



常用平面磨床有卧轴矩台平面磨床、卧轴圆台平面磨床、立轴矩台平面磨床、立轴圆台平面磨床和双端面磨床等。
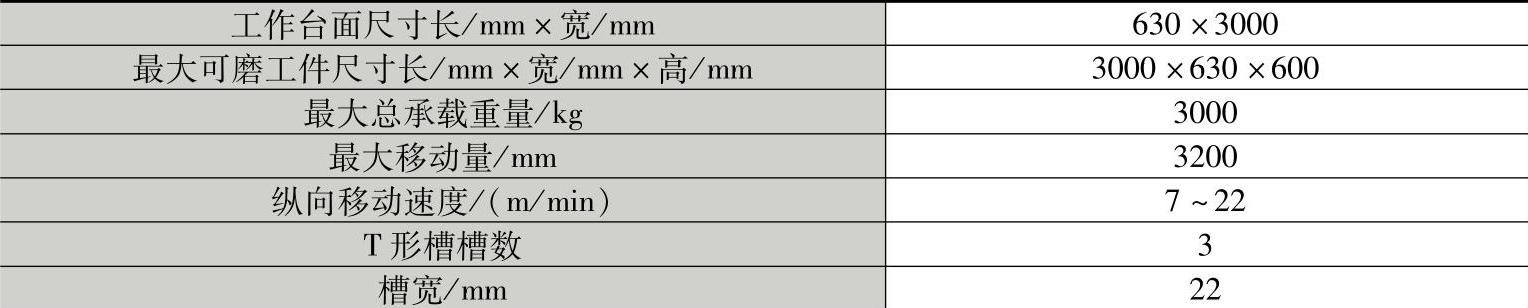
图7-63所示为M7163/3000—H(H238)卧轴矩台平面磨床。采用双立柱结构,机床刚度高。磨头主轴为三块互动压滑动轴承。机床主要技术规格及参数见表7-9。
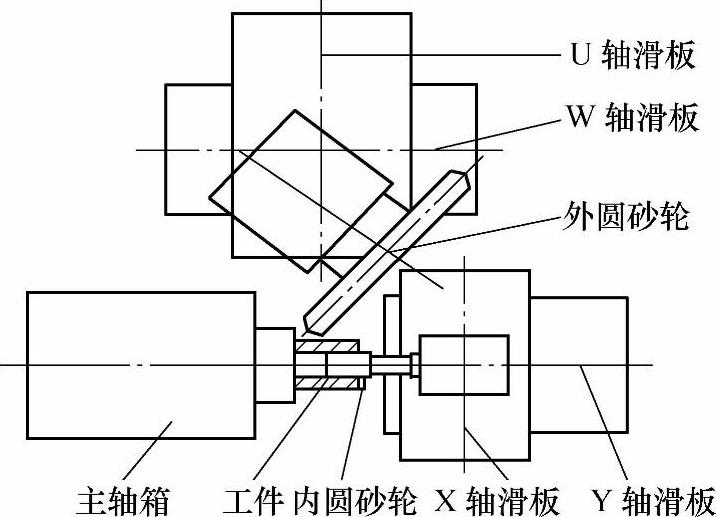
图7-62 MK2710数控复合内圆磨床

图7-63 M7163/3000—H(H238)卧轴矩台平面磨床
表7-9 主要技术规格及参数
(续)

图7-64所示为MB7150/H半自动卧轴矩台平面磨床。磨头采用精密角接触成对轴承,磨头横向用液压马达丝杠传动,工作台纵向采用双液压缸传动。主要技术规格及参数见表7-10。
图7-65所示为MM7132A精密卧轴矩台平面磨床,能获得较高的加工精度,平行度公差为0.01mm/1000mm,表面粗糙度值为Ra0.1μm。机床主要规格及参数见表7-11。

图7-64 MB7150/H半自动卧轴矩台平面磨床
表7-10 主要技术规格及参数

表7-11 主要技术规格及参数

(续)
 (https://www.xing528.com)
(https://www.xing528.com)

图7-65 MM7132A精密卧轴矩台平面磨床
1—床身 2—电磁吸盘 3—磨头 4—立柱 5、6—工作台 7—操纵箱 8—冷却箱 9、10、11—手轮 12、13—手柄
图7-66所示为磨床垂直进给机构。转动手轮12,经轴10、11,圆锥齿轮8、9带动螺母旋转,使丝杠6粗进给;手揿按钮1,经棘爪2使棘轮3转动,可实现微进给;由电动机通过蜗杆16传动丝杠6使磨头快速上升。
图7-67所示为磨床横向进给机构。
图7-68所示为磨床工作台纵向液压传动机构。工作台纵向传动由叶片式可逆变量泵控制。变量泵转子10由轴9经电动机传动,定子11经偏心轴13可作移动,以改变输油量和方向。变量泵的偏心方向是由换向阀2通过辅助定量泵12和受工作台行程操纵的先导阀控制。摇动调整手柄,经齿轮7、6和齿轮轴5使齿条3移动,改变拨销和拨叉4的中心距,即可调节输油量。图7-69所示为磨床磨头。磨头采用装入式双速电动机结构。电动机的定子与转子之间的间隙,可借镶条2移动定子的位置来调整,以保证其均匀。螺钉1用来固定定子的位置。冷空气从磨头体壳与电动机座的空隙通过,由风扇将热风从电动机后面吹出去。

