



1.位置开关
位置开关是一种位置区域检测功能,功能生效后,如果坐标轴的位置到达设定的区域,CNC可以输出相应的开关量控制信号。这一开关量控制信号可以通过PMC程序,控制机床上的液压、气动等执行元件的动作。在FS-0iD上,位置开关信号的输出范围可通过CNC参数PRM6901~PRM6965进行设定,CNC最大可设定16组位置开关信号。
位置开关功能可用于图3.2-3所示的数控焊接或数控火焰切割、激光加工、冲压等机床的控制,它可替代传统的机械凸轮控制器,故又称电子凸轮控制(Electronic Cam Control)功能。在数控车削、镗铣类机床上,位置开关功能也可以用于换刀区、工作台交换区的检测,作为ATC、APC控制时的位置互锁信号。
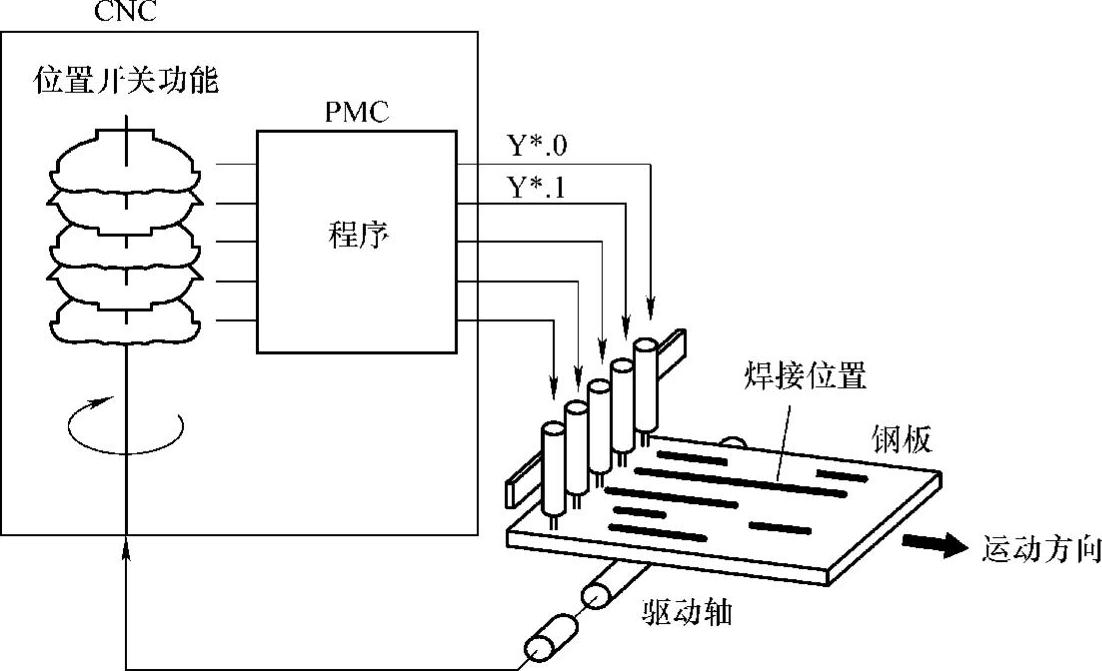
图3.2-3 位置开关功能的应用
2.坐标轴回退
坐标轴回退是一种加工程序逆向执行的功能。坐标轴回退功能可用于手动和自动,在自动方式下,一旦回退信号有效,其他动作全部进入暂时状态,并立即执行回退动作。坐标轴的回退也可通过手轮进行控制,这一功能称为手轮回退功能。
手轮回退功能通常用于数控火焰切割、激光加工、冲剪等机床。例如,在火焰切割、激光加工机床上,经常会由于工件表面的不平整,出现部分位置的切割不能完全到位的情况,此时,可利用CNC的回退功能,通过逆向执行加工程序,对原轨迹进行重复切割加工。在数控车削、镗铣类机床上,回退功能也可用于刀具的退出保护,例如,当加工过程中出现过载、加工异常等故障时,为了避免刀具和工件干涉,可通过回退功能,控制刀具沿加工时的编程轨迹退出,以避免碰撞。
3.通道同步/混合/重叠控制
FS-0iTD可选配双主轴车床的2通道控制功能。双主轴车床不能能够利用两组进给轴和主轴,通过独立的加工程序,进行不同工件的同时加工,而且还可以通过同步、混合、重叠控制功能,进行不同通道间的运动合成,进行大型、复杂零件的加工。
