



铣车复合加工中心是近年来发展起来的新颖机床,它集刀具回转的镗铣加工与工件回转的车削加工于一体,可以满足高效、高精度加工的要求。
立式和龙门式加工中心实现铣车复合加工较为容易,它是铣车复合加工中心的常见形式。立式和龙门式加工中心只需要以车削加工的高速数控转台代替传统的数控回转工作台,就可实现铣车加工的复合。立式铣车复合加工中心的常见结构有两种:一是以A轴为车削主轴、主轴箱摆动(B轴)的结构;另一种为C轴为车削主轴、A轴转台摆动的结构,前者适合于长度较长的轴类零件铣车复合加工,故又称棒料加工中心;后者适用于长度较短的法兰、端盖类零件铣车复合加工,并可用于多主轴加工。
1.棒料加工中心
棒料加工中心一般以主轴箱摆动的五轴立式加工中心为基型,工作台上安装有卧式高速数控转台(A轴);主轴箱可绕Y轴左右摆动(B轴);机床工作台上一般安装有平行X的辅助运动轴U,用来安装尾架、夹持器等车削加工辅助部件。棒料加工中心的功能和用途如图1.3-5所示。
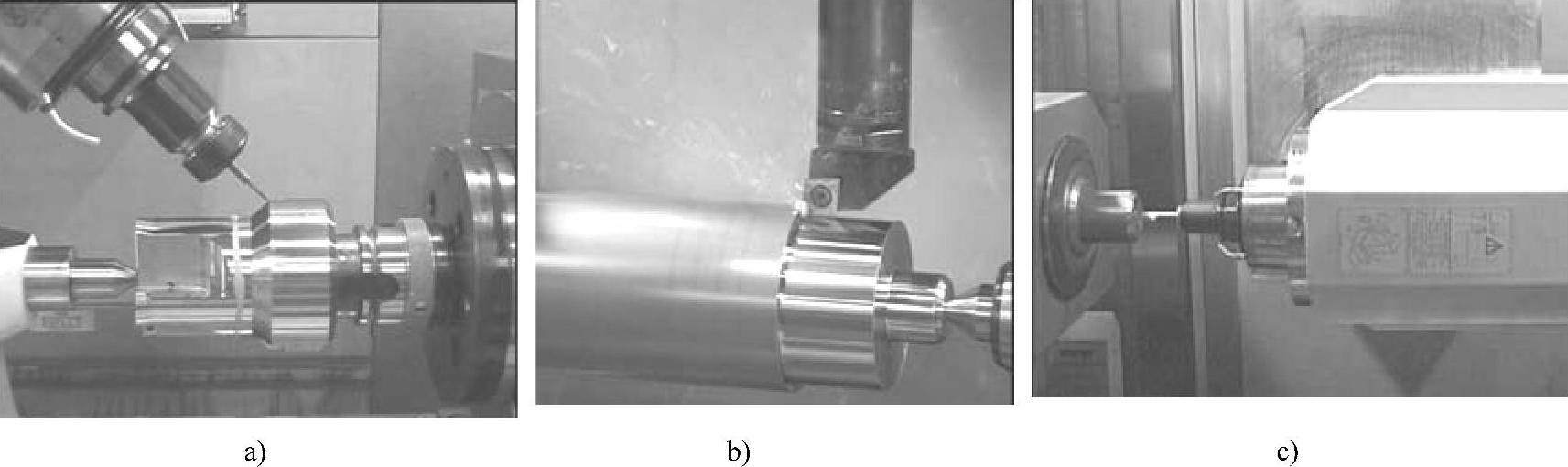
图1.3-5 棒料加工中心的功能
a)五轴铣削 b)外圆端面车削 c)端面孔加工
当机床用于镗铣类加工时,A轴用于回转定位和切削进给,主轴换上镗铣类刀具,机床便可通过A轴回转和B轴摆动,对轴类零件的侧面进行图1.3-4a所示的五轴孔加工或平面、槽的铣削加工。
当B轴在0°位置定位夹紧、A轴切换到高速旋转方式、主轴换上车刀并锁紧时,机床可像卧式数控车床那样,通过X、Z轴的运动,对A轴上的旋转工件进行图1.3-4b所示的轴类零件外圆、端面车削加工。
