值,可取L侧=S+(0.05~0.1)mm,此例即为L侧=35mm+(0.05~0.1)mm=35.05~35.1mm。其制造公差为L侧0-0.02mm。
4)出料端的侧刃保证料尾也能准确送进定位。每根条料尾部都有入料端侧刃无法定位的末端条料部分,另一个侧刃能继续连续送进并精准定位。
由于这类无导向冲模靠使用压力机滑块与其匹配导轨的可调间隙配合,保证其行程对压力机台面的垂直度,而导轨对滑块的导向精度还会因导轨磨损而逐步恶化,故装在滑块上的上模对准下模的精度受滑块导向精度的制约。尤其是服役时间较长的压力机,滑块行程对压力机台面的垂直度偏差较大,给冲模的调校带来更大的困难。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。