



1.在线控制加工尺寸精度的方法
如图5-4所示为外圆磨削在线控制加工尺寸精度的方法,用以控制工件的加工尺寸。这种在线自动测量装置结构简单,使操作者能按加工余量来调整砂轮的背吃刀量。比较先进的在线自动测量装置如图5-6所示,由在线浮标式气动传感器控制砂轮的进给量采用加工中进行测量的几何适应性控制,可获得较高的磨削加工精度。内圆磨削中采用的在线自动测量装置,见表5-4。在磨床上广泛应用各种在线自动测量装置。

图5-6 外圆磨削控制加工尺寸的方法
1—挡块 2—在线浮标式气动传感器
表5-4 内圆磨削在线自动测量装置

2.在线自动测量装置传感器的种类
(1)在线机械式传感器 图5-7所示为用于外圆磨床的在线机械式传感器,它能在磨削过程中测量工件的实际尺寸,并能控制磨床的自动循环。测量座3通过弹簧片装在支架11上,可以根据工件直径大小,通过在滑板10上移动,调节测量位置。螺钉9支撑在弹簧片上,用于平衡测量体的重量。工件卡在上卡爪2和下卡爪1之间,上卡爪调整后固定,下卡爪随工件尺寸的变化而摆动,并通过杠杆系统使指针4摆动。指针上的终磨触点6用于发出粗进给转换至精进给的信号。触点5用于发出工件磨至所需尺寸的信号,两触点分别由旋钮7和8调节。这种在线自动测量装置的传感器对环境不敏感,测量精度可达0.2~10μm。
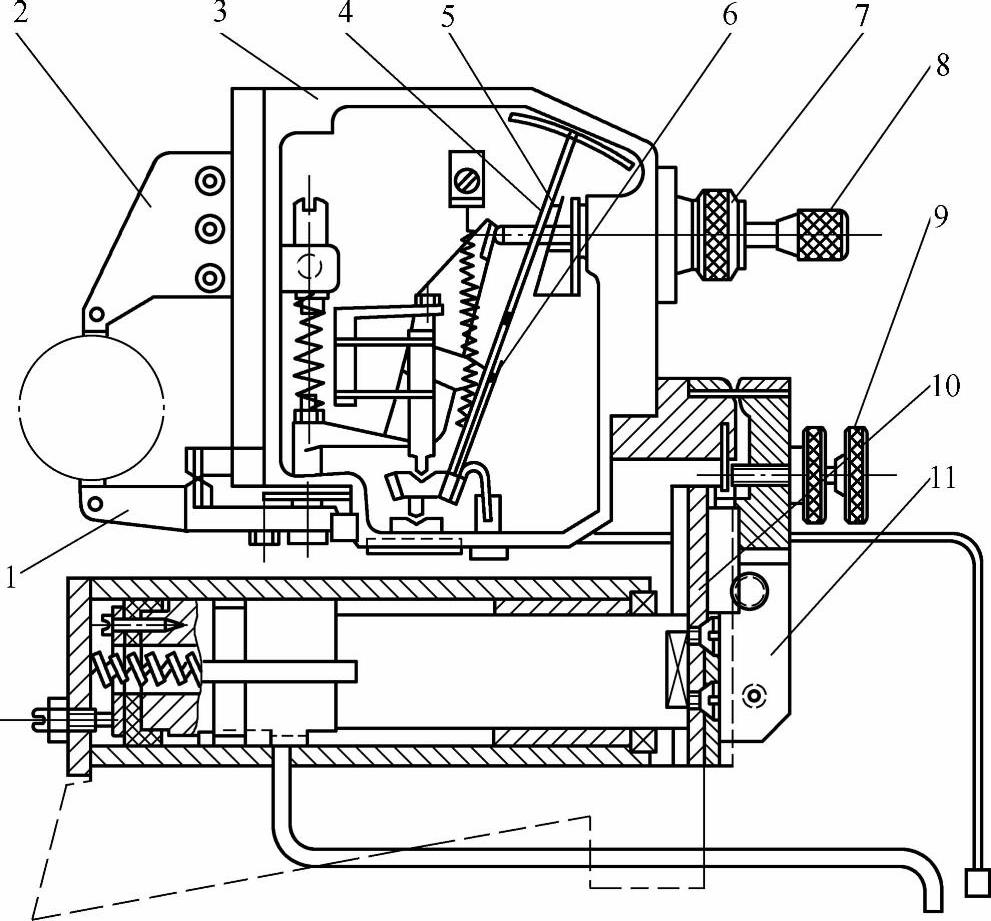
图5-7 在线机械式传感器
1—下卡爪 2—上卡爪 3—测量座 4—指针 5—触点 6—终磨触点 7、8—旋钮 9—螺钉 10—滑板 11—支架
(2)在线气动式传感器 图5-8所示为在线高压薄膜式气动传感器,用于在线曲轴磨床自动测量装置中。在线自动测量装置有3个测量爪,其中一测量爪改变喷嘴处的间隙S,由高压薄膜式气动传感器指示加工尺寸,并通过电触点依次接通,发出电信号。第一个信号使砂轮的半精切入进给转换为精进给;第二个信号使砂轮的精切入进给转换为无火花磨削;第三个信号是磨至所要求尺寸后,使砂轮架快速后退,完成自动曲柄径的磨削循环。
在线自动测量装置气动传感器的主要工作部分为喷嘴,它将长度值转变成控制信号,测量精度可达到0.5μm。有时也可将气动传感器与光、电相结合,获得更好的效果。图5-9所示为在线外圆磨床自动测量工作原理图,是气动与光、电相结合的在线自动测量装置。光电控制器的发光头和收光头安装在气动量仪的标尺零位处。用校对规调整浮标式气动量仪标尺的零位。磨削时,工件尺寸逐渐减小,浮标式气动量仪喷嘴处的间隙S也减小,使浮标下降。当浮标降到标尺零位时,浮标切断光电控制器发光头发出的光,即切断光电控制器收光头(光电二极管)的光源,三极管截止,于是使一继电器断开,常闭触点接通;控制继电器通电使常开触点接通,并使退刀电磁铁工作。光电控制器发出电信号,实现砂轮自动退刀。这种在线自动测量装置结构简单,通用性好,并能显示工件尺寸。
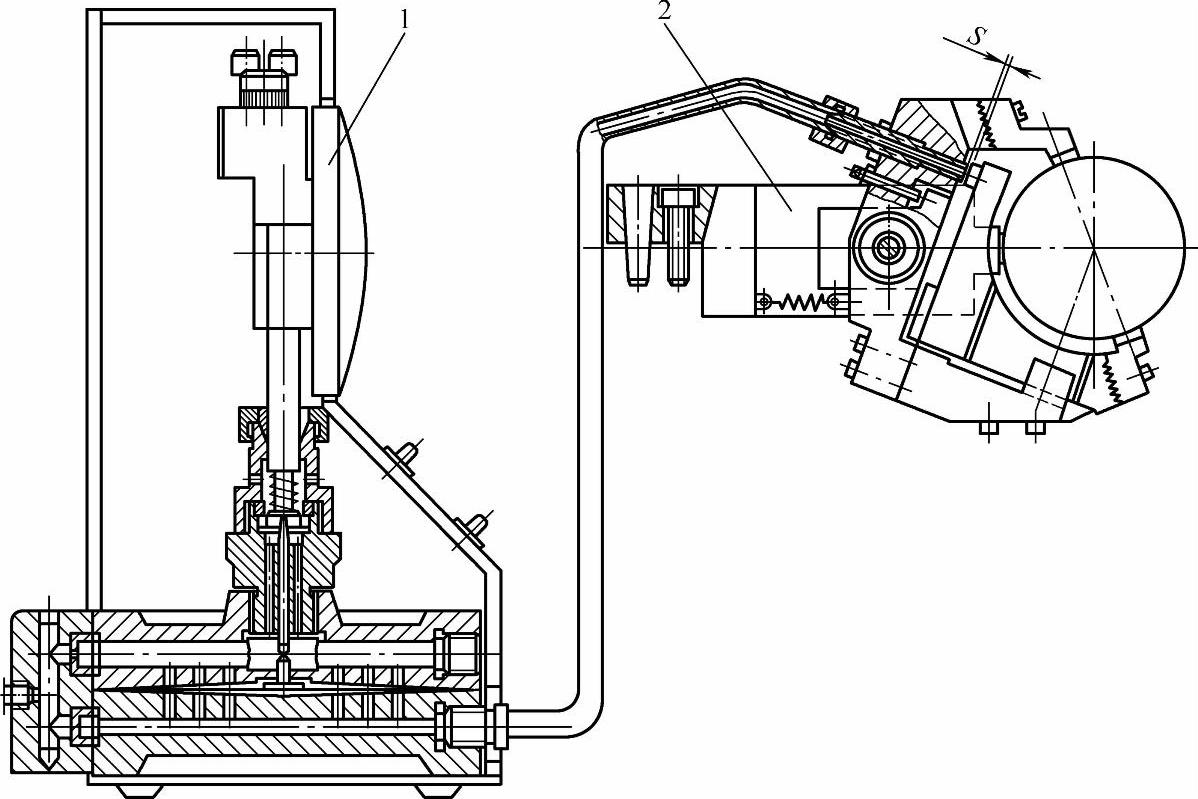
图5-8 在线高压薄膜式气动传感器
1—传感器 2—测量装置(https://www.xing528.com)

