



1.功能说明
插补是数控机床加工轮廓的前提,插补功能直接决定了CNC的轮廓加工能力和轮廓的理论加工精度。
在第1章1.2.2节中我们已介绍,数控机床的轮廓加工需要通过对轨迹曲线的“微分”和微小直线段的拟合实现,这一过程称为插补,其微小直线段的长度称为插补单位。显然,插补单位越小,拟合的折线就越接近于理论曲线。在FS-0iD上,由于插补单位为1nm,故又称为纳米插补。
插补任何CNC都必须具备的基本功能,因此,一般而言,只要是由CNC实现闭环位置控制的坐标轴,都应该并能够参与插补运算。但是,由于CNC的处理速度、软件功能存在差异,因此,不同CNC的插补运算能力也有区别。例如,在普及型CNC上,一般只能实现直线插补、圆弧插补插等基本功能,而高档的CNC则可以通过NURBS样条、Nano插补,拟合复杂曲线等。CNC的插补功能一般通过加工程序中的G代码指令指定,从这一意义上说,CNC可以使用的G代码越多,一般而言,其插补功能也就越强。有关FS-0iD的G代码指令及编程要求,在本书作者编写的《FANUC-0iD编程与操作》一书中已进行详细介绍,本节仅对相关功能做简要说明。
2.螺旋线插补
在镗铣类数控机床上,小直径螺纹孔的加工一般可以通过普通攻螺纹或刚性攻螺纹方式实现,但对于大直径的螺纹加工或螺旋槽铣削加工,需要使用螺旋线插补功能。
螺旋线插补(Helical Interpolation)如图3.3-1所示,它是利用CNC的三轴联动功能,在两个坐标轴进行圆弧插补的同时,增加与圆弧平面垂直方向的轴运动,使得刀具产生螺旋线轨迹的功能。
