



【例5】在实际数控机床上,除波段开关外,有时还使用倍率升/降按钮来调整主轴转速或进给速度的倍率,本例以主轴倍率调节为例,提供了通过倍率升/降按钮逐级改变主轴转速倍率的实用PMC程序,可供读者参考。
1.主轴倍率控制要求
FS-0iC/D的主轴倍率控制要求如下。
1)主轴转速倍率调节通过PMC输出到CNC的8位二进制编码信号SOV0~SOV7实现,信号的PMC地址为G30.0~G30.7。
2)主轴倍率的调节范围为0~254%,每级的倍率增量为1%。
3)倍率调节信号SOV0~SOV7和实际倍率的对应关系可由下式计算:主轴倍率=
2.程序参数设定
在传统的FANUC系统上,机床主轴速度的倍率调节范围为50%~120%,每级的增量为5%,为此,本程序也按此要求进行设计。为了通过倍率升/降按钮调节主轴倍率,程序设计时同样可将以上倍率值存储于PMC的数据寄存器D中,改变任何一级速度倍率,只需要更改相应的数据寄存器即可。
由于每字节的数据寄存器可以存储2位十进制数,因此,主轴倍率50%~95%的10级倍率可使用10个数据寄存器D56~D65存储;而100%~120%的5级倍率需要用5个双字节数据寄存器D66~D74存储,为此,需要先对PMC数据寄存器的控制字进行表8.5-4所示的设定,其中,数据寄存器D76用来定义初始倍率,其作用见后述。
表8.5-4 数据寄存器控制字设定表

PMC的数据寄存器控制字定义完成后,便可在对应的数据存储器中设定表8.5-5所示的各级主轴倍率值。
表8.5-5 数据寄存器的主轴倍率设定表

3.PMC程序设计
本主轴倍率控制程序由移位控制和代码转换两部分组成。(https://www.xing528.com)
1)移位控制。为了简化PMC程序,本程序的主轴倍率调整级的译码标记通过寄存器移位指令实现。其移位信号的生成程序如图8.5-7所示。

图8.5-7 移位信号的生成程序
程序中的X4.1、X4.2为倍率升/降按钮输入信号,它通过图中的程序处理,可转化为R13.0、R13.2的脉冲信号,内部继电器R13.4用来输出移位方向控制。移位控制可通过图8.5-8所示的16位移位指令SFT(SUB33)实现。
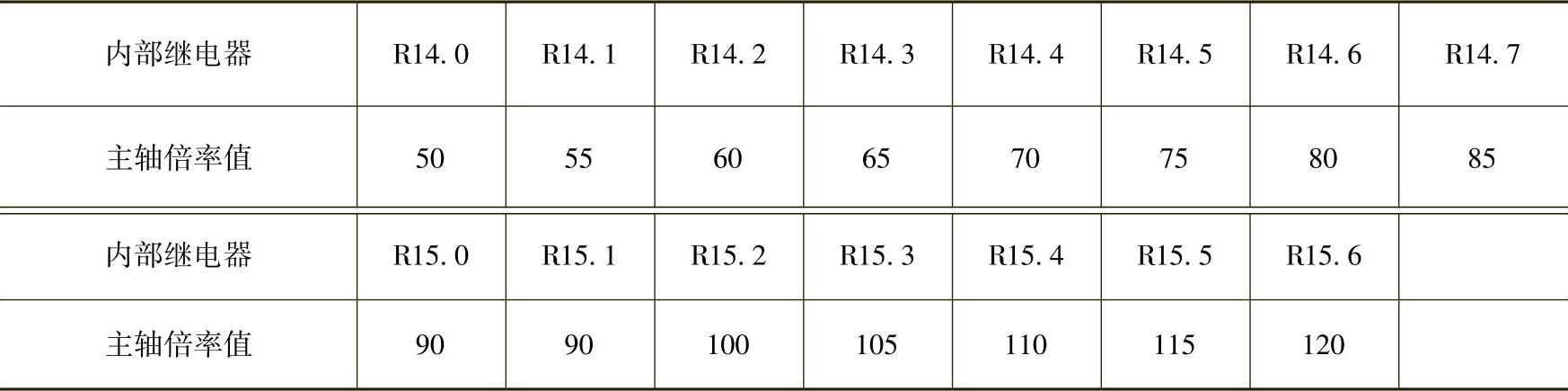
由于主轴倍率的调节范围为50%~120%、级间的增量为5%,故有15个不同倍率级,对应的状态通过表8.5-6中的内部继电器R14.0~R15.6区分。

图8.5-8 移位控制程序
表8.5-6 主轴倍率级对应的内部继电器
程序中的MOVE指令的作用是在开机或CNC复位时,将主轴的倍率值强制设定为100%,程序中的R0.7为CNC复位信号。由于数据存储器D76=00、D77=04,故通过MOVE指令可将内部继电器R15.2的100%状态位置“1”,其余位置“0”。
操作倍率升/降按钮,通过移位指令SFT(SUB33)可将状态为“1”的R15.2内容左右移位,从而生成内部继电器R14.0~R15.6的状态标记信号。当倍率到达最大值120%或最小值50%时,R15.6或R14.0的状态将为“1”,对应方向的移位指令SFT启动信号ACT被封锁,倍率不能继续上升或下降,但可从120%下降或从50%上升。
2)代码转换。代码转换程序的作用是根据以上移位生成的R14.0~R15.6标记信号,将PMC的数据寄存器中的对应内容,转换为CNC要求的8位二进制编码信号。这一转换可十/二进制数据转换指令DCNV(SUB14)实现,程序如图8.5-9所示。
代码转换的原理与前述的JOG速度调节相同,但是,主轴倍率信号不需要进行“取反”的操作;而且,由于转换后的二进制数值均小于255,故只需要1字节结果存储器;此外,也无需使用主轴倍率的高字节信号G31.0~G31.7。

图8.5-9 代码转换程序
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。