



在机械图样上,为保证零件装配后的使用要求,除了对零件各部分结构的尺寸、形状和位置给出公差要求,还要根据零件的功能需要,对零件的表面质量——表面结构提出要求。表面结构是表面粗糙度、表面波纹度、表面缺陷、表面纹理和表面几何形状的总称。表面结构的各项要求在图样上的表示法,在GB/T 131—2006中均有规定,这里主要介绍表面粗糙度的表示法。
1.表面粗糙度基本概念
零件在机械加工过程中,由于机床、刀具的振动,以及材料在切削时产生塑性变形、刀痕等原因,经放大后可见其加工表面是高低不平的,如图7-15所示。
零件加工表面上具有较小间距与峰谷所组成的微观几何形状特性称为表面粗糙度(可简单理解为表面的光滑程度)。表面粗糙度与加工方法、刀具形状及进给量等因素有密切关系。
国家标准规定,评定表面粗糙度轮廓中的两个高度参数Ra和Rz,是我国机械图样中最常用的评定参数。

图7-15 表面粗糙度
(1)评定轮廓的算术平均偏差(Ra)Ra是指在一个取样长度内,纵坐标值Z(x)绝对值的算术平均值,如图7-16所示。
(2)轮廓的最大高度(Rz)Rz是指在同一取样长度内,最大轮廓峰高和最大轮廓谷深之和的高度,如图7-16所示。
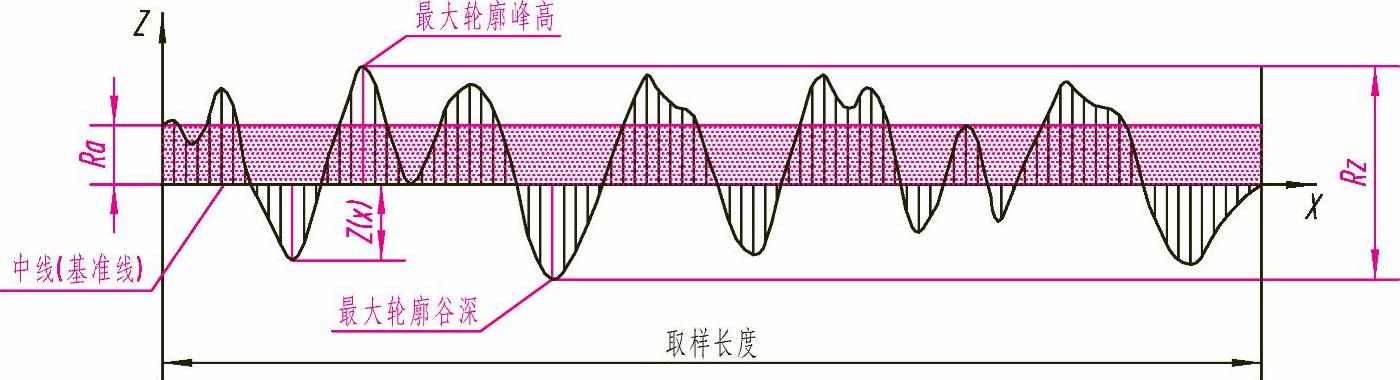
图7-16 表面粗糙度的评定参数
