



在完成装配之后,对封装进行热循环测试,以便评估封装的热机械可靠性。在热循环之前,先在室温下测量不同顺序链的电阻,并把这个电阻视作基准电阻。这个空气到空气的热循环测试是基于标准JESD22-A104-B[27]。参考测试标准导则,最高的接触温度(Tmax)选定为125℃,低于底胶的玻璃转化温度。测试开始时,为热循环测试选定了两个温度范围:一个是30~125℃,另一个是-55~125℃。温度的变化率是15℃/min。在最高温度和最低温度时,温度保持时间均为10min。在进行热循环测试的过程中,测量其电阻值,以便评估热机械的可靠性。图21.10给出了加速热循环测试过程中阻值的变化情况。从加速热循环测试得出的结论总结如下:
金属的电阻值随着温度(T)的改变而变化,纯金属的热阻系数(TCR)通常在4×10-3/K左右,而合金的热阻系数通常相对较低[28]。从图20.10所示数据可知,TCR(变量α)可以按下式估算:

式中,α为热阻系数(TCR);R0为实验开始时室温下的电阻值;ΔR为从最低温度到最高温度的电阻的增加值;ΔT为热循环中温度的变化范围。
可以看出,TCR的测量值落在其他人报道的TCR范围内。
在前几个循环测试中,电阻的均值逐渐减少。如图21.11所示,在测试的前1500min(大约50次循环),这种减小较为显著。但是,随着热循环测试的进行,电阻值减小的速度越来越慢,最终电阻值趋于稳定。在水平通道和垂直通道中,都观察到电阻的这种变化趋势。