



用金刚钻修整成形砂轮时,多数是将成形面按几何形状分段进行修整,但也有将砂轮整体修整成形,来进行成形磨削。
(1)用正弦修整角度工具修整砂轮 修整砂轮的角度工具,主要用来修整各种角度的成形砂轮,然后用此砂轮磨削工件的斜面。按正弦原理修整角度,用垫量块的方法控制角度。图7-29为结构较简单的修整砂轮角度工具,它主要由正弦尺1、装有金刚钻的滑块2和体座3所组成。
当需要修整砂轮斜角为α时
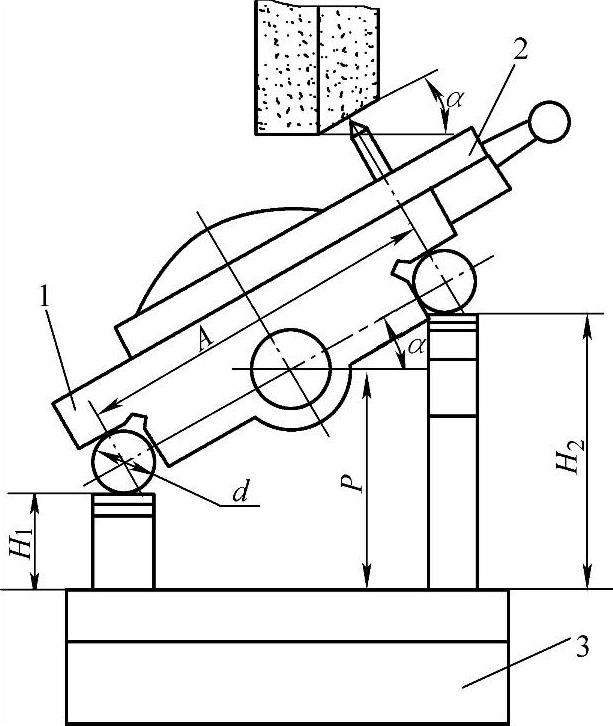
图7-29 修整砂轮角度工具
1—正弦尺 2—滑块 3—体座
或
式中 P——夹具回转中心到垫块规面的高度(mm);
A——工具两圆柱中心距为100mm;
d——圆柱直径(mm)。
根据H1、H2值,垫好量块将正弦尺调至所需角度后,锁紧正弦尺。用手拉滑块右端的手柄移动金刚钻修整砂轮。可修整0°~75°范围内的各种角度砂轮。
