



【摘要】:对于采用ASME体系设计的核电厂主设备压力容器,其焊条电弧焊用低合金钢焊条按照ASME规范第Ⅱ卷C篇中SFA5.5节选取,目前核电厂多采用E8018-G、E8018-NM1、E9018-G等类别。表2-9 未经稀释焊缝金属的力学性能焊缝的组织和性能在很大程度上取决于焊接材料,对于焊条电弧焊来说,即取决于焊条的选择。
由于目前核承压设备用锻件和钢板材料多采用Mn-Ni-Mo型A508Gr.3钢、16MND5钢、A533 Gr.B钢,所以相应的焊材也是采用Mn-Ni-Mo系低合金钢,包括焊条电弧焊焊条用钢。对于采用ASME体系设计的核电厂主设备压力容器,其焊条电弧焊用低合金钢焊条按照ASME规范第Ⅱ卷C篇中SFA5.5节选取,目前核电厂多采用E8018-G、E8018-NM1、E9018-G等类别。这些焊条的药皮属于低氢钾型,适用于平焊、横焊、立焊、仰焊等焊接位置。这些焊条未经稀释焊缝金属的化学成分见表2-8,力学性能见表2-9。
表2-8 未经稀释焊缝金属的化学成分(质量分数,%)
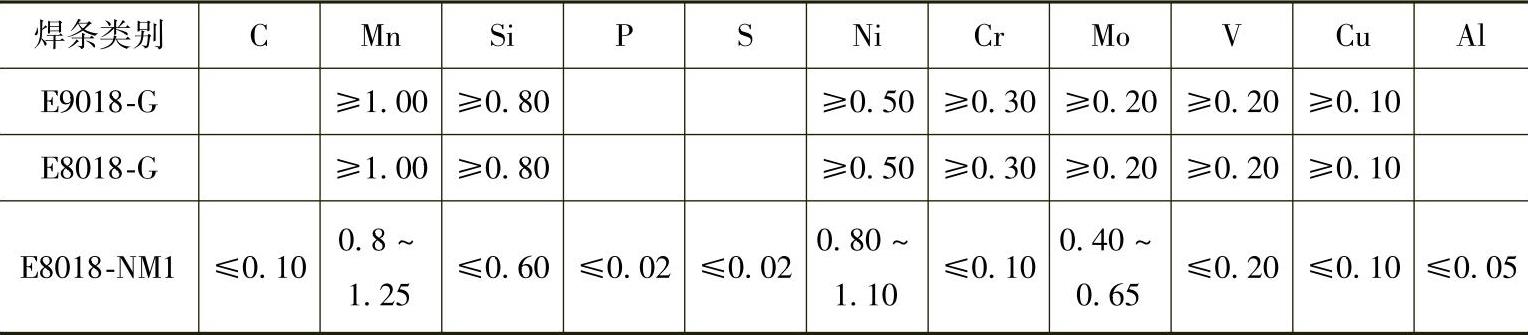
注:“G”表示填充金属属于“一般”类别,“NM1”表示镍钼焊条。(https://www.xing528.com)
表2-9 未经稀释焊缝金属的力学性能

焊缝的组织和性能在很大程度上取决于焊接材料,对于焊条电弧焊来说,即取决于焊条的选择。为了保证焊缝性能与母材相匹配,对低合金耐热钢来说,焊缝成分应最大限度地接近母材的化学成分,否则会因长时期在高温下运行,焊缝接头内的合金元素扩散,特别是熔合区的碳扩散,使得焊接接头的持久强度和塑性降低。对于低合金钢焊条电弧焊焊条的选用,首先要尽量避免有害元素氢的存在,可以合理地选择低氢型焊条,并在使用前对焊条进行烘干处理,另外设置合理的焊接参数,如焊接热输入量、焊前和焊后热处理参数等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。