



车削加工机床是工业企业的最为常用的加工设备,它具有适用面广、结构简单、操作方便、维修容易等特点,可用于轴、盘类等回转体零件的外圆、端面、中心孔、螺纹等的车削加工。从结构布局上,工业企业常用的数控车削加工机床有卧式数控车床、立式数控车床两大类,以卧式数控车床的用量为最大。
卧式数控车床的主轴轴线为水平布置,它是所有数控机床中结构最简单,产量最大、使用最广泛的机床。根据机床性能和水平,目前市场使用的车削类数控机床可分为普及型和经济型、全功能型、车削中心、车铣复合加工中心、车削FMC等,其特点和主要用途如下。
1.普及型数控车床
国产普及型和经济型数控车床是普通车床通过数控化改造得到的简易产品,其主要部件结构、外形基本相同。普及型和经济型数控机床的区别仅仅是所使用的进给驱动装置有所不同,普及型采用通用伺服驱动,经济型使用步进驱动。由于步进电动机受最高运行频率、最大起动频率、步距角等参数的制约,其脉冲当量、快进速度、定位精度均较低,且还存在“失步”问题,因此,经济型数控车床的使用已越来越少。
常用的普及型数控车床如图1.2-1所示,这种机床只是根据数控机床的基本要求,对普通车床的相关机械部件作了部分改进,其床身、主轴箱、尾座、拖板等基本部件以及液压、冷却、照明、润滑等辅助部件的外形和基本结构与普通车床并无太大的区别。机床的一般特点如下。
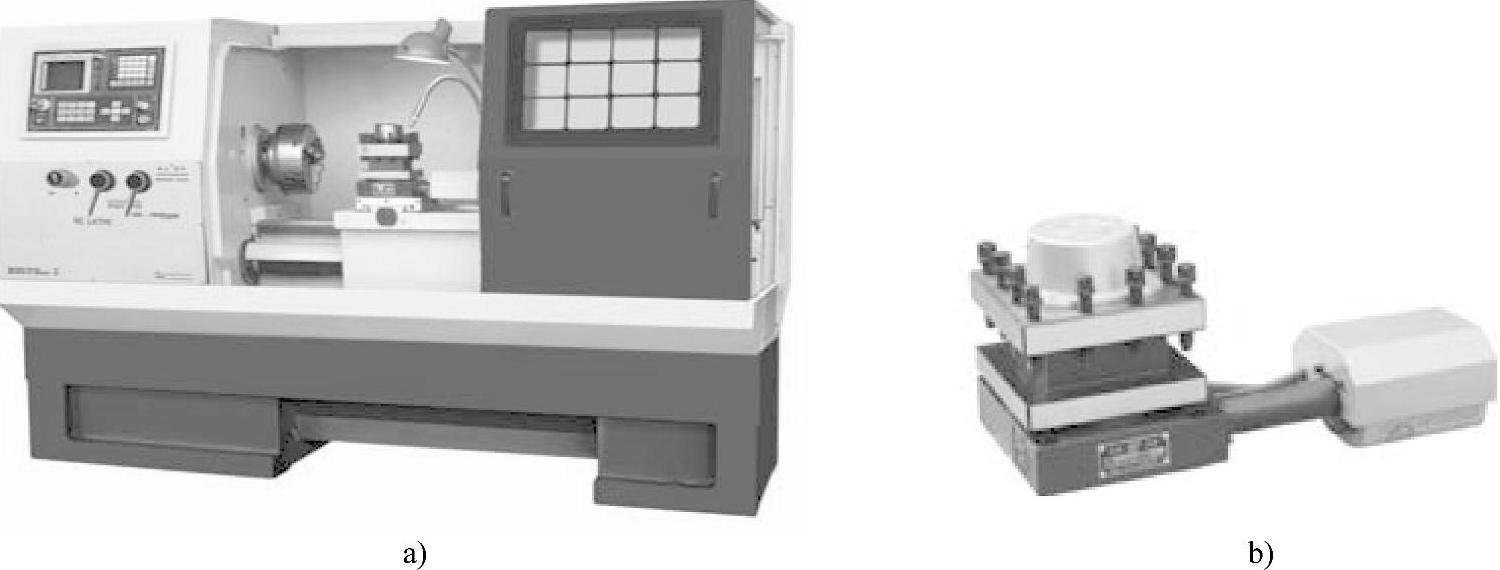
图1.2-1 普及型数控车床
a)外形 b)刀架
1)主传动系统。普通车床的主轴电动机一般不具备电气调速功能,主轴变速需要通过主轴箱内的齿轮变速装置实现,它只能实现机械有级变速。普及型数控车床的主轴电动机一般采用变频调速,由于变频器调速的低频输出转矩很小,故仍需要通过机械齿轮变速提高主轴低速转矩,但其变速挡少于普通车床,主轴箱的结构也相对较简单。普及型数控车床的价格低廉,加工效率不高,其卡盘一般使用与普通车床相同的手动卡盘。