有两种可能的原因,可以用来解释电阻值在热循环测试初期会减少这一现象:①随着热循环的进行,底部填充继续进一步固化和收缩,使基板和芯片的距离更加小。这可能会增加柔性互连和焊板的接触面积,因此使得电阻减小;②由于在热循环中不同材料的热膨胀量不同,互连尖端会在芯片焊盘表面弯曲并产生划痕。这会改善柔性互连和芯片焊板之间的电气连接,因此电阻将会减小。人们把前几个循环中阻值减小的现象定义为“烧焊”(burn-in)。
烧焊的另一个特性是,热循环过程中(甚至是在有中断的情况下),烧焊过程是不可逆转的。图21.11给出了热循环中有人为中断的情况下电阻的变化情况。在这个测试中,热循环进行2500min(80次循环)后,测试中断约几个小时,之后继续进行剩余的热循环测试约1500min(40次循环)。可以看出,在热循环测试的中断过程中,电阻值基本保持不变。然而,一旦热循环继续在烧焊阶段进行,电阻值将继续减小。(https://www.xing528.com)
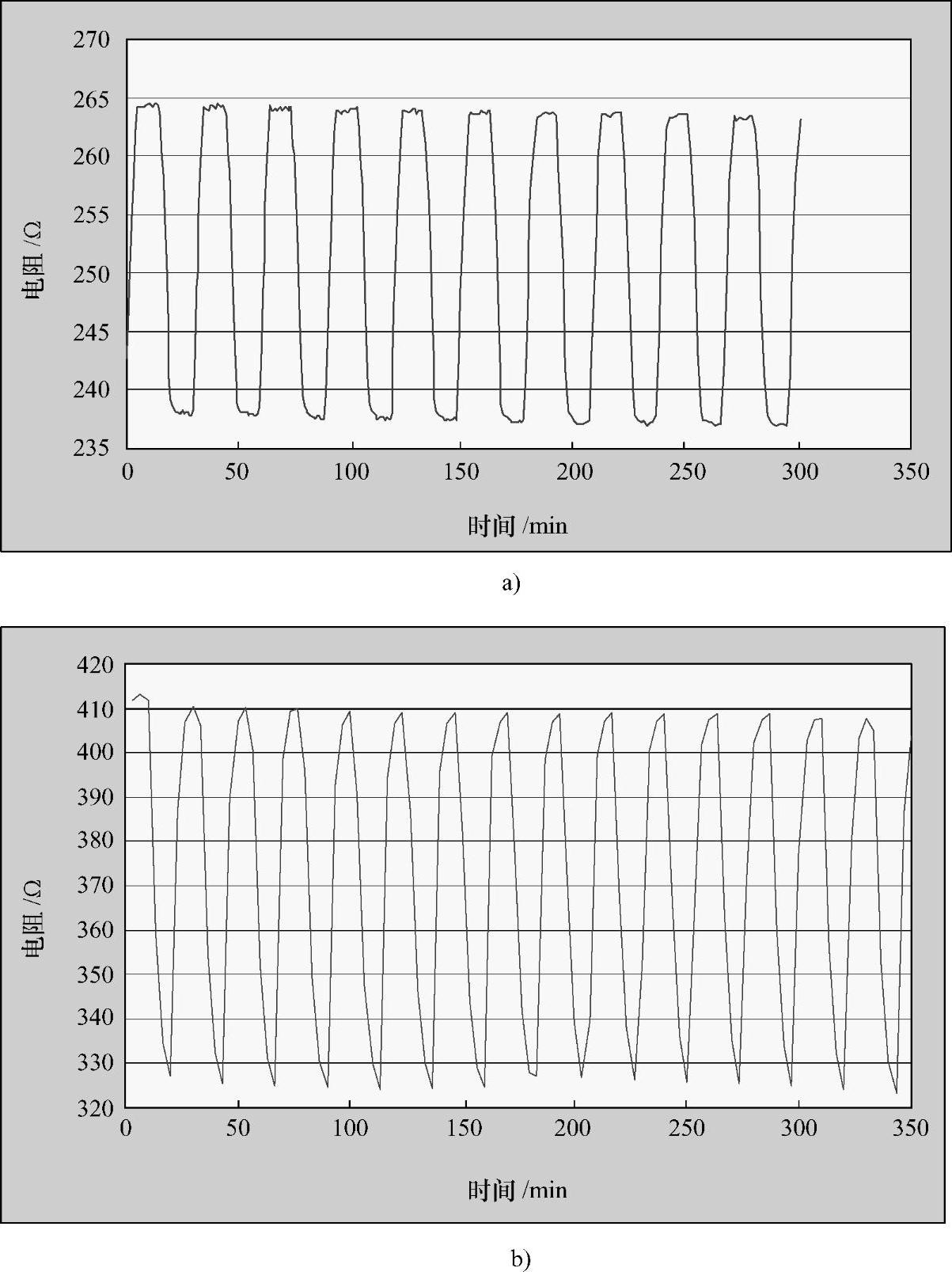
图21.10 在热循环测试中阻值随温度的变化
a)30~125℃ b)-55~125℃
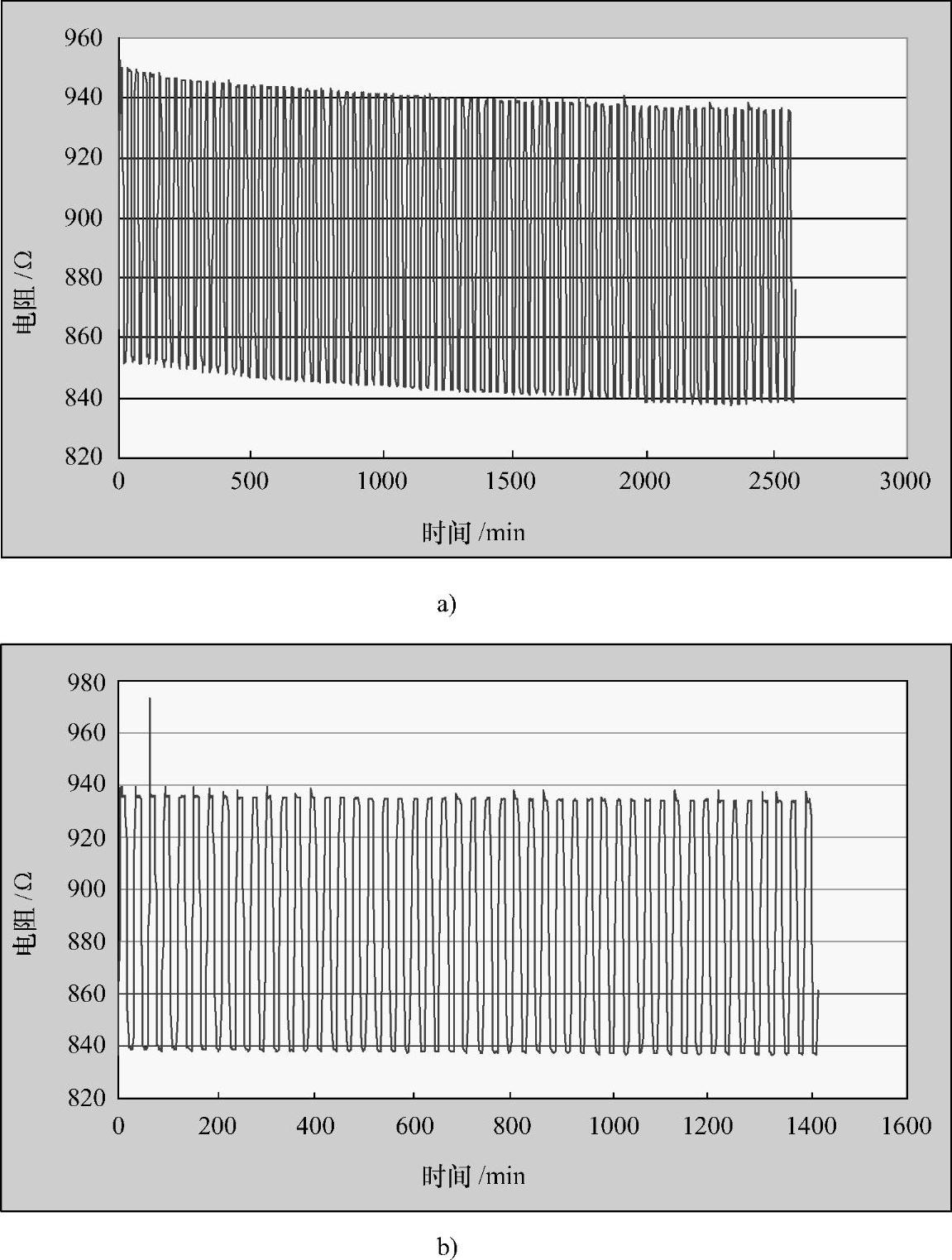
图21.11 电阻的“烧焊”行为
a)头80次循环的情况 b)头80次循环后人为中断几小时再进行的80~120次循环的情况
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。