



方法1:一般选择加工中“变化”的量作为变量,“恒定”的量作为常量
例如,加工如图1-10所示的零件,其毛坯如图1-11所示,变量选择的方法如下:
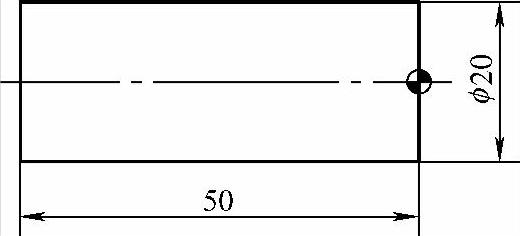
图1-10 方法1加工零件示意图
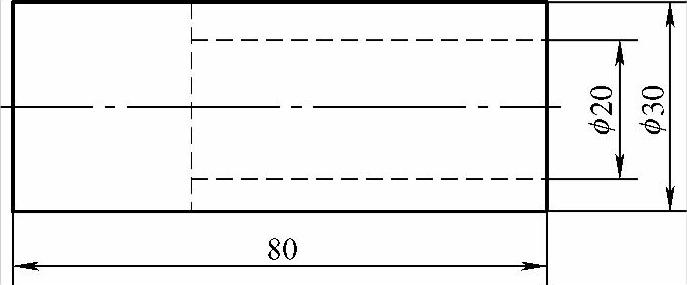
图1-11 方法1加工零件的毛坯图
该零件将φ30mm×80mm的圆棒料加工成φ20mm×50mm的销轴零件。在车削加工过程中,毛坯外圆尺寸由φ30mm逐渐减小至φ20mm,长度方向的尺寸不发生改变(端面、切断加工不作考虑)。显然,在该零件编程时,定义的变量用来控制外圆直径的变化。
方法2:选择解析(参数)方程“自身变量”
宏程序在方程型面的加工方面具有举足轻重的地位,根据方程型面“自身”的变化量来设置程序变量,也是宏程序编程设置变量的主要方法。
例如,加工如图1-12所示零件的椭圆轮廓,椭圆的参数方程为X=50cosθ、Y=30sinθ,选择椭圆参数方程“自身变量θ”作为变量,可以解决轮廓“找点”问题。设置一个变量控制“θ”的变化,长、短半轴的变化随着“θ”的变化而变化。
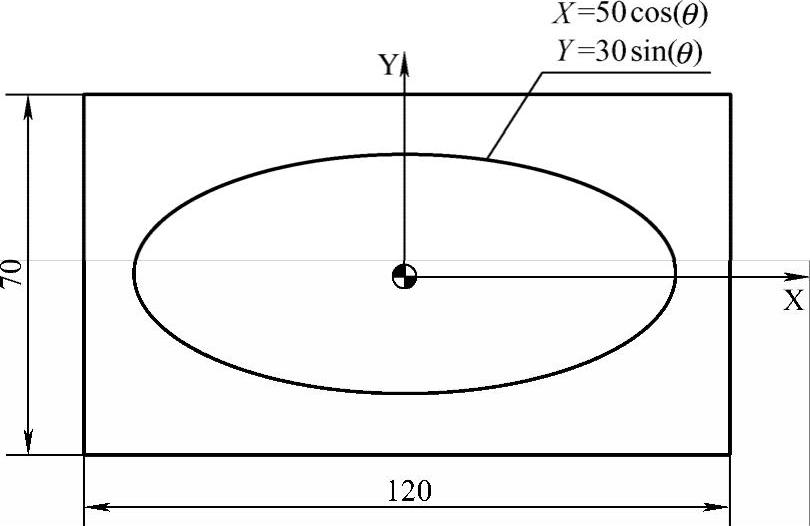
图1-12 方法2加工椭圆零件示意图(https://www.xing528.com)
方法3:选择“标志变量”“计数器”等辅助性变量
采用宏程序编程经常遇到加工中“变化量”、解析(参数)方程“自身变量”无法作为变量或作为变量不太方便的情况,可以考虑设置“标志变量”“计数器”等和加工图样尺寸无关的变量(辅助性变量),作为控制该零件加工中的变量。
例如,加工如图1-13所示的零件,要求加工直线排孔,分析可知,相邻孔之间的间距为30mm,孔的数量为500个,那么设置变量有以下两种方案:①选择X的坐标值作为变量,需要计算和确定第500个孔循环结束的条件;②选择孔的数量作为变量,设置定义一个变量并赋值#100=500,控制孔的数量,加工完成一个孔,变量#100减去1,那么语句[#100LE0]就可以控制整个加工循环的结束。
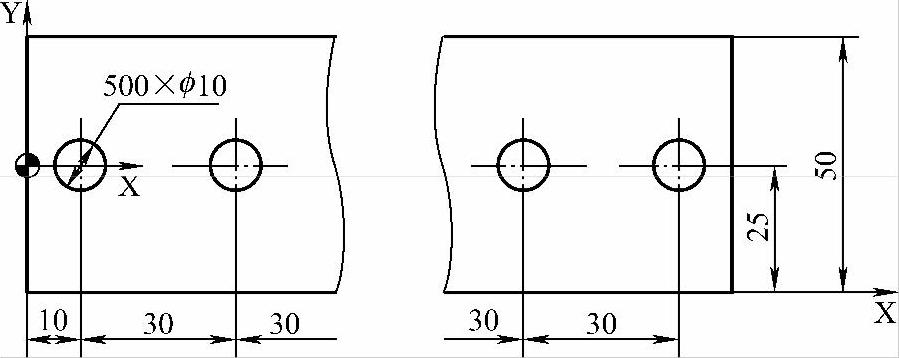
图1-13 方法3加工零件示意图
对方案①、方案②进行比较,发现方案②相对比较方便,也容易实现。
方法4:根据个人编程和思维的习惯来选择变量
采用宏程序编程经常遇到加工零件可以选择不同变量来控制和编程的情况,且都能达到相同的效果,这时可以根据个人的思维习惯来设置变量。例如,加工图1-14所示的半椭圆轮廓零件,椭圆的解析方程为X2/192+Z2/302=1。
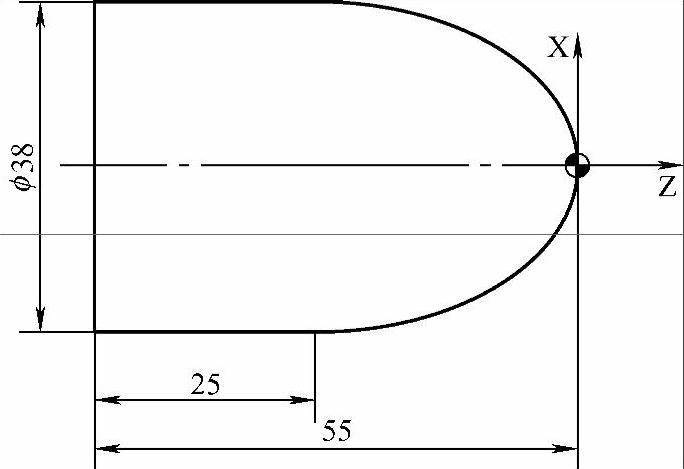
图1-14 方法4加工零件示意图
根据椭圆的解析方程可知:既可以选择椭圆的长半轴作为自变量,椭圆的短半轴作为因变量;也可以选择椭圆的短半轴作为自变量,椭圆的长半轴作为因变量。实际编程可以根据个人编程和思维习惯来选择变量。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。