



1.功能简介
进给轴是完全由CNC控制的基本坐标轴,进给轴控制功能是衡量CNC基本性能和水平的重要技术参数,它包括最大控制轴数、同时控制轴数(联动轴数)及可实现的其他特殊控制方式(如通道控制、同步控制、多电动机驱动、倾斜轴控制)等。
最大控制轴数是衡量CNC基本控制能力的重要参数,可控制的进给轴数量越多,CNC的控制范围就越大,适用面也就越广。例如,两轴控制的CNC可以用于简单的卧式车床控制,3轴控制的CNC可以用于普通的镗铣类机床或加工中心的控制,而带回转工作台的数控镗铣床或车削中心的控制,则需要有4~5轴控制功能的CNC等。需要注意的是;这里所说的最大控制轴数,应是真正由CNC进行闭环位置控制的坐标轴数量,包括具有Cs轴控制功能的主轴;但是,如果CNC仅能够输出位置脉冲指令(如国产普及型数控),或者它只是通过PMC辅助轴(如βi系列I/O-Link驱动器),从严格意义上说,这样的进给轴很难称得上是真正的CNC控制轴。
同时控制轴数(联动轴数)是指CNC能够同时参与插补运算的轴数量,它是衡量CNC轮廓加工能力的重要技术参数。由于CNC的轮廓加工需要通过插补实现,因此,同时控制轴数越多,其轮廓加工能力就越强。例如,利用2轴插补,理论上说便可以完成任意平面运动轨迹的加工;而具有3轴联动功能的机床,则可以加工出任意空间轨迹等。插补一般只能在CNC的基本坐标轴上进行,参与插补的轴可以是直线轴、也可以是回转轴或是具有Cs轴控制功能的主轴。
进给轴的特殊控制方式用于特殊机床的控制。例如,对于双刀架、双主轴的数控车床,就需要将CNC的进给轴和主轴分为两组,而且,为了能够进行双种不同规格零件的同时加工,两组运动轴需要运行独立的加工程序,即相当于要求一台CNC控制两台独立的机床,这样的功能称为通道(Canal)控制,它在FANUC手册中又称路径(Path)控制。再如,在龙门移动式加工中心等大型数控机床上,为了运动平稳,其龙门框需要两边同时驱动,这两个驱动轴需要完全同步运动,这样的坐标轴成为称为控制轴等,FS-0iD的进给轴特殊控制功能可参见后述说明。
2.控制和联动轴数
在FS-0iD系列CNC中,FS-0iMD、FS-0iTD、FS-0iMateMD、FS-0iMateTD的控制轴和联动轴的数量区别见表3.2-1。
表3.2-1 FS-0iD系列CNC的轴控制功能表
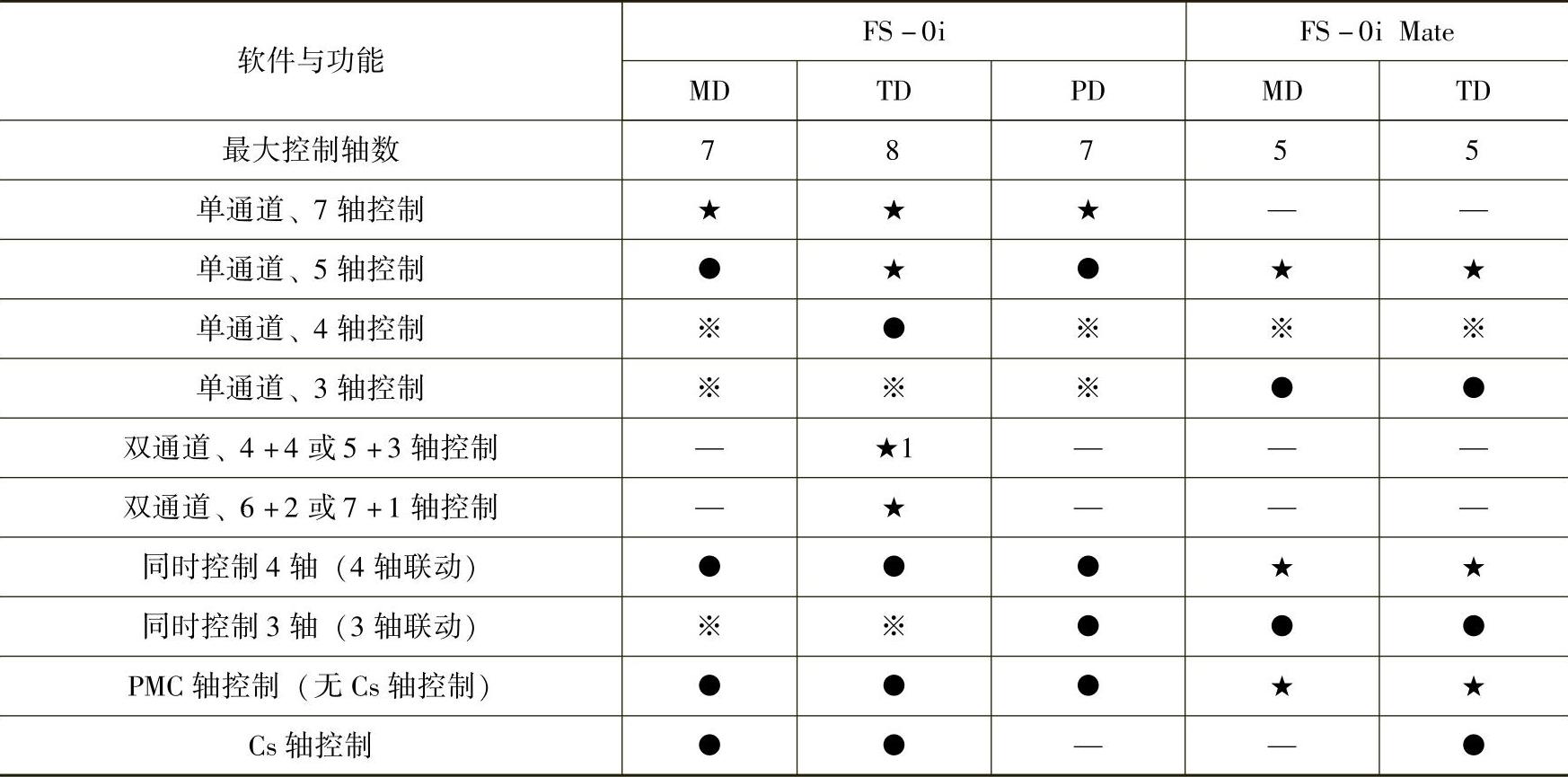
在选用CNC时,可根据传统的习惯,对FS-0iD系列CNC的轴控制功能作如下简单的理解,有关主轴控制的说明可参见3.4节。
FS-0iMD:基本功能为5轴控制/4轴联动,可控制2个主轴;最大可实现7轴控制/4轴联动和控制2个主轴。
FS-0iTD:基本功能为4轴控制/4轴联动,可控制2个主轴;最大可实现7轴控制/4轴联动和3个主轴控制。系统可用于双通道控制,2通道合计最大可控制8轴和4个主轴,一个通道最大为7轴控制/4轴联动和控制3个主轴。(https://www.xing528.com)