表面粗糙度是评定零件表面质量的一项重要技术指标,对于零件的配合、耐磨性、抗腐蚀性以及密封性等都有显著影响,是零件图中必不可少的一项技术要求。一般情况下,凡是零件上有配合要求或有相对运动的表面,表面粗糙度参数值要小。表面粗糙度参数值越小,表面质量越高,加工成本也越高。因此,在满足使用要求的前提下,应尽量选用较大的参数值,以降低加工成本。
2.表面粗糙度的图形符号
标注表面粗糙度时,图形符号的种类、名称、画法及含义见表7-2。
3.表面粗糙度在图样中的注法
在图样中,表面粗糙度用代号标注。表面粗糙度图形符号中注写了具体参数代号及数值等要求后,即称为表面粗糙度代号。标注表面粗糙度代号时,应遵守以下一些规定。
1)每一表面一般只注一次表面粗糙度,并尽可能注在相应尺寸的同一视图上。所标注的表面粗糙度要求是对完工零件表面的要求。
表7-2 图形符号的含义

2)表面粗糙度要求可标注在轮廓线上,其符号应从材料外指向并接触表面。表面粗糙度代号的注写和读取方向,与尺寸数值的注写和读取方向一致,如图7-1、图7-3、图7-5、图7-8、图7-17所示。(https://www.xing528.com)
3)在不致引起误解时,表面粗糙度代号可以标注在给定的尺寸线上,如图7-18a所示。必要时,表面粗糙度代号也可用带黑点或箭头的指引线引出标注,如图7-18b、c所示。
4)圆柱表面的表面粗糙度只标注一次。表面粗糙度代号可以直接标注在圆柱表面的轮廓线上,也可以标注在圆柱表面轮廓线的延长线上,或用带箭头的指引线引出标注,如图7-19所示。