当B轴在90°位置夹紧、A轴定位并夹紧、主轴换上钻头、丝锥或镗铣刀时,机床就可通过Y、Z轴定位和X轴的进给,对安装在A轴上的工件进行图1.3-4c所示的端面孔加工或槽加工。铣车加工中心在加工端面孔时,即使中心孔,通常也采用工件固定、刀具旋转的加工方式,这点和卧式车床有所不同。(https://www.xing528.com)
2.法兰加工复合机床
法兰类零件铣车复合加工中心一般以主轴箱固定的五轴立式加工中心为基型,工作台上安装有可绕X轴左右摆动(A轴)的转台;转台上又安装有可用于车削加工的立式高速数控转台(C轴)。机床的功能和用途如图1.3-6所示。
对于镗铣类加工,C轴用于回转定位和切削进给、主轴换上镗铣类刀具,机床便通过C轴的回转和A轴的摆动,对叶轮、端盖、法兰等零件进行五轴铣削加工。
当A轴在90°位置定位夹紧、C轴为水平并切换到高速旋转方式、主轴换上车刀并锁紧时,机床可像卧式数控车床那样,通过Y、Z轴的运动,对C轴上的旋转工件进行图1.3-6a所示的外圆、端面车削加工。
当A轴在0°位置定位夹紧、C轴为垂直并切换到高速旋转方式、主轴换上车刀并锁紧时,机床可像立式数控车床那样,进行图1.3-6b所示的外圆、端面车削加工;如C轴定位并夹紧、主轴换上钻头、丝锥或镗铣刀,则可对工件的端面进行孔加工或平面、槽的铣削加工。
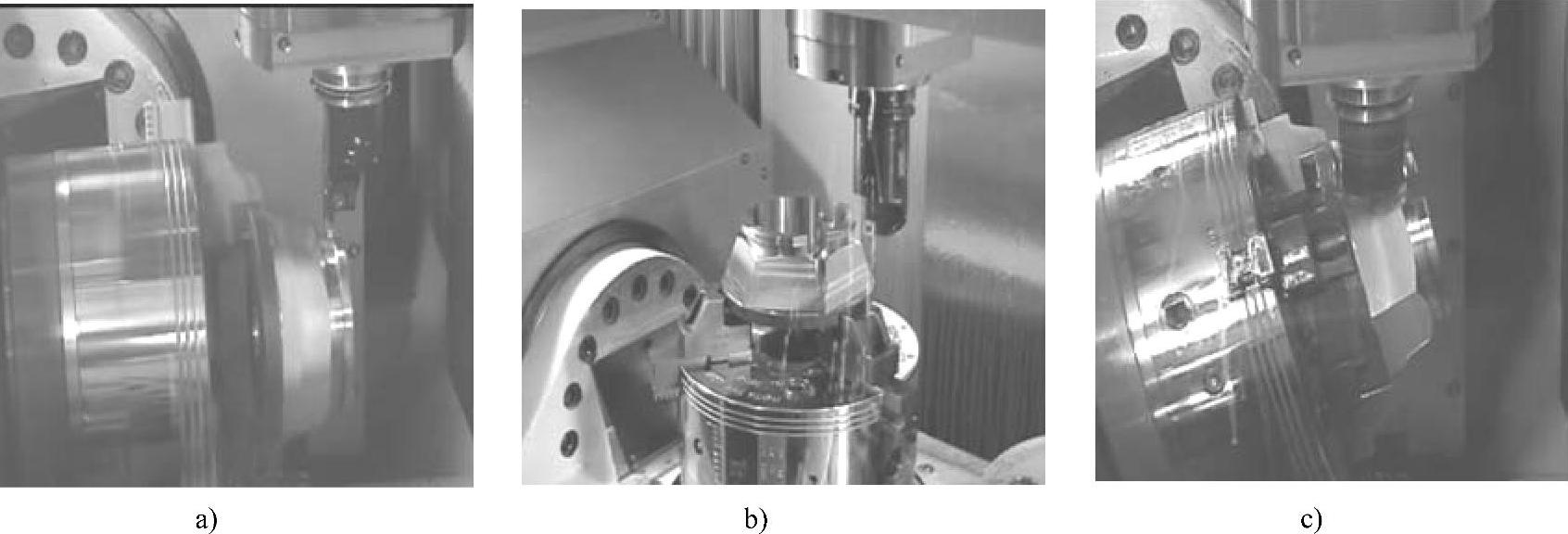
图1.3-6 法兰类铣车复合加工
a)卧式车削 b)立式车削和端面加工 c)侧面加工
当A、C轴在其他位置同时定位并夹紧时,只要主轴换上钻头、丝锥或镗铣刀,机床就可对端盖、法兰等回转体零件的侧面进行图1.3-6c所示的孔加工或平面、槽的铣削加工。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。