



举两个例子来说明设备改进的方法。
磨床砂轮主轴轴承的改进,主要是采用静压轴承和动静压轴承等,以获得较高的主轴旋转精度。静压轴承由供油系统、节流器和静压轴承三部分组成。供油系统部分由四个对称分布的油腔组成,每个油腔的四周设有一定宽度的节流边,且油腔之间用回油槽分开。主轴与轴承之间保持适当间隙,一般为0.02~0.04mm。薄膜可变节流静压轴承如图7-52所示,压力油经过薄膜可变节流器的两边,分别流入轴承的对称油腔。当主轴空载时(主轴自重不计),节流器薄膜处在中间位置,上下节流间隙相等,则上下两油腔压力也相等,主轴处在轴承中心位置。
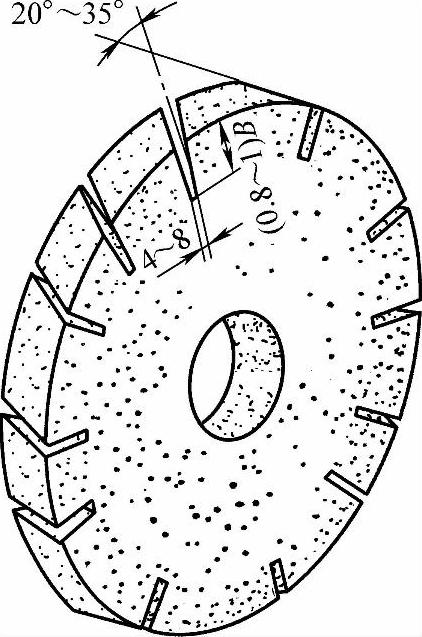
图7-51 开槽砂轮
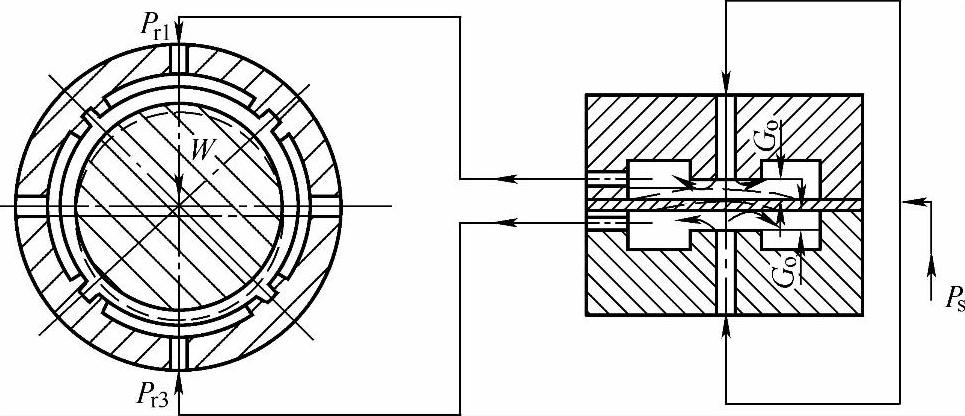
图7-52 薄膜可变节流静压轴承工作原理
在外载荷W的作用下,主轴中心向下偏移,使下油腔压力pr3增大,并反馈至薄膜节流器,使薄膜向上变形,由于节流间隙的变化,促使上油腔压力pr1降低,下油腔压力pr3更进一步升高。如果轴承和节流器参数选择合理,即可使主轴中心回复至原来位置。
