



1.砂轮的磨钝
砂轮磨钝的形式有以下三种:
(1)磨粒的钝化 如图7-26a所示,磨粒的锋利微刃已丧失,磨粒表面平滑,失去磨削性能。
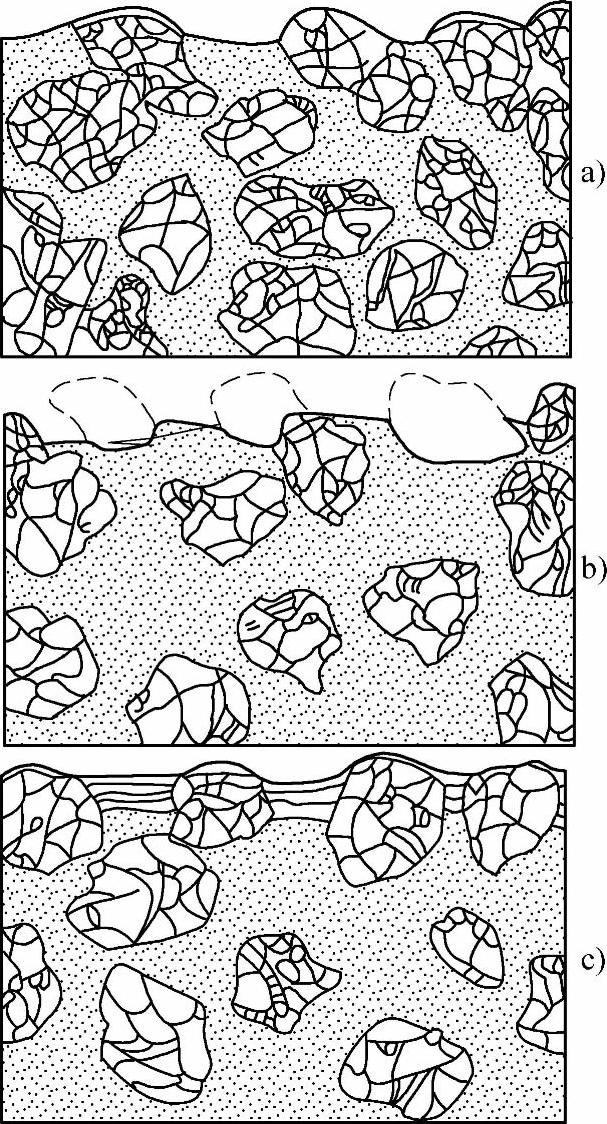
图7-26 砂轮磨钝的形式
a)磨粒的钝化 b)磨粒急剧脱落 c)砂轮的粘嵌和堵塞
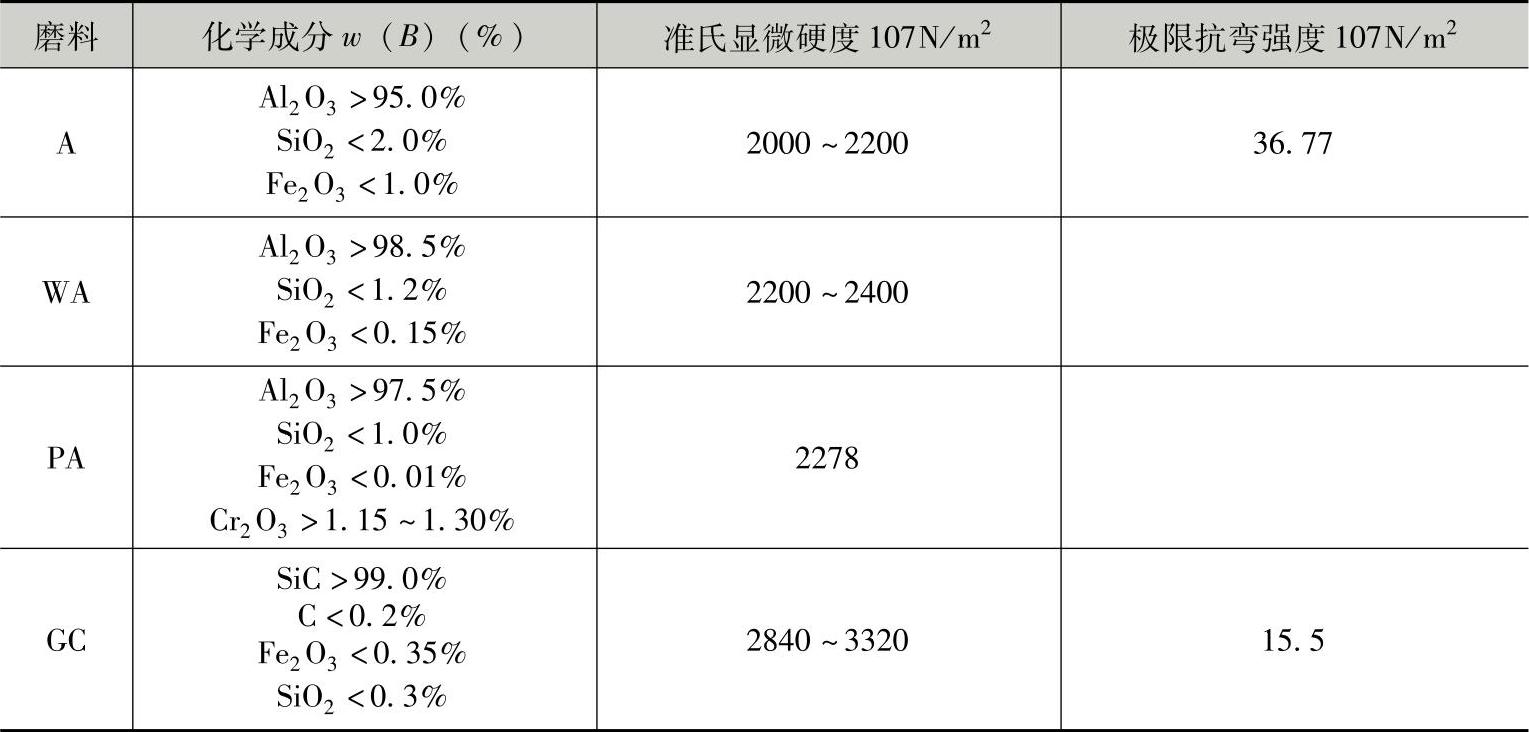
磨削过程中,磨粒磨刃受到金属变形阻力和摩擦力的作用(即磨削力)逐渐钝化,在磨粒的尖端产生磨损小平面(图7-27a)。不同的磨料的力学性能不同,其磨削性能也不同。各种磨料适合磨削不同的材料,见表7-5。用刚玉磨料磨工具钢,磨粒容易磨损。钝化的磨粒在磨削力作用下会崩碎(图7-27b),这类磨料的磨钝磨损主要是机械磨损,它是由于磨粒与工件金属层的挤压、摩擦所致。磨钝磨损是一种塑性磨损,特别是在高温作用下,磨粒失去保持形状稳定性的能力。磨粒在反复热应力作用下会产生小块碎裂。
磨粒除了机械磨损外,还会发生化学磨损、粘附磨损和扩散磨损。如立方氮化硼在1200℃的水蒸气中,会发生水解作用,造成砂轮磨损;金刚石的热稳定性差,磨削温度在600~700℃以上时,其碳原子易扩散到工件铁族金属内形成碳化物,造成化学磨损。
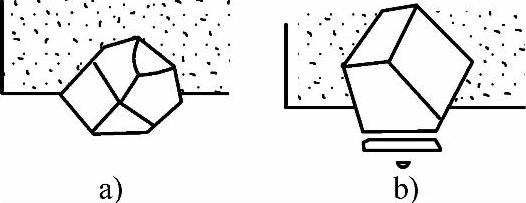
图7-27 磨粒的磨钝磨损
(2)磨粒急剧脱落 如图7-26b所示,砂轮工作面磨粒的脱落将使砂轮不再保持正确的工作形面,影响加工精度。砂轮的失真主要与结合剂的性能有关,其中砂轮的硬度又是问题的主要方面。这种磨损在成形磨削和高精度磨削时要多加注意,应合理选择结合剂和砂轮硬度。
表7-5 几种磨料的力学性能
(3)砂轮的粘嵌和堵塞 如图7-26c所示,砂轮的网状空隙被磨屑堵塞。磨削韧性金属材料时,磨屑会粘嵌在砂轮表面的磨粒上,影响砂轮的磨削性能。如磨不锈钢材料,很容易使砂轮粘嵌。磨削容易粘嵌和堵塞的材料时,注意砂轮的孔穴率。砂轮的孔穴(气孔)有开式和闭式两种,开式是指能直接与大气相通的孔穴。开式孔穴率按下式计算