2)进给系统。普通车床一般无独立的进给驱动电动机,其进给动力来源于主轴电动机,主轴电动机经主轴箱、进给箱、光杠和丝杠、溜板箱转换为刀具(刀架)的纵向、横向进给运动,其机械传动装置复杂、部件众多。数控车床的刀具纵向、横向进给具有独立的Z轴、X轴进给驱动系统,驱动电动机直接和进给丝杠连接,无进给箱和光杠、溜板箱等传动部件,其进给传动系统的结构十分简单。Z轴、X轴可在CNC的控制下进行定位或插补,刀具位置、速度和运动轨迹可任意控制。
3)换刀装置。数控机床需要通过CNC的加工程序自动控制加工过程,因此,无论经济型、普及型还是全功能型数控车床,自动换刀装置是其基本功能,这点与数控镗铣加工机床不同,即不能以是否具有自动换刀功能来区分数控车床和车削中心。
普及型数控车床的自动换刀装置一般比较简单,图1.2-1b所示的电动刀架是最为常用的自动换刀装置。电动刀架的结构简单、控制容易,但可安装的刀具数量少、定位精度低,且只能单向回转选刀、换刀时间长,通常只用于功能简单、精度和效率要求不高的普及型、经济型数控车床。(https://www.xing528.com)
除以上主要部件外,为了适应自动加工的需要,数控车床的冷却、润滑等辅助部件一般也可通过CNC的辅助机能进行自动控制。
普及型数控车床的结构简单、价格低廉、维修容易,可用于简单零件的自动加工,但由于国产CNC的功能简单、定位精度低,特别是目前还不能真正做到在CNC上实现坐标轴闭环位置控制,加上机床可安装的刀具数量少,因此,无论是加工精度特别是轮廓加工精度、效率都与全功能型数控车床存在很大的差距,它们不能用于高速、高精度加工。