图7-30是结构比较完善的修整砂轮角度工具。装有金刚钻3的滑块2装在正弦尺座1的燕尾导轨。用螺钉将齿条4固定在滑块2上,与装在心轴5上的小齿轮6啮合。心轴装在轴套8中,能在轴套中旋转。心轴的左端装有捏手7,用锥销固定。轴套8的左端装在主体9的孔中,用紧定螺钉固定防止它转动。轴套8的右端装在正弦尺座1的中心孔内,正弦尺座可在它上面转动。当垫好量块,正弦尺调至所需角度后,锁紧螺母10,通过轴套8的台阶端面把正弦尺座1压紧在主体9上。修整砂轮时,转动捏手7,通过心轴5上的半圆键带动小齿轮6传动齿条4,使装在滑块2上的金刚钻移动。根据修整砂轮位置的需要,金刚钻可插入滑块2的右端、中间或左端的孔内,用螺钉11固定。
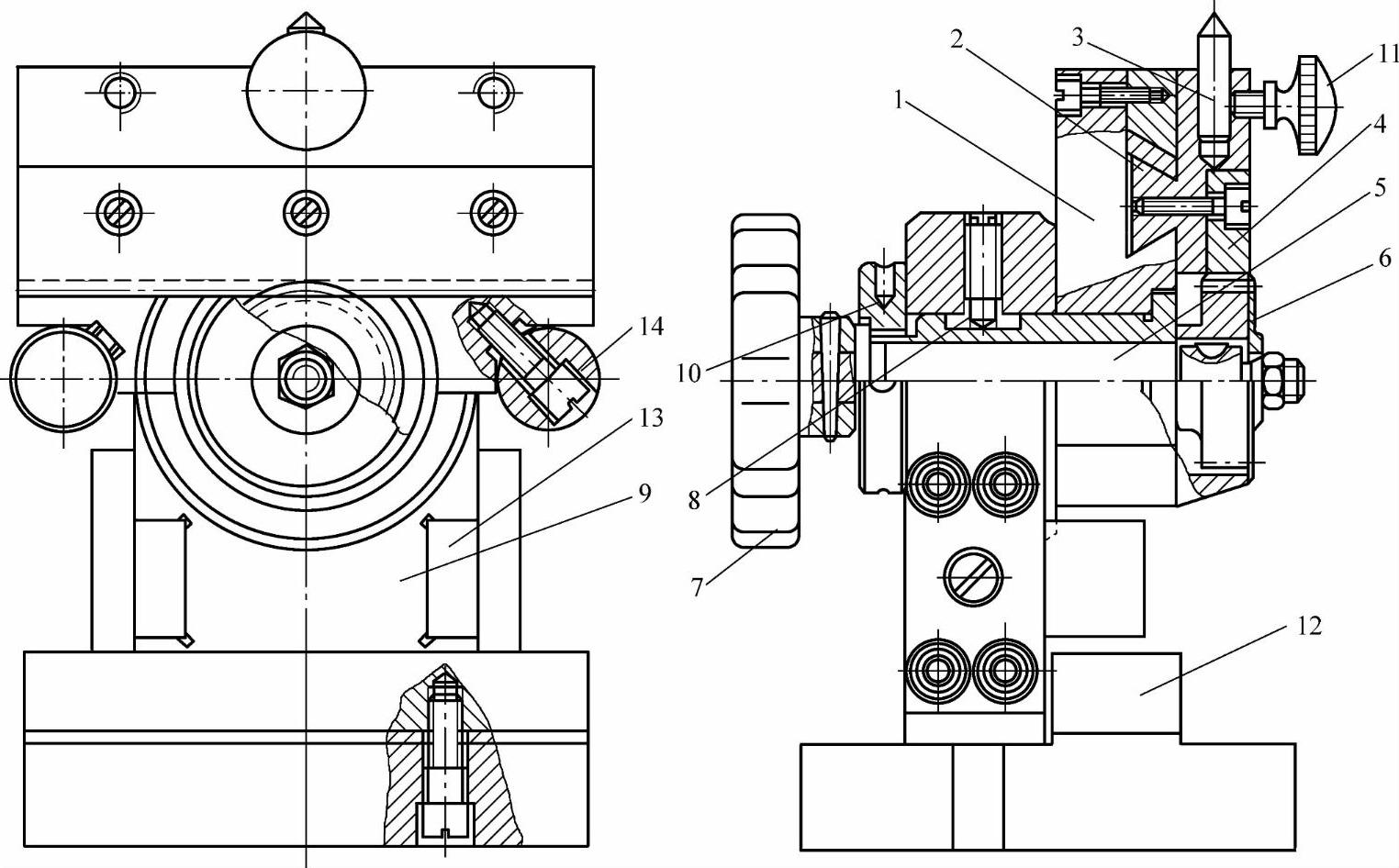
图7-30 角度修整器
1—正弦尺座 2—滑块 3—金刚钻 4—齿条 5—心轴 6—小齿轮 7—捏手 8—轴套 9—主体 10—螺母 11—螺钉 12—平板 13—垫板 14—圆柱