4.表面粗糙度的简化注法
如果零件的多数(包括全部)表面有相同的表面粗糙度时,则其表面粗糙度可统一标注在图样的标题栏附近(不同的表面粗糙度应直接标注在图形中)。此时,表面粗糙度的符号后面应有:
——在圆括号内给出无任何其他标注的基本符号,如图7-20a所示。
——在圆括号内给出不同的表面粗糙度代号,如图7-20b所示。
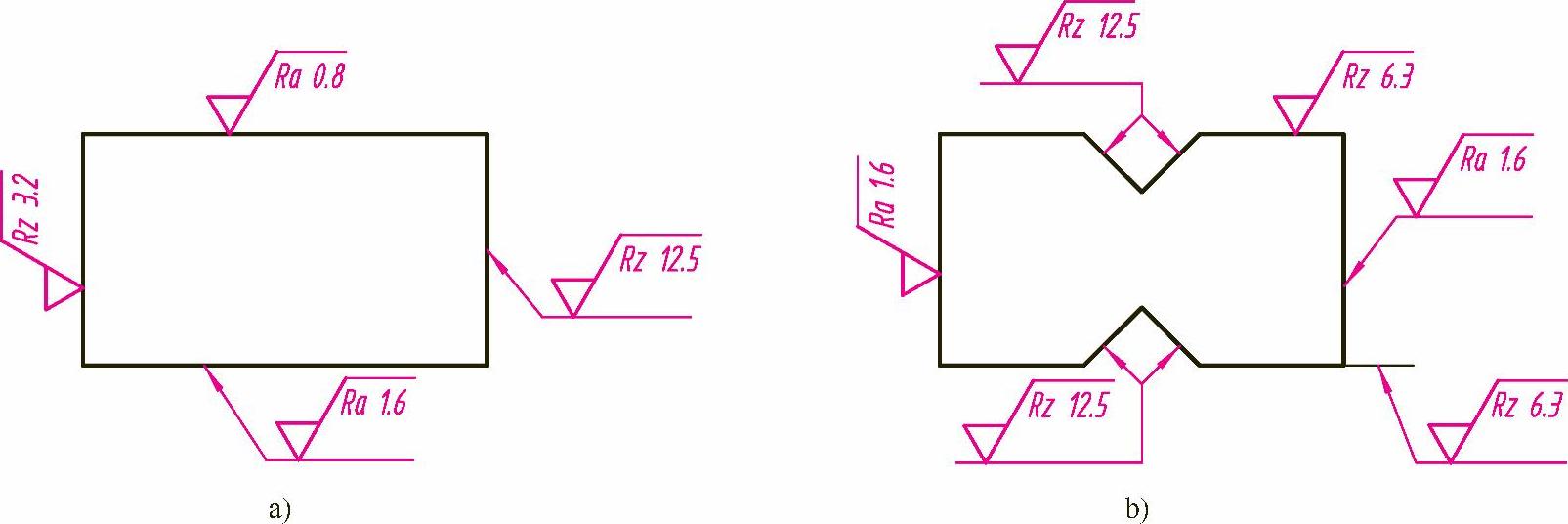
图7-17 表面粗糙度代号的注写方向
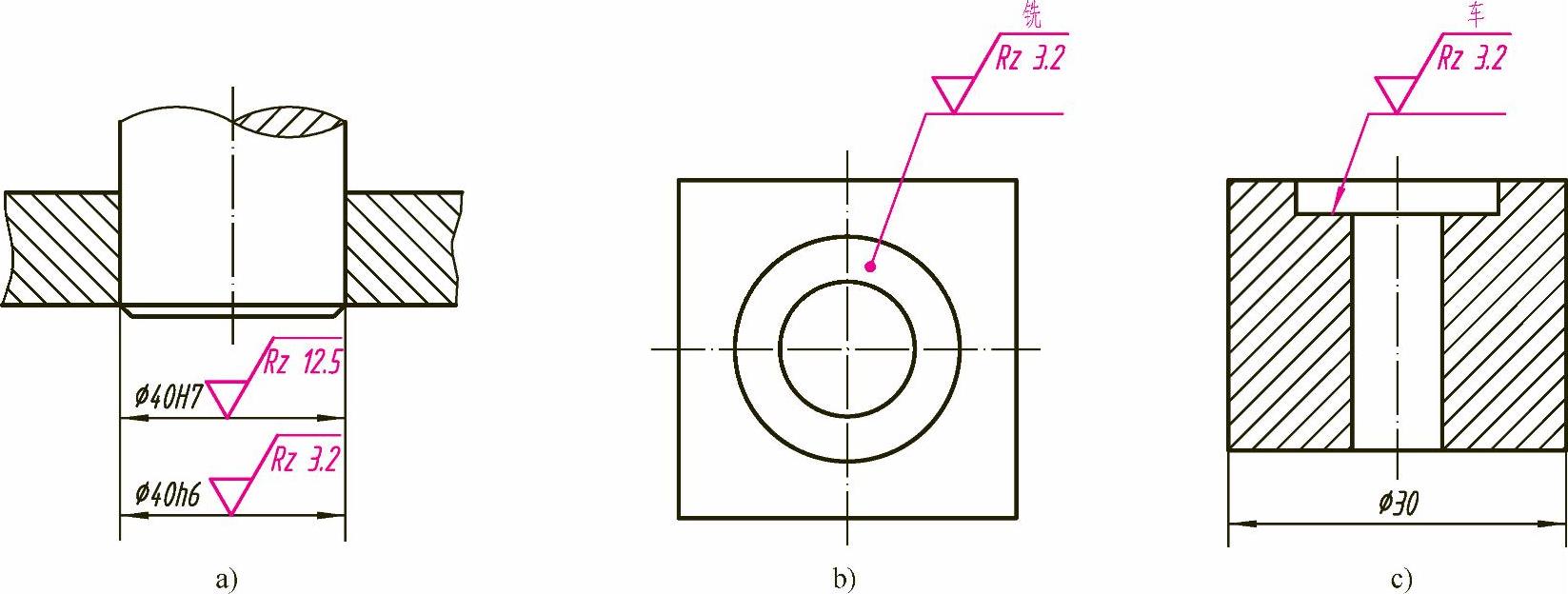
图7-18 表面粗糙度的特殊注法
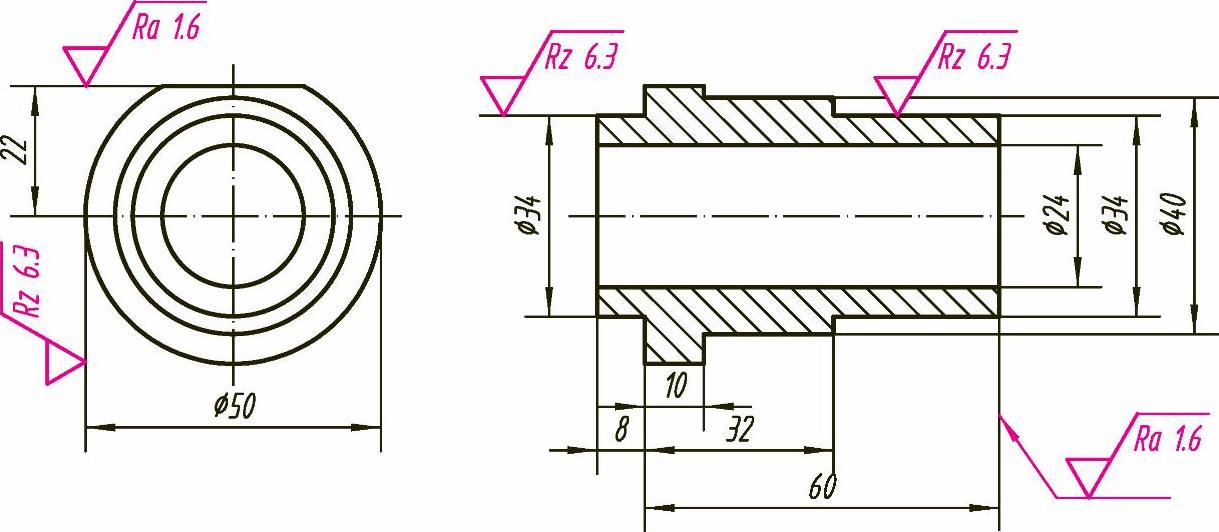
图7-19 表面粗糙度标注在圆柱特征的延长线上
5.表面粗糙度代号的识读
在图样中,零件表面粗糙度是用代(符)号标注的,它由规定的符号和有关参数组成。表面粗糙度代号一般按下列方式识读:
 ,读作“表面粗糙度Ra的上限值为3.2μm(微米)”;
,读作“表面粗糙度Ra的上限值为3.2μm(微米)”;
 ,读作“表面粗糙度的最大高度Rz为6.3μm(微米)”。
,读作“表面粗糙度的最大高度Rz为6.3μm(微米)”。

图7-20 大多数表面有相同的表面粗糙度的简化注法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。