



1.刀具寿命管理设定数据读入
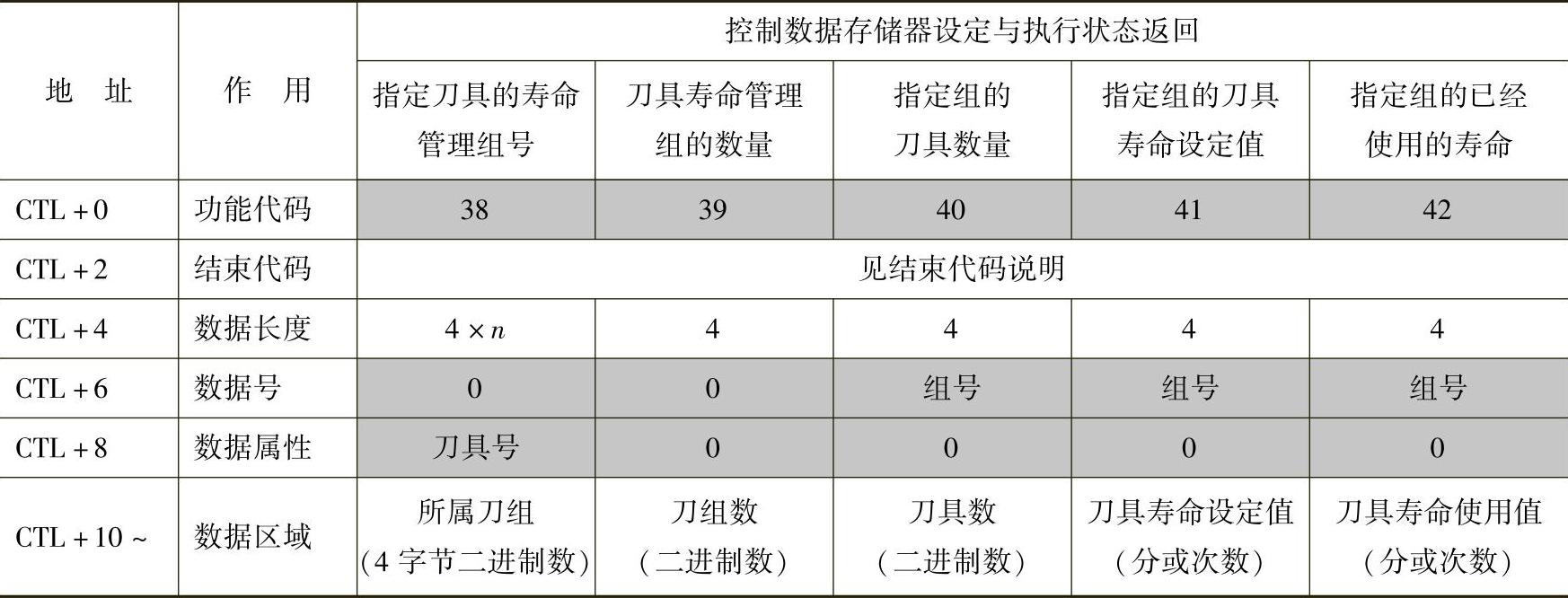
CNC的刀具寿命管理设定数据可通过WINDR指令读入到PMC中,其指令功能代码为38~42,数据读入指令应设定的控制数据存储器参数及指令执行状态信息见表9.4-29。
表9.4-29 刀具寿命管理设定数据读入的控制数据存储器设定
2.刀具寿命管理补偿数据读入
CNC的刀具寿命管理时的刀具补偿数据可通过WINDR指令读入到PMC中,其指令功能代码为43~46,数据读入指令应设定的控制数据存储器参数及指令执行状态信息见表9.4-30。