当砂轮角度α超过45°时,如仍将量块放在圆柱14与平板12间,就会造成较大的误差,而且角度很大时,正弦尺座1会妨碍放量块,所以主体9上还设有两块可移动的垫板13,当α角超过45°时,量块可垫在圆柱14与垫板13(左或右)间。α小于45°时,垫板13可以推进去,使它们不妨碍正弦尺座转动,也不妨碍在平板12上垫放量块。
(2)靠模成形砂轮修整器 有的工件形状比较复杂,要采用靠模修整器来修整砂轮。图7-31所示为用于平面磨床的靠模成形砂轮修整器。在靠模8上装有金刚钻座4,用弹簧6压紧。当转动手轮1时,丝杠2带动壳体7,连同零件3、5等一起沿着底座上的导轨移动,这时金刚钻座便沿着靠模8的曲面移动,便修整出与靠模曲面相同的砂轮轮廓。靠模成形砂轮修整器有以下特点:
1)能修整有尖角和圆弧较小的砂轮,也能修整复杂的或非圆弧面的砂轮。
2)操作方便,可以随时修整。
3)适合于大批量生产,用于修整成形砂轮。
(3)砂轮圆弧的修整 修整砂轮圆弧的方法是调整金刚石尖端到修整器的回转中心的距离来控制半径的。图7-32所示为一种砂轮圆弧修整器。支架4用螺钉、定位销2固定在转盘1上,定位销2在图示位置定位时,支架上的定位面至回转中心的距离为25mm,金刚石5装在支架上,当转动螺钉6时,使金刚石轴向移动,移动距离可用定位板3和量块10测量,当量块数小于25mm,即修整凸圆弧砂轮。(https://www.xing528.com)
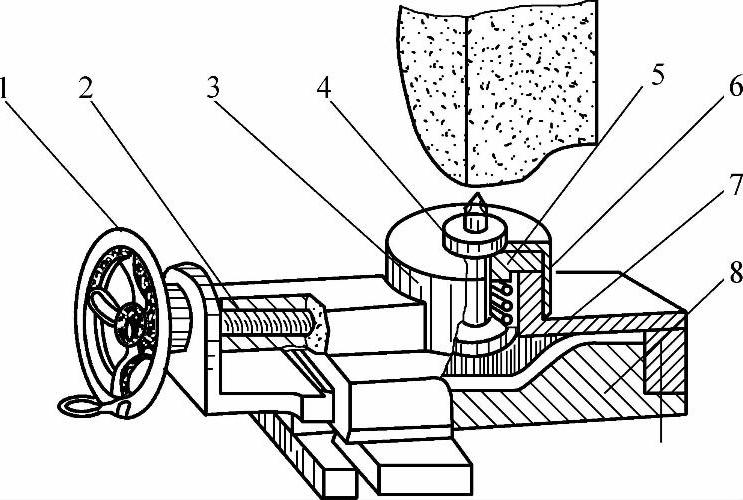
图7-31 靠模成形砂轮修整器
1—手轮 2—丝杠 3、5—零件 4—金刚钻座 6—弹簧 7—壳体 8—靠模
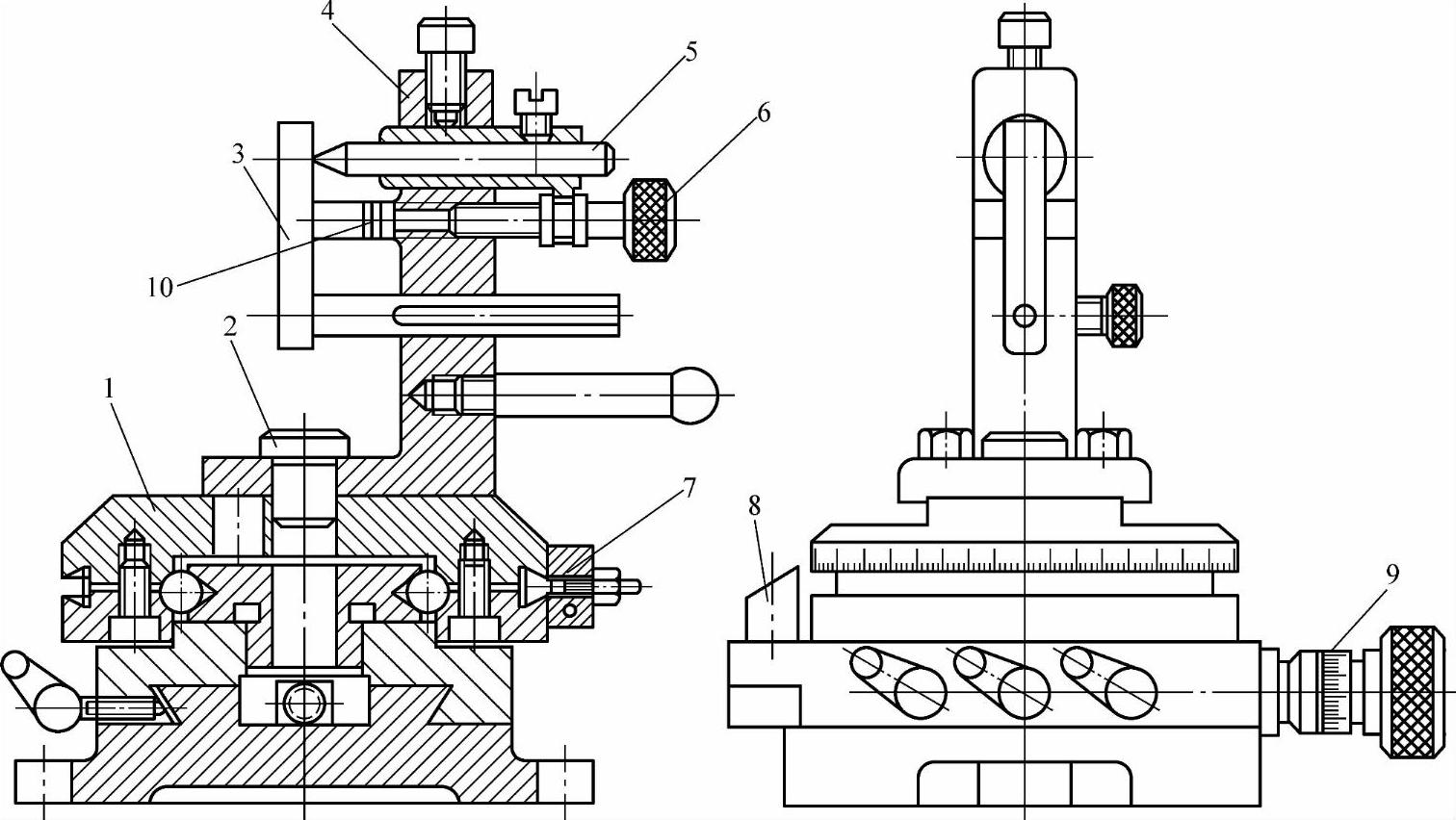
图7-32 砂轮圆弧修整器
1—轮盘 2—定位销 3—定位板 4—支架 5—金刚石 6—螺钉 7—可调节撞块 8—固定块 9—手轮 10—量块