FS-0iMateMD:基本功能为3轴控制/3轴联动,可控制1个主轴;最大可实现5轴控制/4轴联动和1个主轴控制。
FS-0iMateTD:基本功能为3轴控制/3轴联动,可控制1个主轴;最大可实现5轴控制/4轴联动和2个主轴控制。
3.基本控制方式
利用CNC闭环控制的坐标轴,在CNC正常工作时通常处于闭环位置控制状态,一旦伺服电动机、驱动器、测量检测系统发生故障或关闭驱动器电源,均会引起CNC的报警,使得机床无法正常工作。如果机床需要在取消或关闭某一轴驱动器的情况下工作,需要使用轴脱开、伺服关闭、位置跟随等控制方式。
1)坐标轴脱开。坐标轴的脱开可通过PMC信号DTCHn控制,被脱开的坐标轴仍可在CNC上显示,但其位置控制与检测功能被撤销,驱动器电源被直接关闭。对脱开的坐标轴进行手动操作时,既不会产生运动,也不会发生CNC报警;但如果对其进行自动运行,因坐标轴无法到达指令位置,故CNC将进入暂停。由于坐标轴的脱开将关闭驱动器电源,故需要使用单轴驱动器进行控制。
坐标轴脱开功能经常用于带卧式数控转台的立式加工中心机床,它可通过脱开数控转台所在的坐标轴,将转台从工作台上暂时移走后,进行大型零件的安装和加工。
2)伺服关闭。伺服关闭是一种撤销CNC的闭环位置控制、保留位置检测功能的控制方式。在伺服关闭状态下,驱动器的逆变管将被关闭,电机处于自由状态,因此,可通过机械手轮移动坐标轴。由于伺服关闭时CNC的位置测量系统仍处于正常工作状态,它与下述的位置跟随功能同时使用,可使坐标轴成为一个数显轴。
伺服关闭通常带机械夹紧的分度工作台等坐标轴控制,以防止由于机械夹紧而引起的伺服过载。伺服关闭后所产生的位置偏移将被CNC检测并记忆,一旦坐标轴恢复控制,CNC仍能继续正常工作。
3)位置跟随。位置跟随功能是CNC对伺服关闭状态下的坐标轴位置进行检测的功能。在伺服关闭状态下,由于CNC的位置测量系统处于工作状态,因此,所产生的位置偏移将被CNC所检测。位置偏移的处理可采用位置跟随或位置监控两种方式处理。
在位置跟随方式下,伺服关闭时所产生的偏移被直接加入到CNC的实际位置上,误差寄存器不产生跟随误差,因此,无论偏移多大,都不会发生位置跟随误差报警。当坐标轴恢复控制后,CNC可以在变化了的实际位置上继续工作。在CNC出现急停、伺服报警时,CNC总是自动进入位置跟随方式。
在位置监控方式下,伺服关闭时所产生的偏移将被加入到误差寄存器中,其位置偏移始终受到CNC的监控,一旦超过允许误差范围,CNC将发生跟随误差报警。如果位置偏移在允许误差范围之内,当坐标轴恢复控制后,CNC将通过闭环调节功能自动恢复偏移,因此,偏移不会导致CNC的实际位置变化。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。