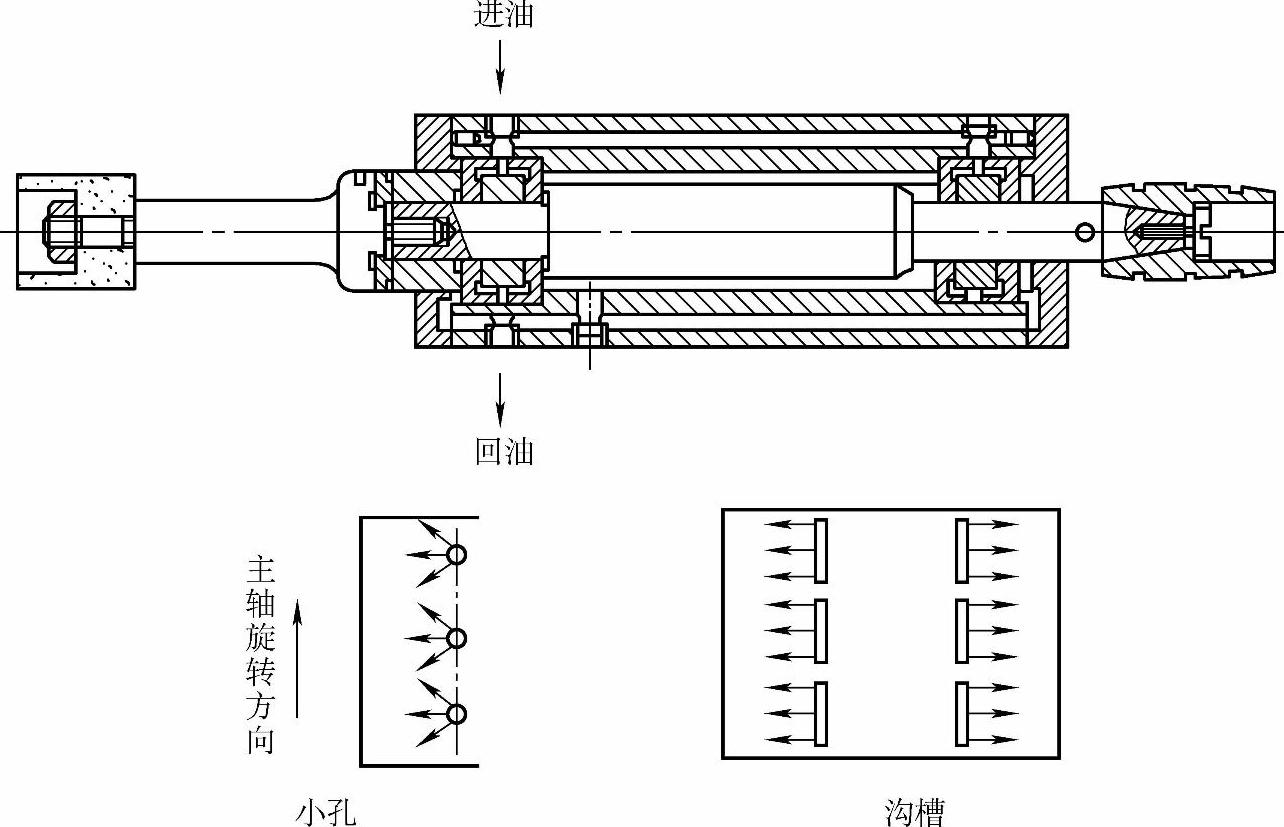
图7-53 内圆磨具沟槽节流静压轴承
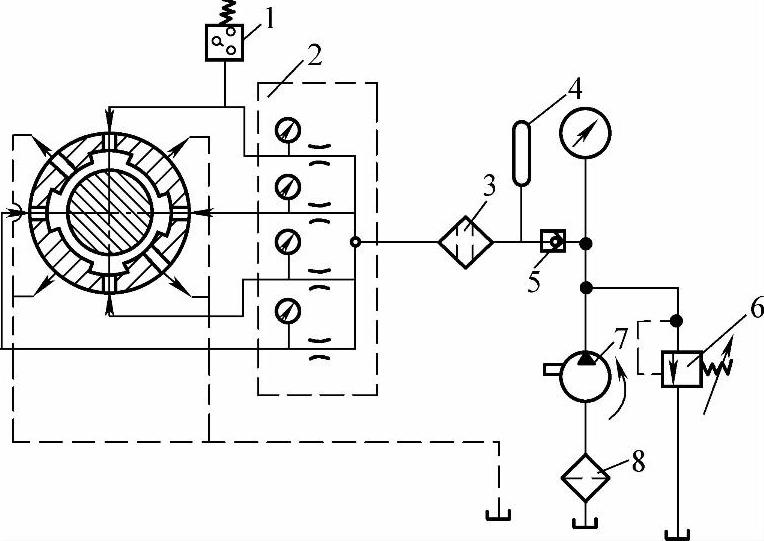
内圆磨具沟槽节流静压轴承如图7-53所示,为沟槽节流的静压轴承。沟槽节流属于小孔节流形式,其节流槽分布在圆周上,当压力油从节流槽喷出,即可使主轴悬浮在油膜中间。这种轴承旋转精度高,且可在60m/s高速磨削时达到低噪音、低振动。静压轴承的供油系统如图7-54所示,图中过滤器8通常用封闭式吸油过滤器,单向阀5和蓄能器4可防止在系统故障时损坏轴承,精过滤器3一般用纸质滤芯过滤器,滤油精度为0.02~0.03mm。
静压轴承的结构如图7-55所示,轴承用青铜或黄铜铸件制成。图中1为油腔,2为排油槽。
 (https://www.xing528.com)
(https://www.xing528.com)
图7-54 供油系统
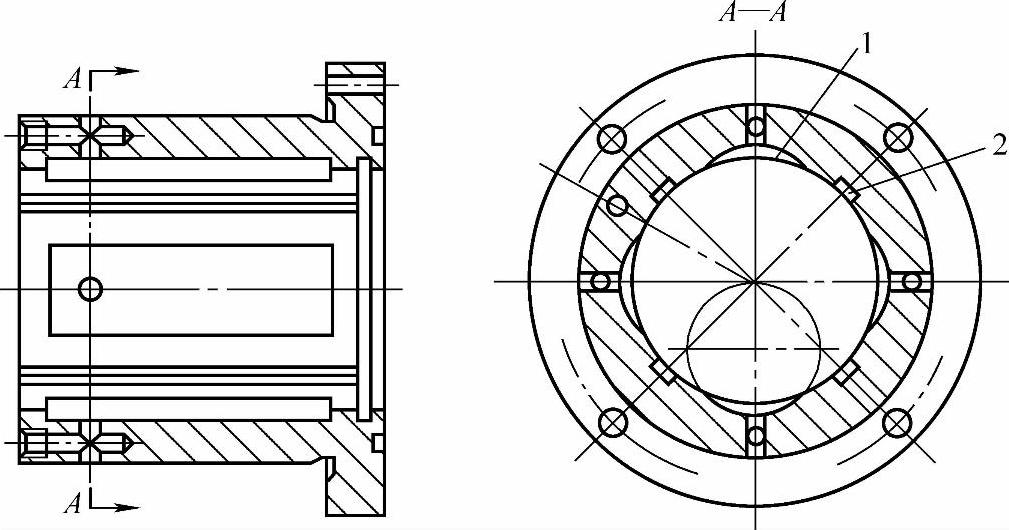
图7-55 静压轴承的结构