由于在一个程序段中,圆弧插补指令的圆弧长度不能超过360°,因此,当螺旋线大于360°时,应进行分段编程。螺旋线插补的进给速度,可以通过CNC参数PRM1403.5(HTG)的设定,选择以F代码指定圆弧切线方向的速度或包含直线轴的合成速度。
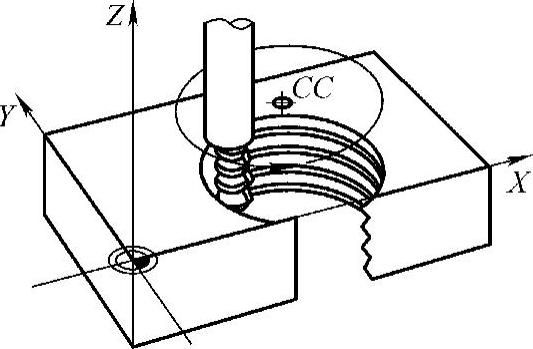
图3.3-1 螺旋线插补
3.圆柱面插补
圆柱面插补(Cylindrical Interpolation)功能如图3.3-2所示,它可用于车削中心等机床的圆柱体表面铣削加工编程。圆柱面插补可通过编程指令将指定的回转轴、按指定的半径,沿周长方向展开成等效的虚拟直线轴,并在虚拟的平面直角坐标系上进行直线、圆弧的插补编程。
进行圆柱面插补时,其等效直线轴的位置需要以周长的形式给定,因此,对于不需要径向进刀的铣削加工,可直接将柱面坐标的半径定义为R=57.296,使得展开后的周长2πR(π=3.14159)正好为360,这样,其等效直线轴的周长和回转角度正好有同样的数值。
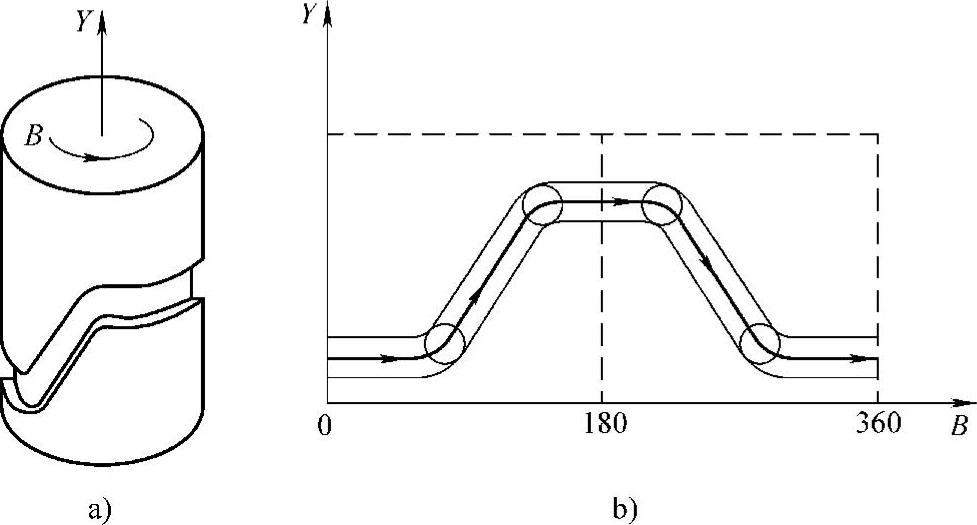
图3.3-2 圆柱面插补编程
a)实际加工 b)虚拟平面编程
4.极坐标插补
极坐标插补功能如图3.3-3所示,这是用于车削中心或车铣复合加工机床,它可以将回转轴(一般为Cs轴)虚拟为直线轴,并在虚拟的平面直角坐标系上进行直线、圆弧的插补编程。(https://www.xing528.com)
需要注意的是:FS-0iTD的极坐标插补完全不同于FS-0iMD的极坐标编程;所谓极坐标编程是利用CNC运算功能,使直角坐标系上的位置,可以在加工程序中以极坐标直径、角度的形式编程,简言之,它是将程序中以直径、角度表示的位置,转换为实际机床的两个直线轴运动。而极坐标插补则相反,它是将程序中以直线轴形式表示的位置,转换为实际机床的回转轴和直线轴运动。