表9.4-30 刀具寿命管理补偿数据读入的控制数据存储器设定

3.刀具寿命管理基本信息读入
CNC的刀具寿命管理基本信息可以通过WINDR指令读入到PMC中,其指令功能代码为47~49、160,数据读入指令应设定的控制数据存储器参数及指令执行状态信息见表9.4-31。
4.当前刀具寿命管理数据读入
当前正在使用的刀具寿命管理数据可以通过WINDR指令读入到PMC中,读入的内容包括所属的组号、刀具长度补偿号、刀具半径补偿号、基本数据等,其指令功能代码为200、227、228、201,数据读入指令应设定的控制数据存储器参数及指令执行状态信息见表9.4-32。
表9.4-31 刀具寿命管理基本信息读入的控制数据存储器设定
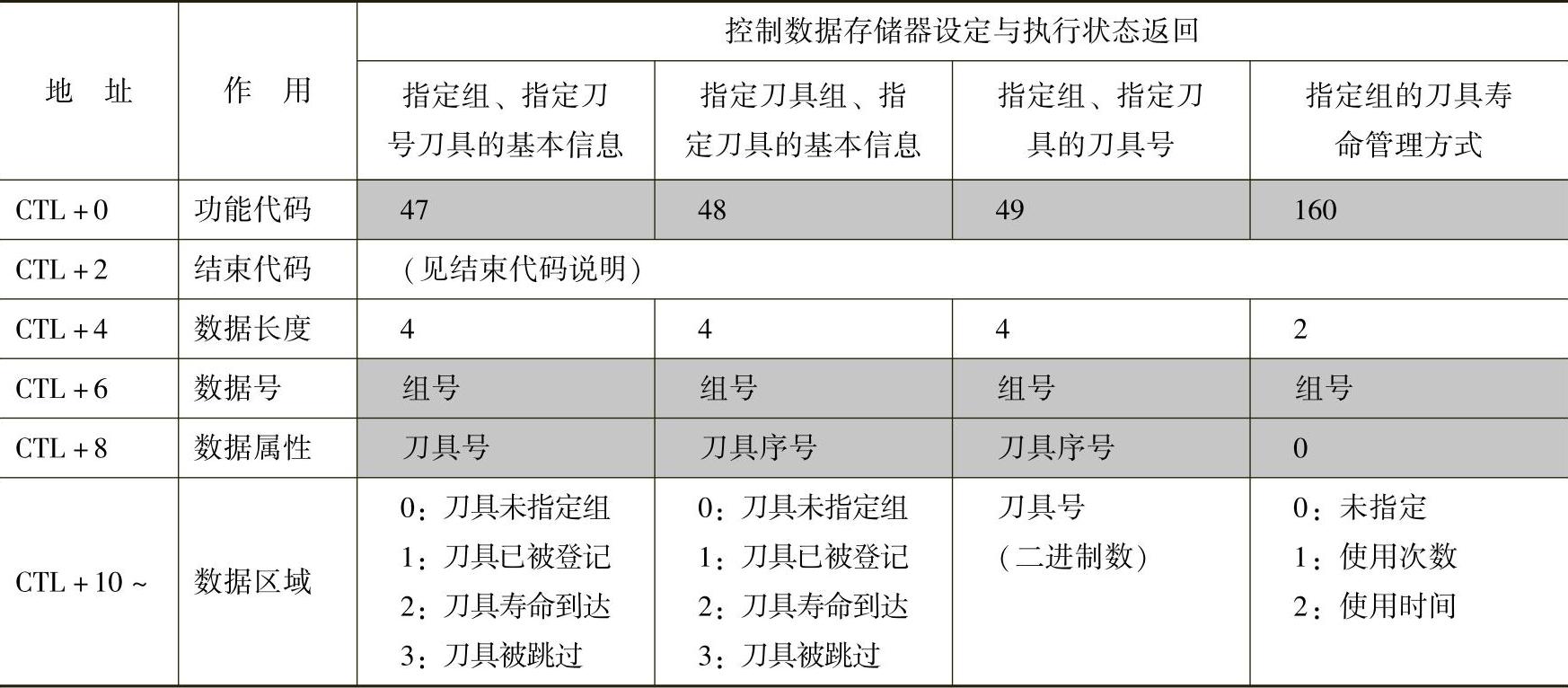
表9.4-32 当前刀具寿命管理数据读入的控制数据存储器设定

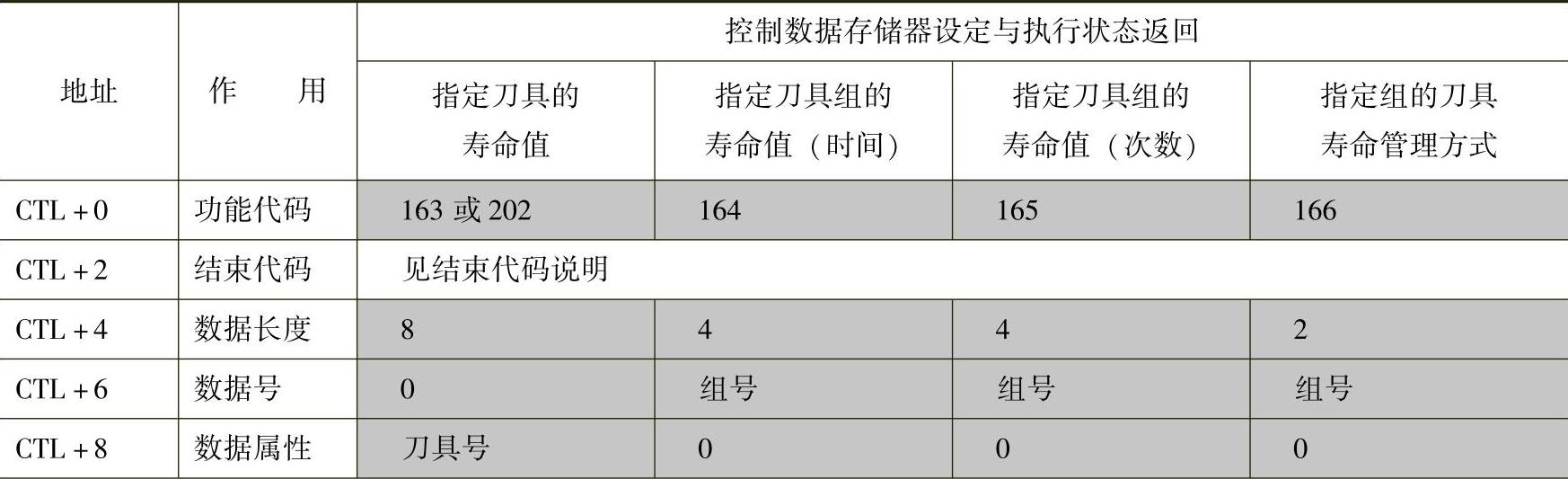
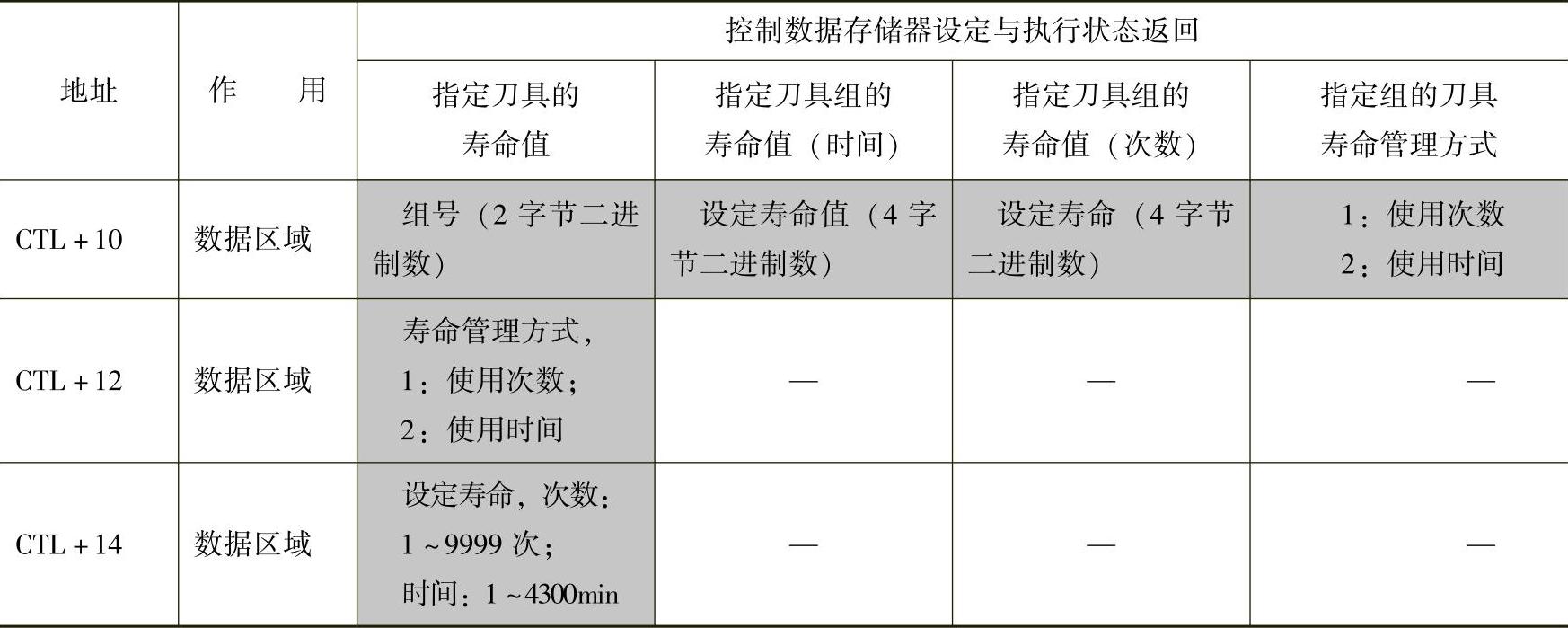
5.刀具寿命管理设定数据写出(https://www.xing528.com)