1)同步控制。在2通道控制的数控车床上,利用不同通道进给轴的同步控制功能,可实现图3.2-4所示的大型或长工件的加工。
双主轴的数控车床用于大型或长工件加工时,为了保证加工精度和刚性,需要利用主、副主轴上的卡盘同时夹紧工件。在这种情况下,如果机床的Z轴运动需要通过主轴的移动来实现,就必须保证通道1的Z1轴和通道2的Z2轴能够完全同步。
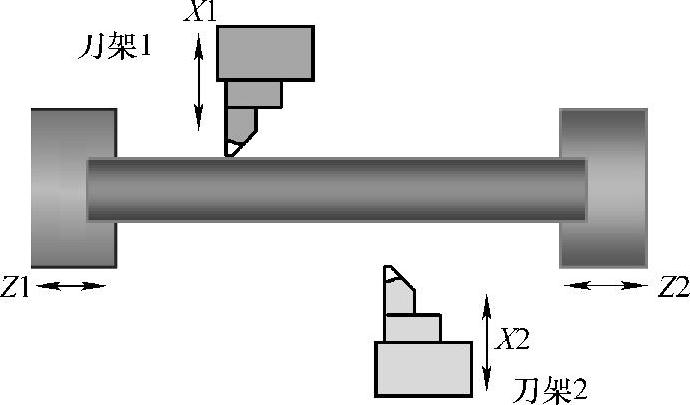
图3.2-4 通道同步控制
2)混合控制。混合控制功能同样用于2通道控制的FS-0iTD,它可实现进给轴的跨通道控制,以便充分利用刀架容量、减少实际刀具的安装数量。
混合控制功能的应用如图3.2-5所示,为了使得双主轴数控车床的刀具能跨通道通用,主主轴工件的加工需要利用Z1轴和X2轴的插补实现;副主轴工件的加工则需要X1轴和Z2轴的插补实现。这样的跨通道插补功能称为多通道CNC的混合控制。
3)重叠控制。重叠控制用于双主轴数控车床的进给轴合并控制,它不但可实现刀具能跨通道通用,而且还能够进行多刀具同时加工,提高加工效率。
重叠控制功能的应用如图3.2-6所示,为了实现主主轴工件的多刀具同时加工,需要将通道2的刀架2和X2轴叠加到通道1,由通道1进行统一的控制;或者,将通道1的刀架1和X1轴叠加到通道2,由通道2进行统一的控制。这样的跨通道进给轴叠加功能称为多通道CNC的重叠控制。(https://www.xing528.com)
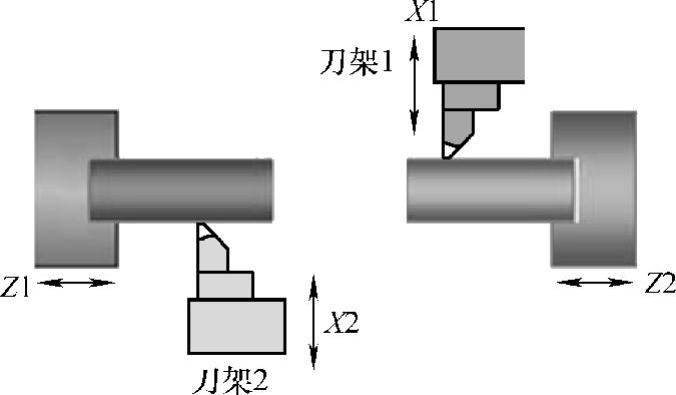
图3.2-5 通道混合控制
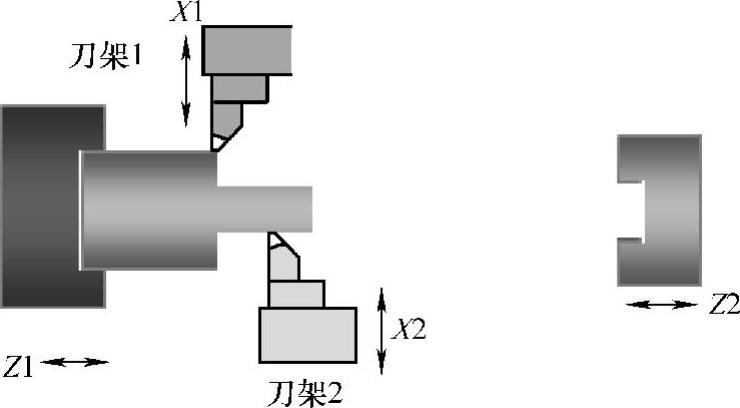
图3.2-6 通道重叠控制
4.进给轴同步和串联控制