2.全功能数控车床
典型的全功能数控车床如图1.2-2所示,其结构和布局均按数控机床的要求设计,机床采用斜床身布局,刀架布置于床身后侧,主轴箱固定安装在床身上,机床的主要特点如下。
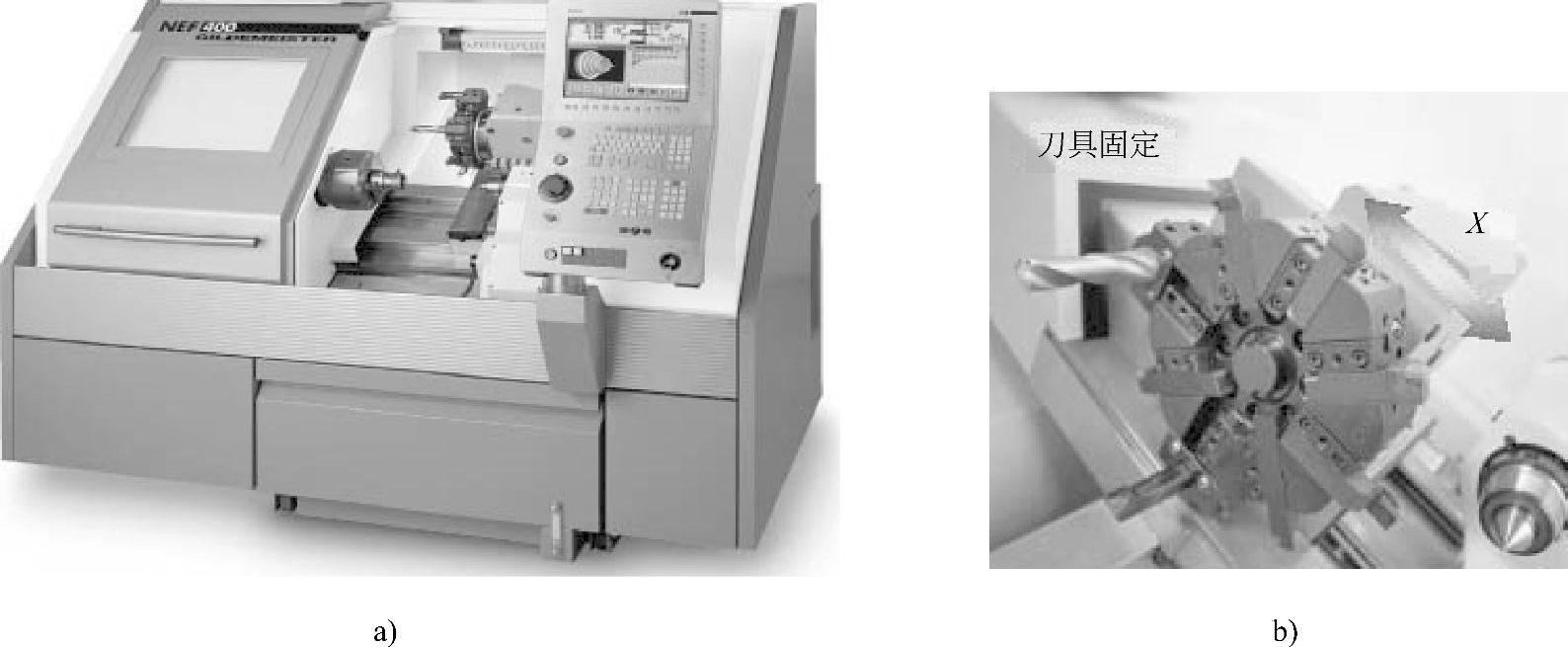
图1.2-2 全功能数控车床
a)外形 b)刀架
1)主传动系统。全功能数控车床的主轴驱动采用专用交流主轴驱动装置,与普及型数控车床的感应电动机变频调速相比,其调速范围宽、低速输出转矩大、最高转速高,且还可实现主轴位置控制。因此,机床的主传动一般只采用一级同步传动带减速就可保证主轴具有良好的性能,其主轴箱的结构非常简单。在现代高速、高精度机床上,还经常使用高速主轴单元或电主轴代替主轴箱,使主轴具有很高的转速和精度。为了提高机床的加工效率和自动化程度,减小装夹误差,全功能数控车床的卡盘和尾座一般采用液压控制,工件松夹、尾座的伸缩均可自动进行。
2)进给系统。全功能数控车床的进给传动系统结构和普及型数控车床并无区别,但配套的是全功能数控,可通过CNC真正实现闭环位置控制,CNC可以对进给速度、位置、轮廓误差进行实时监控,保证刀具运动轨迹的准确,因此,其轮廓加工精度要远高于普及型数控车床。
3)刀架。全功能数控车床适用于复杂零件的高速、高精度加工,因此,它对刀具容量、精度和换刀速度有提出了较高的要求,机床一般采用如图1.2-2b所示的液压标准刀架。液压刀架一般采用液压松/夹、齿牙盘定位的结构,刀架可安装的刀具数量多,能双向回转、捷径选刀,分度精度高、定位刚性好,动作迅捷。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。