CNC的刀具寿命管理设定数据可以通过WINDW指令从PMC写出到CNC中,其指令功能代码为160~166、202,数据写出指令应设定的控制数据存储器参数及指令执行状态信息见表9.4-33。
表9.4-33 刀具寿命管理设定数据写出的控制数据存储器设定
(续)
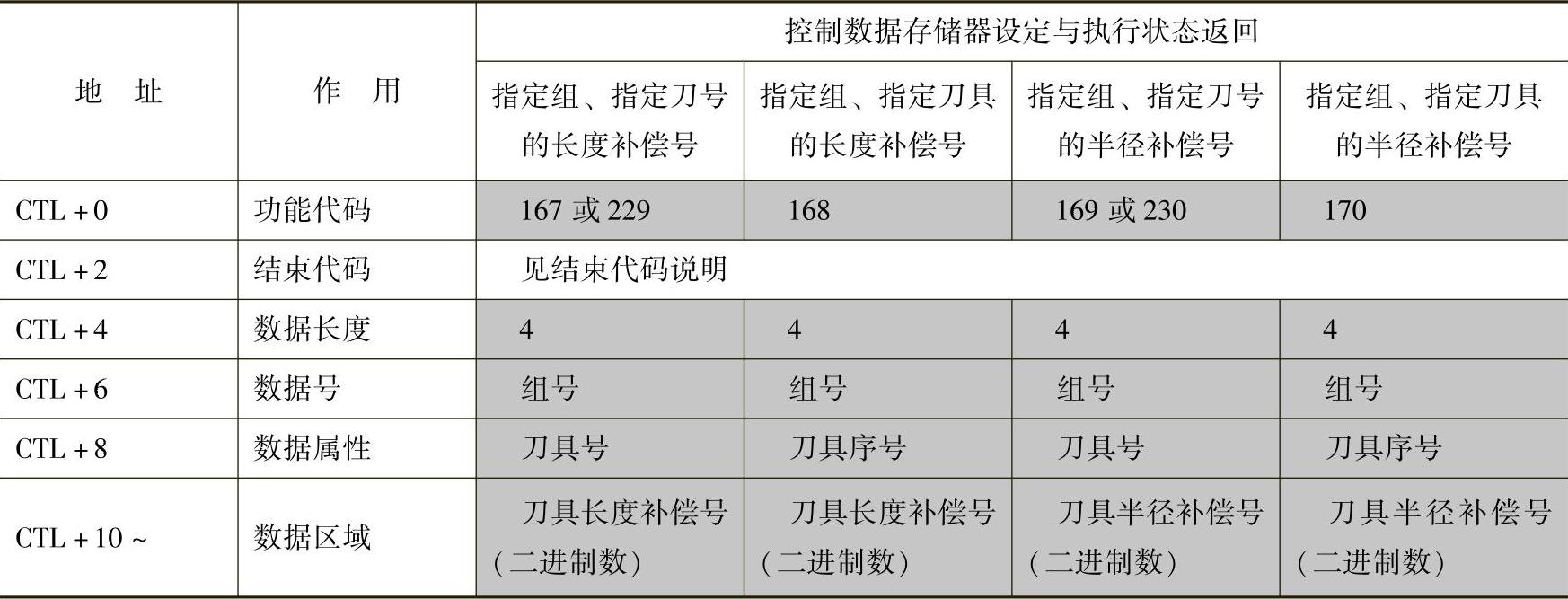
6.刀具寿命管理补偿号写出
CNC的刀具寿命管理的补偿号可以通过WINDW指令从PMC写出到CNC中,其指令功能代码为167~170、229、230,数据写出指令应设定的控制数据存储器参数及指令执行状态信息见表9.4-34。