图7-66 MM7132A精密平面磨床垂直进给机构
1—按钮 2—棘爪 3—棘轮 4—螺钉 5、14—蜗轮 6—丝杠 7—螺母 8、9—锥齿轮 10、11—轴 12—手轮 13、17—手柄 15、16—蜗杆

图7-67 MM7132A精密平面磨床横向进给机构
1—手轮 2—齿轮 3、8、9—手柄 4、5、14、15、16、17—齿轮 6—螺母 7—丝杠 10—蜗杆 11—斜齿轮 12—轴 13—直流电动机
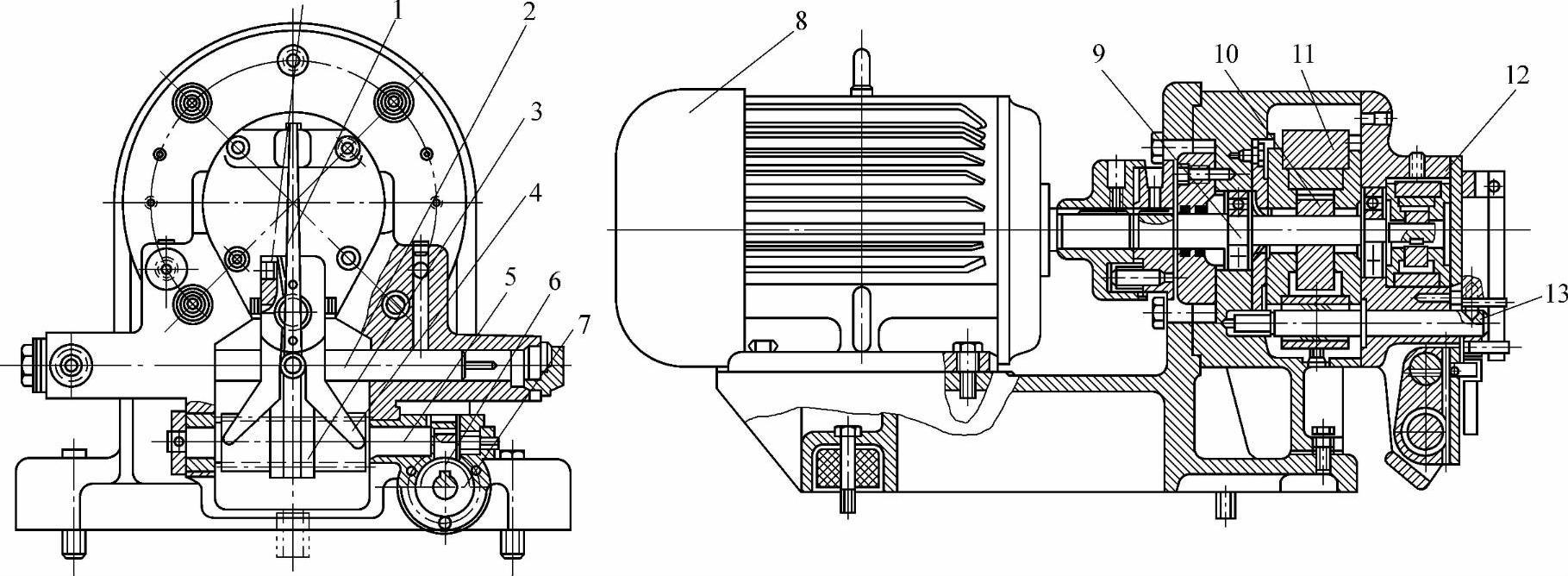
图7-68 MM7132A精密平面磨床工作台纵向液压传动机构
1—弹簧片 2—换向阀 3—齿条 4—拨叉 5—齿轮轴 6、7—齿轮 8—电动机 9—轴 10—转子 11—定子 12—定量泵 13—偏心轴

图7-69 MM7132A精密平面磨床磨头
砂轮主轴的前后轴承和轴向止推轴承均为小孔节流式静压轴承。静压轴承的径向间隙为0.038~0.042mm;轴向间隙为0.01mm。静压轴承有较高回转精度和油膜刚度。静压轴承由专用叶片泵和节流板对四个油腔提供一定的压力,油腔压力在热态时应保持在0.5MPa。当油腔压力低于0.3MPa时,由压力继电器控制使主轴电动机停止转动,保证轴承安全。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。