修整砂轮时,用螺钉固紧金刚石,同时,拿去定位板3和量块10,回转的角度由两个装在转盘1圆周槽中的可调节撞块7与固定块8相碰来控制,并通过固定块8读出转盘上的刻度。转动手柄使金刚石通过支架4、转盘1绕轴承座轴线转动。转动部分放置在滑座上,滑座通过丝杠、螺母的传动,使其在底座的导轨上移动,其移动距离由手轮9上的刻度读出。
砂轮圆弧半径采用垫量块的方法控制。修整凸圆弧砂轮(图7-33a),定位销插入位于工具回转中心的孔中。修整凹圆弧砂轮(图7-33b),定位销插入另一孔中。量块高度H的计算方法为
H=p-a+R(7-21)
式中 H——量块尺寸(mm);
p——当定位销位于修整器中心时,支架上基面至修整器中心的距离(mm);
a——转盘上两个定位孔的中心距(mm);
R——砂轮成形半径(mm)。
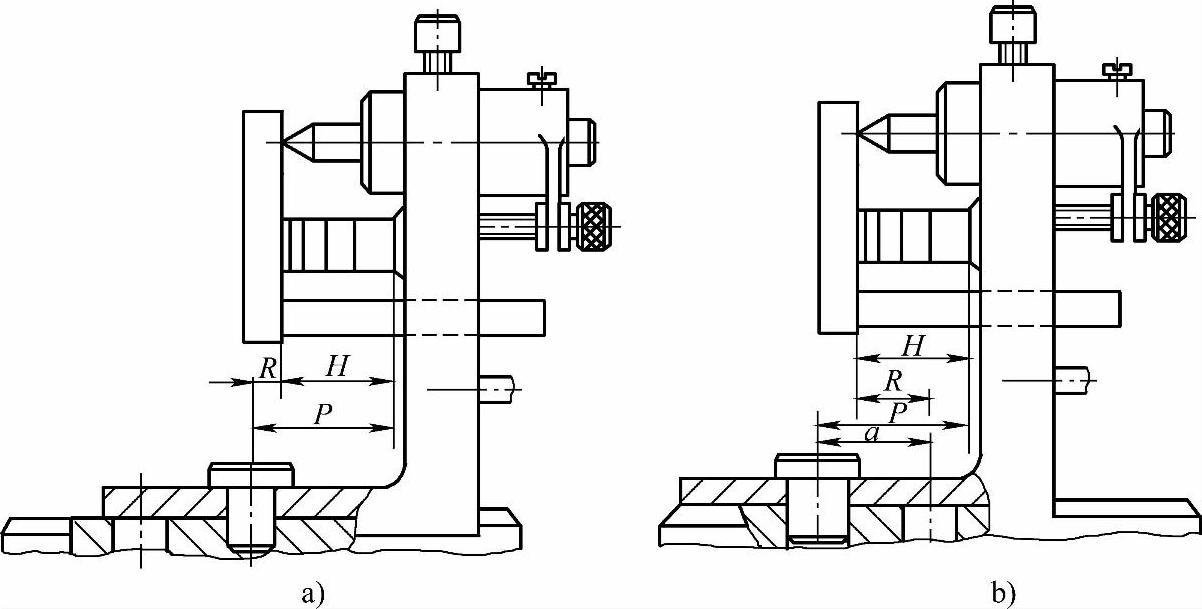
图7-33 修整器的调整
图7-34所示为各种圆弧砂轮的形状。