1)进给轴同步控制。进给轴同步功能和前述的多通道控制数控车床的同步控制类似,但实现同步控制的两个进给轴一般不能利用编程指令或外部操作分离。
进给轴同步功能通常用于图3.2-7a所示的大型龙门数控机床的龙门、横梁的双丝杠同步驱动,或图3.2-7b所示的高速、高精度机床的多丝杠同步驱动,以改善受力、提高精度和稳定性。同步控制的进给轴有主动轴和从动轴之分,主动轴可直接通过CNC操作面板或加工程序进行控制;从动轴只能跟随主动轴同步运动,也不能在CNC加工程序中对其编程。同步控制的主动轴、从动轴都是CNC的基本坐标轴,而且都需要进行位置、速度、转矩的控制。
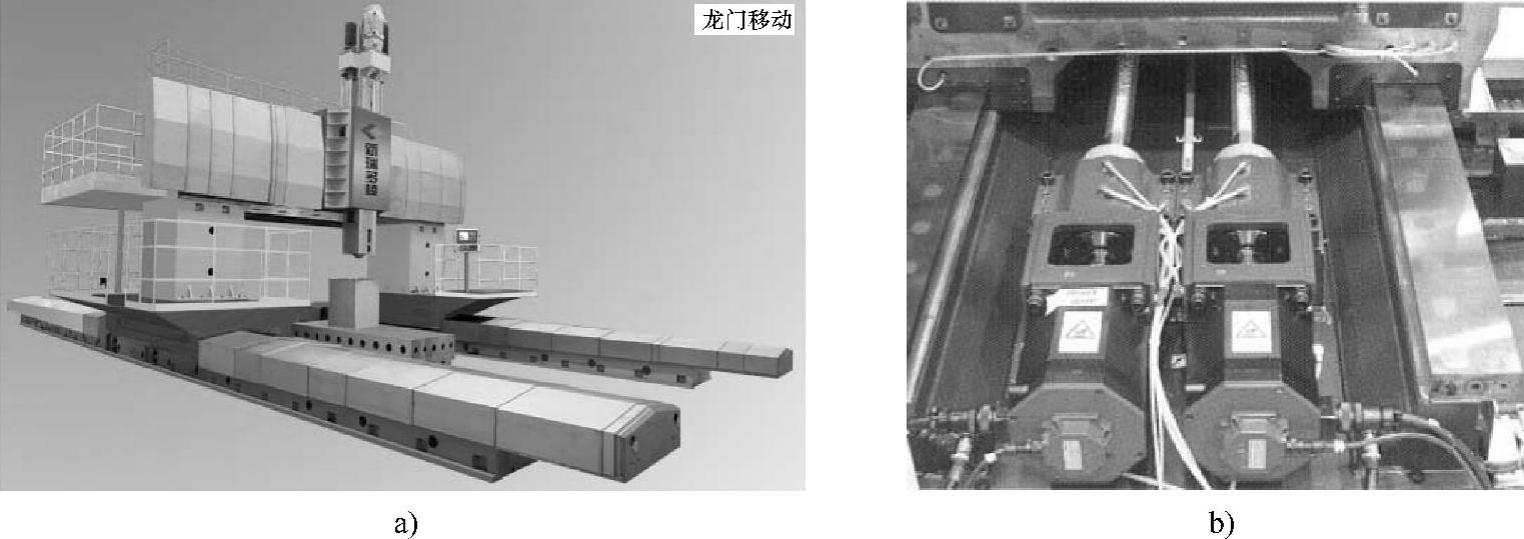
图3.2-7 进给轴同步功能的应用
a)龙门加工中心驱动 b)双丝杠驱动
2)串联控制。串联控制用于大型、重载机床的单丝杠、双电机驱动,它以提高驱动转矩为目的。串联控制的主动轴、从动轴也都是CNC的基本坐标轴,其主动轴具有闭环位置、速度控制功能,可直接通过CNC操作面板或加工程序进行控制;但是,其从动轴只起提供转矩的作用,CNC的闭环位置、速度控制功能被取消,从动轴的转矩给定直接来自主动轴的速度调节器输出。为了提高系统稳定性、消除传动系统的间隙,串联控制一般都需要使用减震、预加载、速度反馈平均等功能。
5.倾斜轴控制
倾斜轴控制功能是用于倾斜布置轴控制的功能。在部分CNC机床上,由于结构设计的需要,坐标轴可能采用倾斜布局。倾斜轴的运动将导致笛卡儿编程坐标系中的两个坐标轴同时移动,因此,CNC需要对其位置进行自动调整。
以图3.2-8所示的Y轴倾斜机床为例,假设倾斜的角度为θ;为了实现从起点(0,0)到终点(YP,ZP)的运动,其Y、Z轴的实际运动距离Ya,Za可由下式计算:
Za=ZP-YPtanθ
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。