



1.功能说明
通过PMC程序的编制,FS-0iD可在CNC的LCD上显示文本信息。文本信息可作为机床特定的操作提示或报警显示,以指导操作和维修人员进行正确的操作与维修。
为了在CNC的LCD中显示文本信息,可通过PMC的文本编辑功能编制图9.3-1所示的显示文本,这一文本信息可通过PMC程序中的DISP指令和文本显示请求位信号A0~A249在LCD上显示。此外,当PMC程序通过指令DISP使能文本显示功能后,还可通过后述的CNC外部数据输入指令EXIN(SUB42),利用PMC程序向CNC发送显示文本。
文本显示通过DISP指令使能后,如PMC的信息请求位被置“1”,就可以在LCD上显示文本信息表所编辑的内容。例如,在图9.3-1中,当文本显示请求位A00.0置“1”后,CNC将在LCD上显示“2000 MACHINE EMERGENCY STOP”这一报警信息。
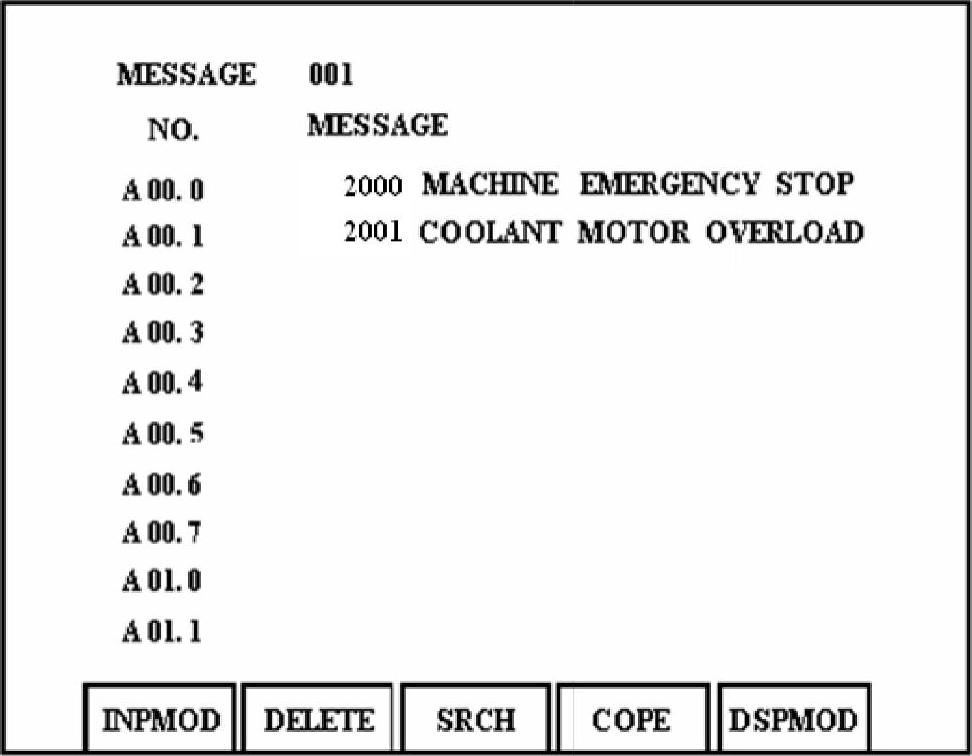
图9.3-1 CNC文本信息编辑页面
文本显示的容量与PMC功能有关,FS-0iD的文本请求位信号为250字节(A0~A249),故最多可显示2000条文本信息。每一机床报警信息可以由报警号和最大32个字符组成,每一操作信息可以由操作信息号和最255个字符组成。
LCD的文本显示状态可通过PMC的文本显示状态指示位A9000~A9249检查,A9000~A9249的状态与A0~A249一一对应。例如,当A00.0为1、LCD显示文本“2000 MA-CHINE EMERGENCY STOP”时,其对应的状态位A9000.0便为“1”;当A00.0为0时,LCD上的显示将清除、A9000.0成为“0”。文本显示状态位只能用来指示文本的显示状态,它不可利用PMC程序进行输出。
2.文本显示指令
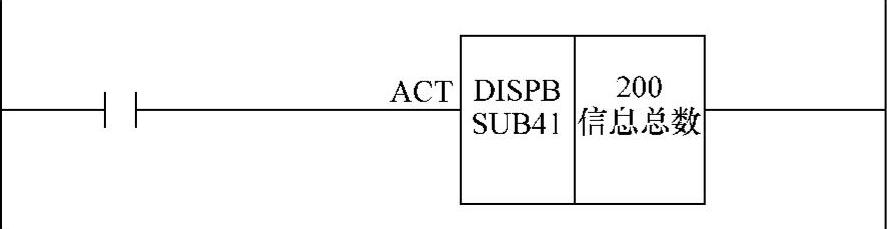
文本显示指令DISPB(SUB41)用来使能CNC的文本显示功能,PMC只有在指令DIS-PB生效时,才能利用文本显示请求位A000.0~A249.7进行文本的显示。DISPB指令的编程格式如图9.3-2所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图9.3-2 DISPB指令的编程格式
当指令中的控制条件ACT=1时,LCD允许显示文本,文本显示的内容可以通过显示请求位A000.0~A249.7选择;如ACT=0,即使文本显示请求位的状态为1,也不能在LCD上显示文本信息。指令参数中的信息总数用来指定显示的文本数,最大允许输入为2000。
3.文本信息的编辑
作为常用的方法,LCD的显示文本一般通过PMC的信息编辑页面输入和编辑,其操作方法如下。
1)按MDI操作面板上的功能键【SYSTEM】,进入系统显示页面。
2)按软功能键〖PMCCNF〗,选择PMC配置操作。
3)通过软功能扩展键,显示并选定软功能键〖MSSAGE〗,LCD显示图9.3-1所示的文本信息编辑页面。
4)通过MDI/LCD面板输入文本,并用INPUT输入。
文本编辑时,可通过软功能键〖DELETE〗删除,或通过〖INPMOD〗键选择〖INPUT〗(输入)、〖INSERT〗(插入)、〖ALTER〗(替换)操作,或通过软功能键〖COPY〗,复制文本。软功能键〖DSPMOD〗可用来选择文本的语言,如日文等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。