修整多个圆弧时,可采用垫量块的方法控制圆弧的中心距尺寸。例如修整图7-35a所示的多圆弧砂轮,工艺尺寸的计算如下
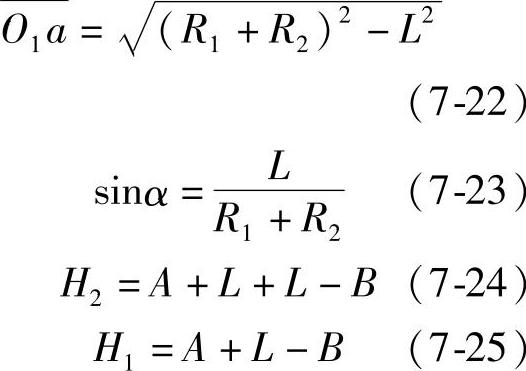
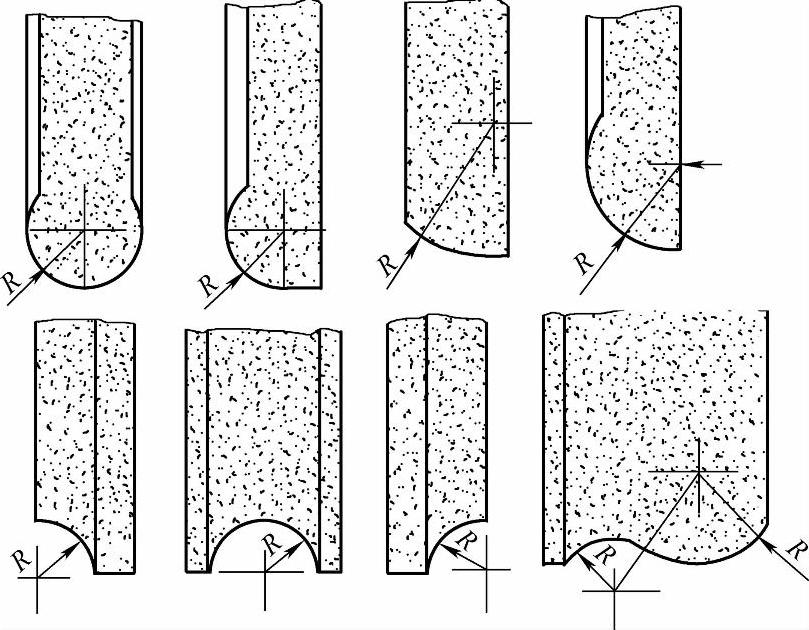
图7-34 圆弧砂轮的形状
多圆弧砂轮的修整方法是先将砂轮的两端面修平。调整金刚钻顶点至回转中心的距离为R1,修R1圆弧(图7-35b)。设砂轮端面至挡板的距离为A,则挡板与修整器之间的量块尺寸H1按式(7-25)计算。调整金刚钻顶点至回转中心的距离为R2(图7-33b),按式(7-24)计算量块尺寸H2。调整上述位置后,再按修整的半径调整,分别修整凹、凸圆弧,并使切点接平。
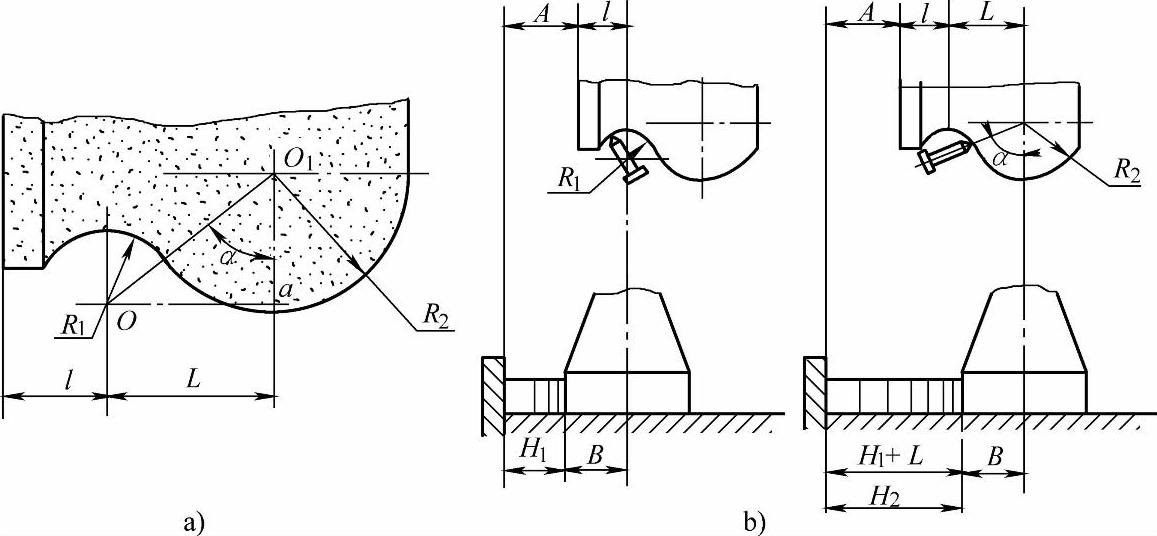
图7-35 多圆弧砂轮的修整
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。