



1.刀具偏置值读写
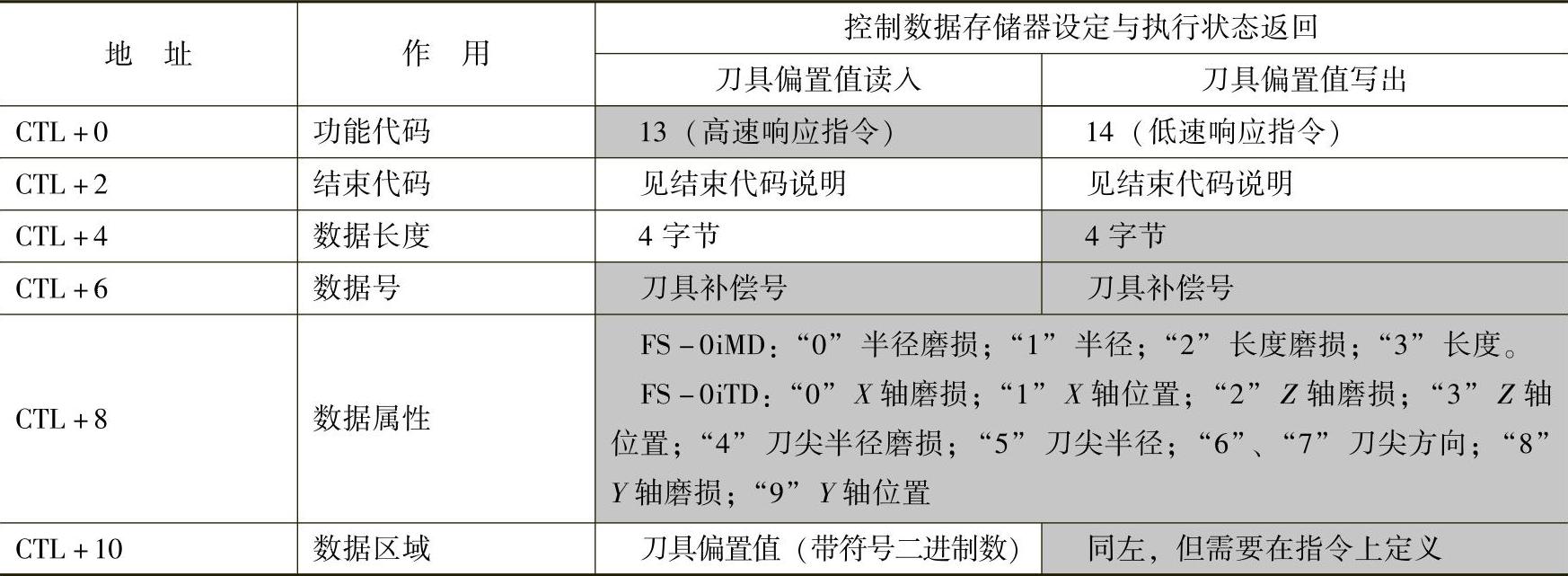
CNC刀具偏置值可通过WINDR指令读入到PMC中,或通过指令WINDW从PMC写出到CNC中,数据读写指令应设定的控制数据存储器参数及指令执行状态信息见表9.4-14。
表9.4-14 CNC刀具偏置值读写的控制数据存储器设定
2.工件坐标系偏置读写
CNC工件坐标系偏置可以通过WINDR指令读入到PMC中,或者通过指令WINDW将数据从PMC写出到CNC中,数据读写指令应设定的控制数据存储器参数及指令执行状态信息见表9.4-15。