式中 no——开式孔穴率;(https://www.xing528.com)
Vo——孔穴的体积(cm3);
Va——砂轮的体积(cm3)。
陶瓷结合剂的孔穴率较高,多数是开式孔穴,砂轮不易堵塞(图7-28)。
砂轮磨钝过程划分为初期、正常、急剧三个阶段。当磨刃锐角完全消失或砂轮堵塞时,砂轮已完全钝化,应及时修整砂轮,恢复砂轮的磨削性能。
2.砂轮的使用寿命
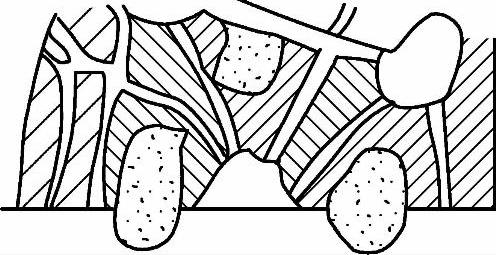
图7-28 砂轮孔穴的形状
砂轮的使用寿命是指砂轮两次修整之间所经历的实际磨削时间。
砂轮磨损到一定程度时,应及时修整,否则工件会发生颤振,工件表面粗糙度值突然增大(如磨铸铁时表面出现晶亮面,磨钢件时表面产生烧伤痕迹)等异常现象。
通常可从以下几方面来判断砂轮是否已经钝化,便于及时修整:
1)用金属切除率z的变化来判断。刚修整的砂轮,磨粒锋利,z值高。如果随时间的积累,金属切除率下降了40%~50%,则砂轮已钝化,应及时修整。
2)用工件表面质量的变化来判断。如果工件出现颤振、晶亮面或轻微烧伤时,则砂轮已钝化,应及时修整。这一标准较易在操作现场应用。
3)用砂轮磨削能力系数的大小来判断。磨削能力系数是指砂轮在单位磨削力作用下在单位时间内磨去的金属体积(mm3/min·N)。新修整的砂轮,切削刃锋利,则该系数值大;如果该系数值变小,说明单位切削力增大,砂轮已钝,应及时修整。
影响砂轮耐用度的因素主要是:砂轮特性、磨削用量、冷却方式、工艺系统刚度等方面。例如采用高频超声波振荡器,使切削液在加速状态下冲击砂轮表面,去除砂轮表层磨屑,并渗入磨削区域。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。