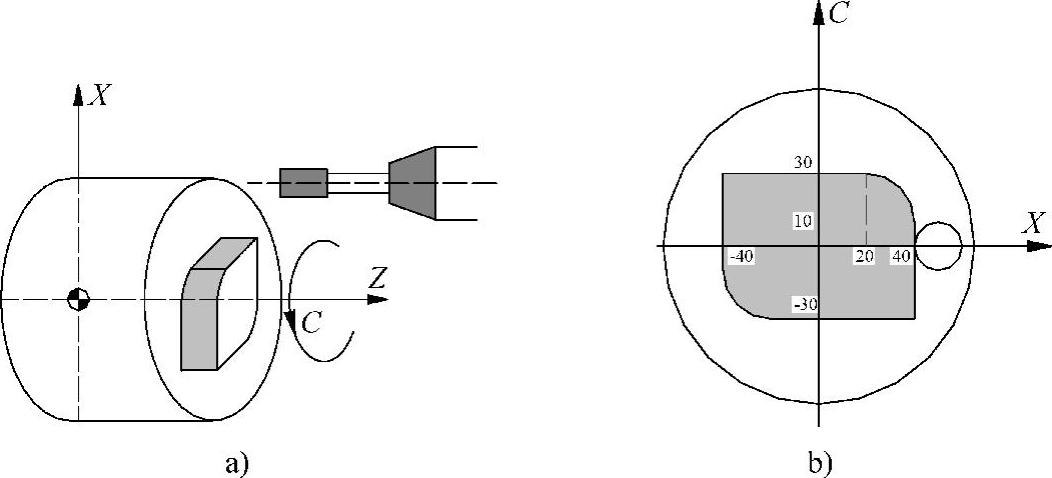
图3.3-3 极坐标插补编程
a)实际加工 b)虚拟平面编程
5.多边形车削
多边形车削是FS-0iTD利用车削加工,直接在棒料截面上加工出近似多边形的快速加工功能。多边形加工通过控制主轴回转与旋转刀盘回转的转速比及旋转刀盘上的刀具数量实现,因此,它一般用于具有Cs轴控制功能、能够安装动力刀具的车削中心。
多边形车削加工是一种近似加工,各边实际为椭圆的圆弧。例如,当旋转刀盘的转速为主轴转速的2倍时,如果刀盘安装2把刀具,便可车削出图3.3-4a所示的近似四方;如果刀盘对称安装3把刀具,便可车削出3.3-4b所示的近似六角。图3.3-4c为六角实际加工图。
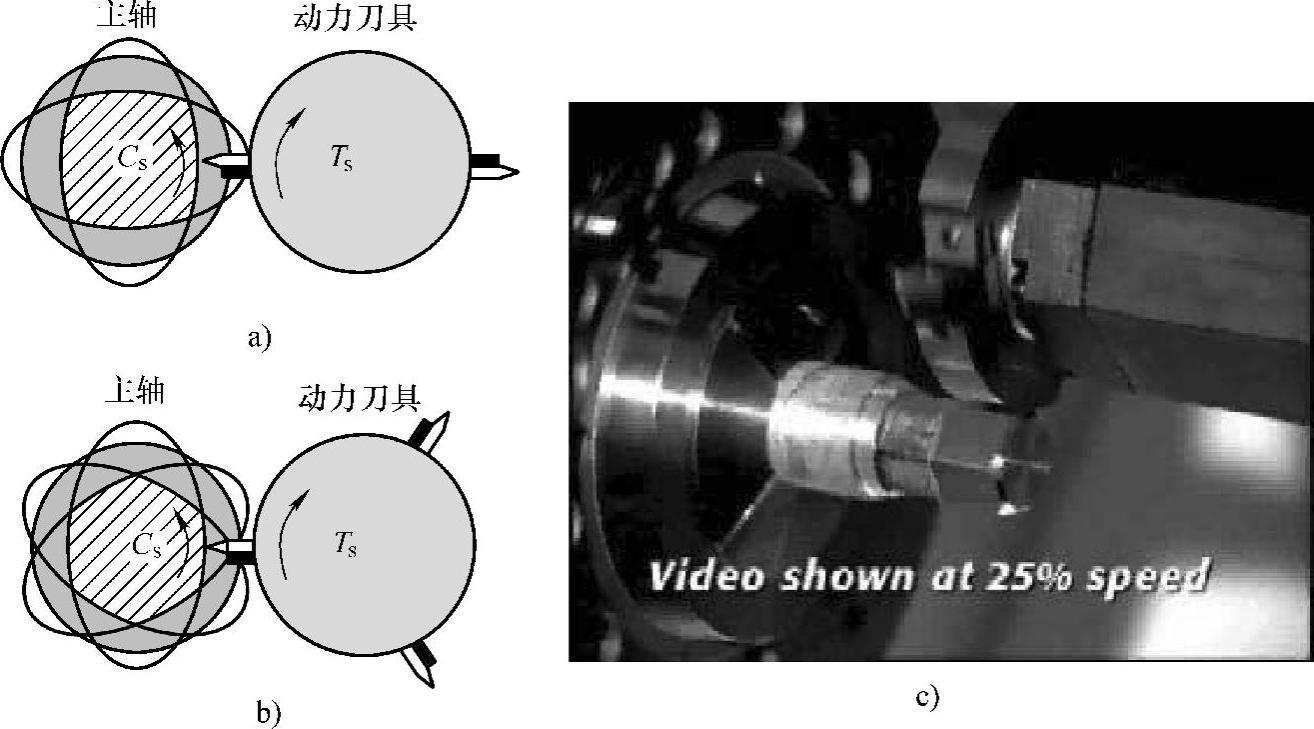
图3.3-4 多边形车削原理
a)四方加工 b)六角加工 c)实际加工
6.法线控制
法线控制功能如图3.3-5所示,这是FS-0iMD用于主轴箱摆动多轴加工中心、调整主轴方向的功能。
在具备法线控制功能的FS-0iMD上,当刀具进行图3.3-5b所示的侧面加工时,CNC可以通过改变主轴箱的偏摆角度,始终保证刀具的轴心线与运动方向垂直。
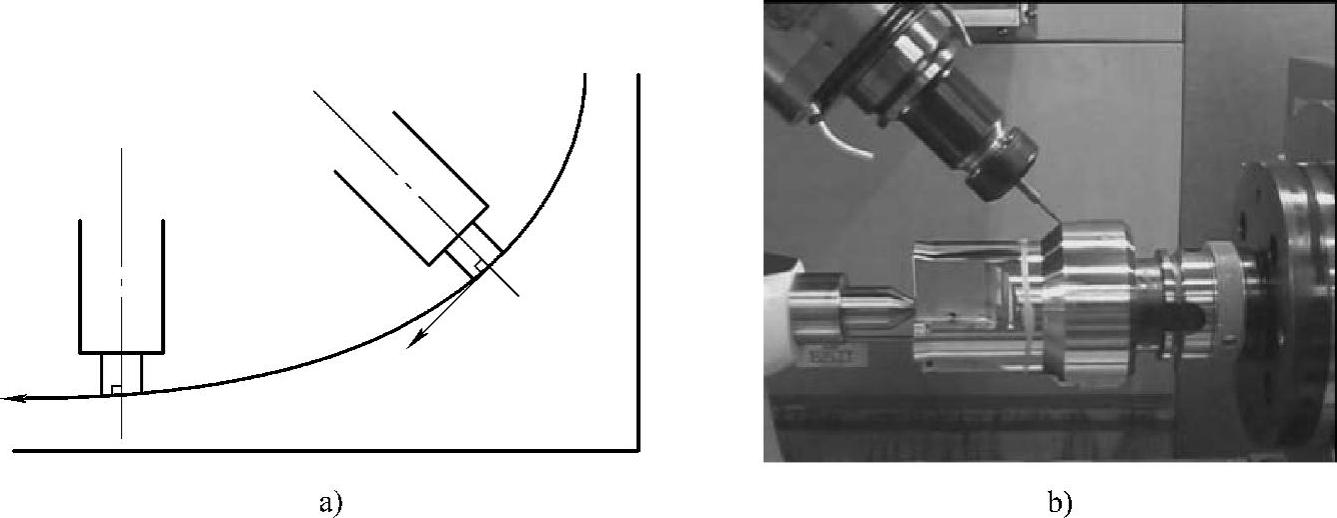
图3.3-5 法线控制
a)控制原理 b)实际加工
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。