表9.4-15 工件坐标系偏置读写的控制数据存储器设定

3.CNC参数读写
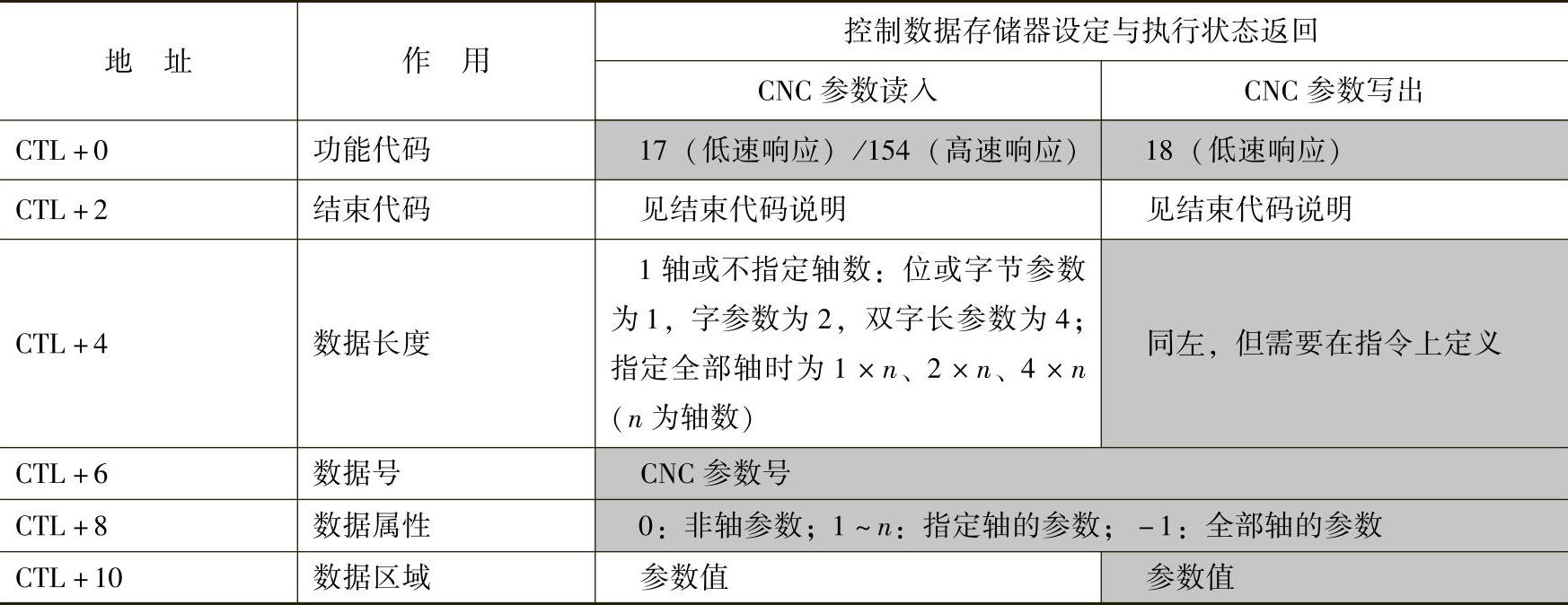
CNC参数可以通过WINDR指令读入到PMC中,或者通过指令WINDW将数据从PMC写出到CNC中,数据读写指令应设定的控制数据存储器参数及指令执行状态信息见表9.4-16。
表9.4-16 CNC参数读写的控制数据存储器设定
4.设定数据读写
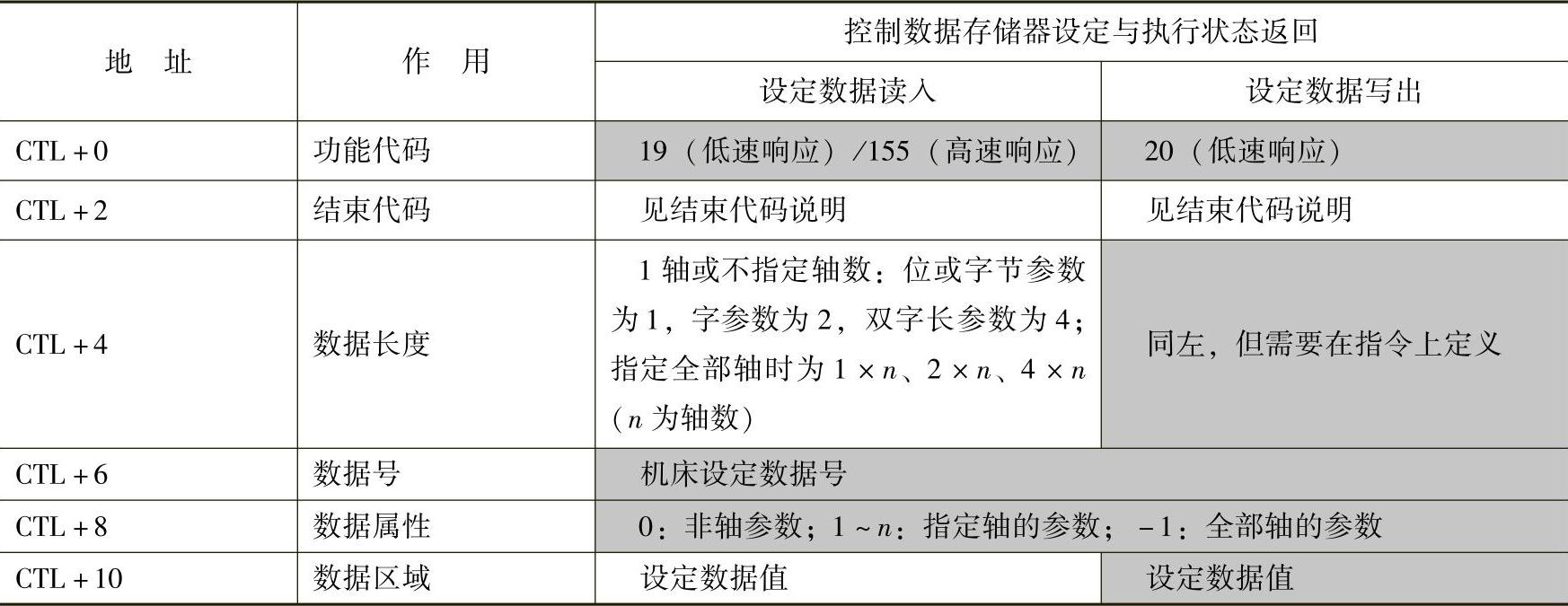