动静压轴承是综合了静压轴承和动压轴承的特点发展形成的一种新型轴承。图7-56所示为阶台式动静压轴承的工作原理简图,图中a处为静压区,油液在阶台b处形成动压。这种轴承在低速时依靠供油系统产生静压承载油膜,在主轴转动时又产生附加承载动压油膜。因此动静压轴承具有更好的油膜刚度和旋转精度,且能适用于不同的主轴转速。
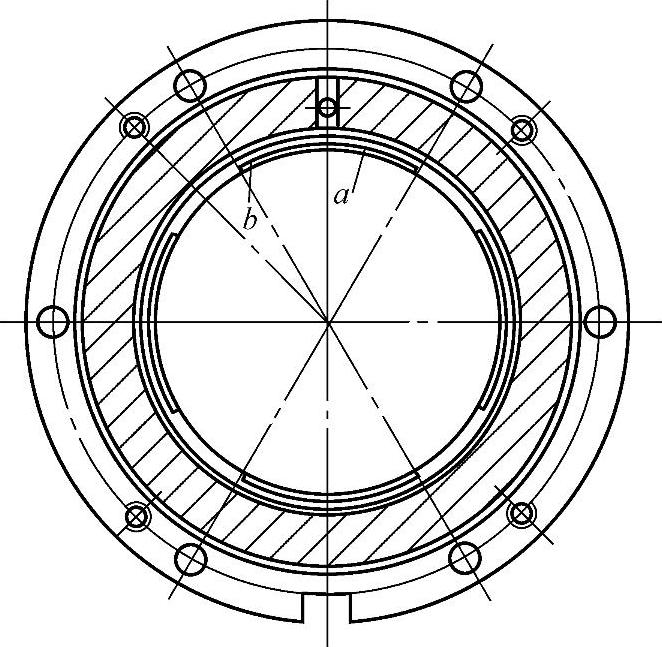
图7-56 动静压轴承
第二个例子是精密的螺纹磨床采用恒温切削液装置,以提高螺纹的加工精度。如S7450型螺纹磨床采用恒温切削液喷淋工件(图7-57),机床的空心丝杠也通入恒温油,以降低机床丝杠与工件之间的温差,提高加工精度的稳定性。图中液压泵1将油打入冷却箱S,然后流回N油箱,使油温下降。工作时液压泵2打入电加热器M,电测元件W测出其温度并在X仪表上显示。油温有偏差时,由Z调节加热器的热量,使油温达到预定的温度,然后通过管道喷淋在被加工工件上。
设备的改进方法很多,磨床设计有许多新型的结构和附件,满足高精度磨削要求。
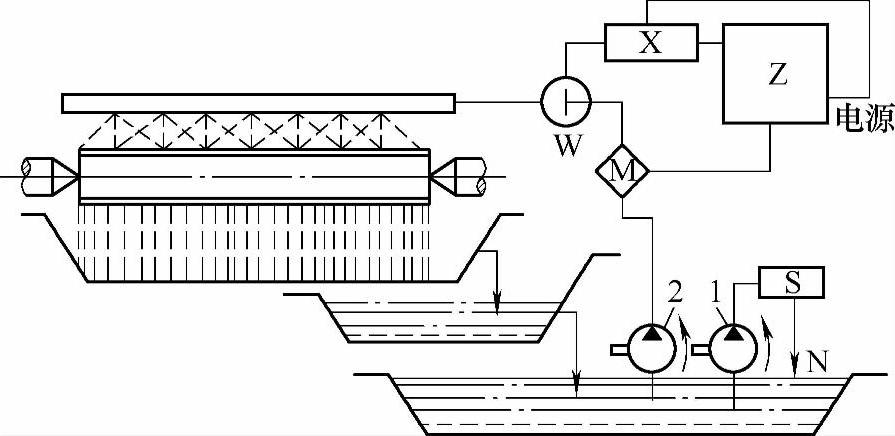
图7-57 螺纹磨床工件喷淋恒温控制系统
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。