表9.4-34 刀具寿命管理补偿号写出的控制数据存储器设定
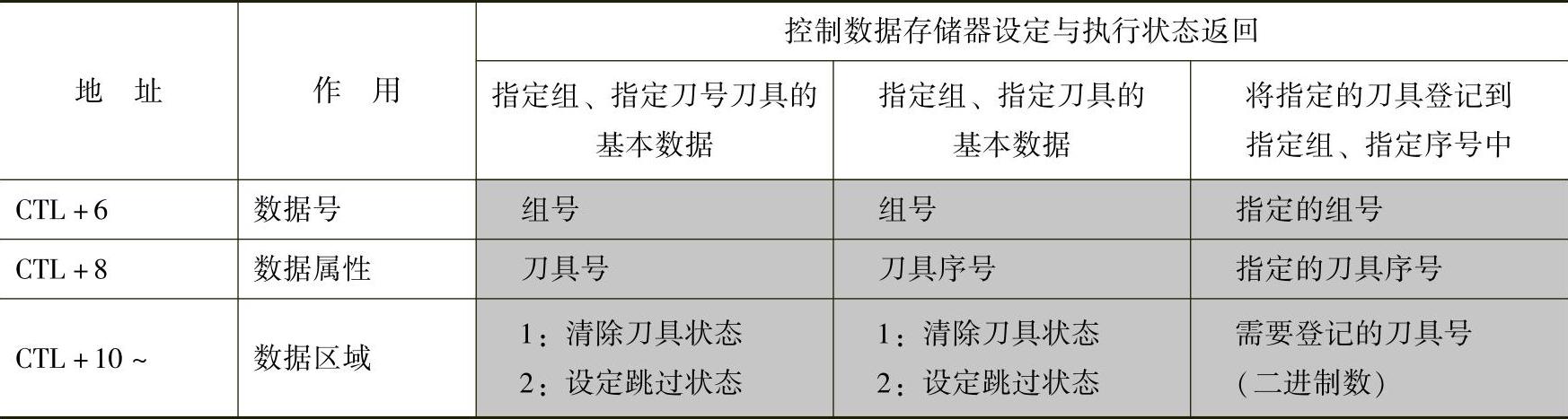
7.刀具寿命管理基本数据写出
CNC的刀具寿命管理基本数据可以通过WINDW指令从PMC写出到CNC中,其指令功能代码为171~173、231,数据写出指令应设定的控制数据存储器参数及指令执行状态信息见表9.4-35。
表9.4-35 刀具寿命管理基本数据写出的控制数据存储器设定

(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。