CNC设定数据可以通过WINDR指令读入到PMC中,或者通过指令WINDW将数据从PMC写出到CNC中,数据读写指令应设定的控制数据存储器参数及指令执行状态信息见表9.4-17。
表9.4-17 设定数据读写的控制数据存储器设定(https://www.xing528.com)
5.用户宏程序变量读写
CNC用户宏程序中的变量可通过WINDR指令读入到PMC中,或者通过指令WINDW将数据从PMC写出到CNC中,数据读写指令应设定的控制数据存储器参数及指令执行状态信息见表9.4-18。
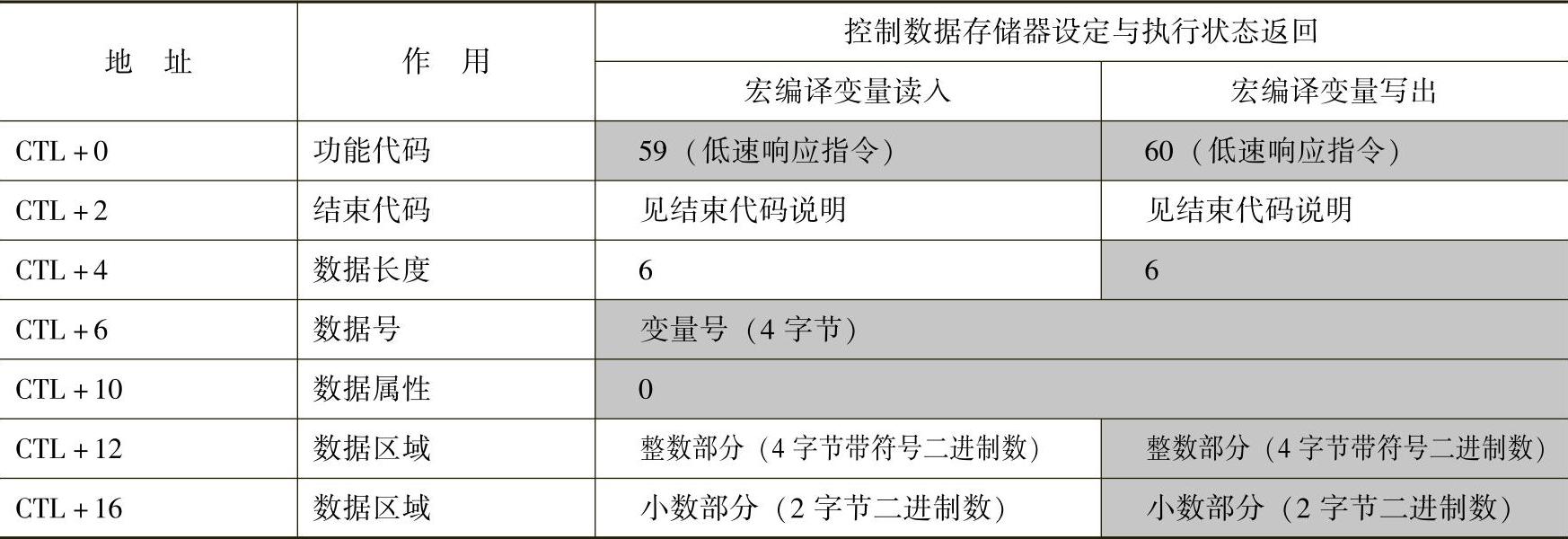
6.宏编译变量的读写
CNC加工程序中的宏编译变量P可以通过WINDR指令读入到PMC中,或者通过指令WINDW将数据从PMC写出到CNC中,数据读写指令应设定的控制数据存储器参数及指令执行状态信息见表9.4-19。
表9.4-18 用户宏程序变量读写的控制数据存储器设定
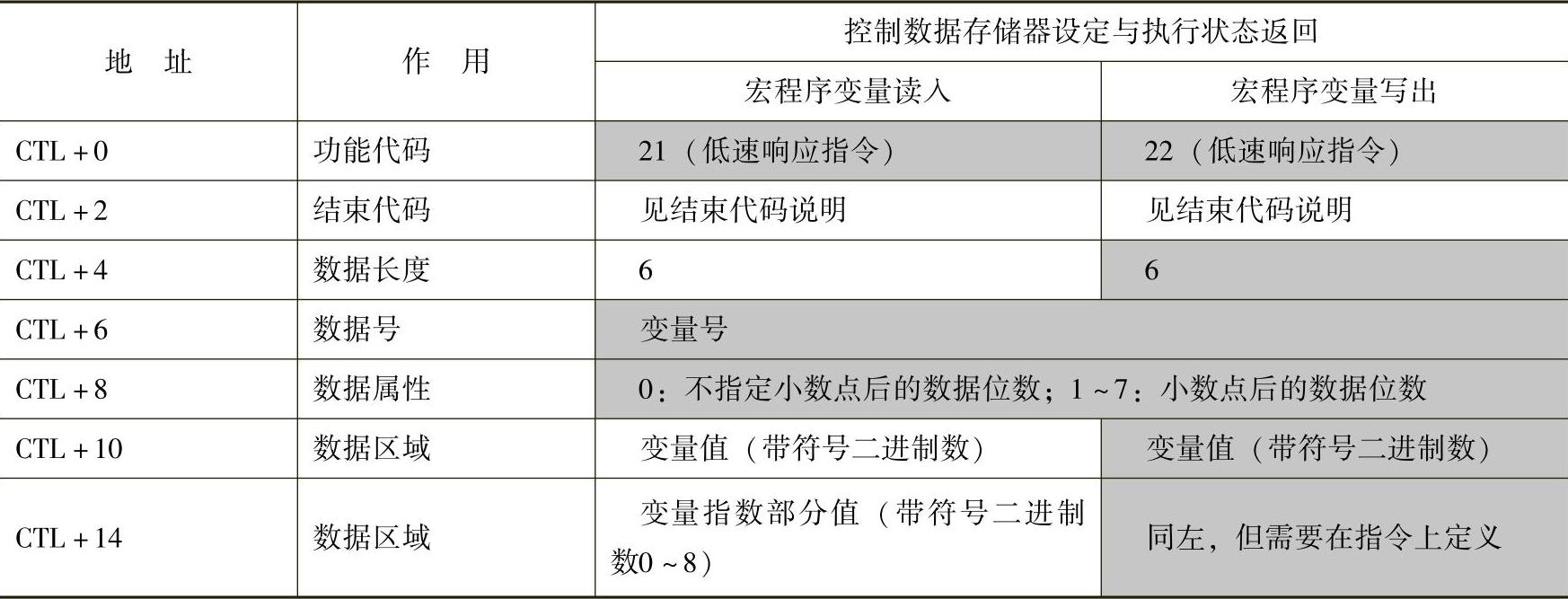
表9.4-19 用户宏程序变量读写的控制数据存储器设定
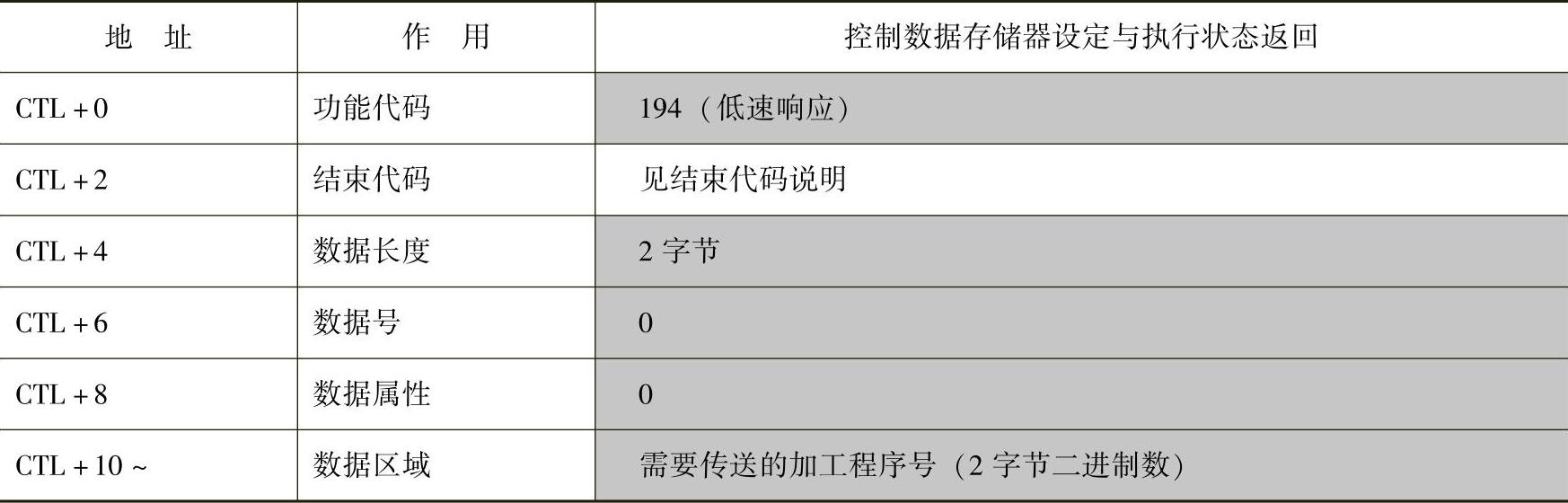
7.I/O-Link程序号写出
FS-0iD的I/O-Link接口可连接Power Mate位置控制器。Power Mate是有独立CPU、存储器等硬件和软件,可实现2轴和主轴控制的简易CNC,它可单独进行操作、控制和进行程序编辑。FS-0iD选择I/O-Link数据输入/输出功能B后,FS-0iD和Power Mate间可进行加工程序、参数、用户宏程序变量、诊断数据等数据的交换。Power Mate的加工程序号可通过PMC的WINDW指令写入到PMC中,数据写出指令应设定的控制数据存储器参数及指令执行状态信息见表9.4-20。
表9.4-20 加工程序号写出的控制数据存储器设定
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。