图5-9 在线外圆磨床自动测量工作原理图
1—喷嘴 2—支架 3—测头 4—工件 5—砂轮 6—零位调节螺钉 7—光电控制器 8—发光头 9—量仪柜 10—浮标 11—收光头 12—玻璃管 13—标尺 14—稳压器 15—倍率调节螺钉
(3)在线电感式传感器 图5-10所示为意大利马波斯(MARPOSS)外径测量仪(MICROMAR3)电感式传感器。在磨削过程中,当工件尺寸变化时,由带有金刚石测头的测爪2,通过弹性体4的回转支承3,使衔铁6与线圈铁心5的间隙发生变化,从而改变线圈的电感量,再经电子放大控制器获得放大信号。在磨削一段时间后,传感器通过液压缸带动,快速前移至测量位置,并按测得的磨削余量由传感器发出信号,自动完成精磨和无火花磨削循环过程。

图5-10 MARPOSS电感式外径自动测量装置
a)在线外径自动测量装置 b)电感式传感器
1—被测工件 2—测爪 3—回转支承 4—弹性体 5—线圈铁心 6—衔铁
电感式传感器的测量精度为0.5~1μm。如图5-11所示,电感式传感器应用于外圆、内圆、花键、平面、台阶面等的在线自动测量装置中。

图5-11 MARPOSS电感式传感器在自动测量的应用
a)测量外圆 b)测量断续外圆 c)测量台阶面 d)测量平面 e)前置测量内圆 f)后置测量内圆
(4)在线激光自动测量装置 图5-12所示为用于磨床的在线激光自动测量装置。激光发生器的光束经分离器NDZ分成两路,左面一路光束经激光折射器UP折射向上,通过干涉仪LI—Y再由反射器KK—Y反射下来,由接收器FS—Y接收。另一路光束沿折射器直线方向前进,经干涉仪LI—Z再由反射器KK—Z反射回来,由接收器FS—Z接收。接收器将激光干涉信号送入微处理机,经处理后发出控制信息。
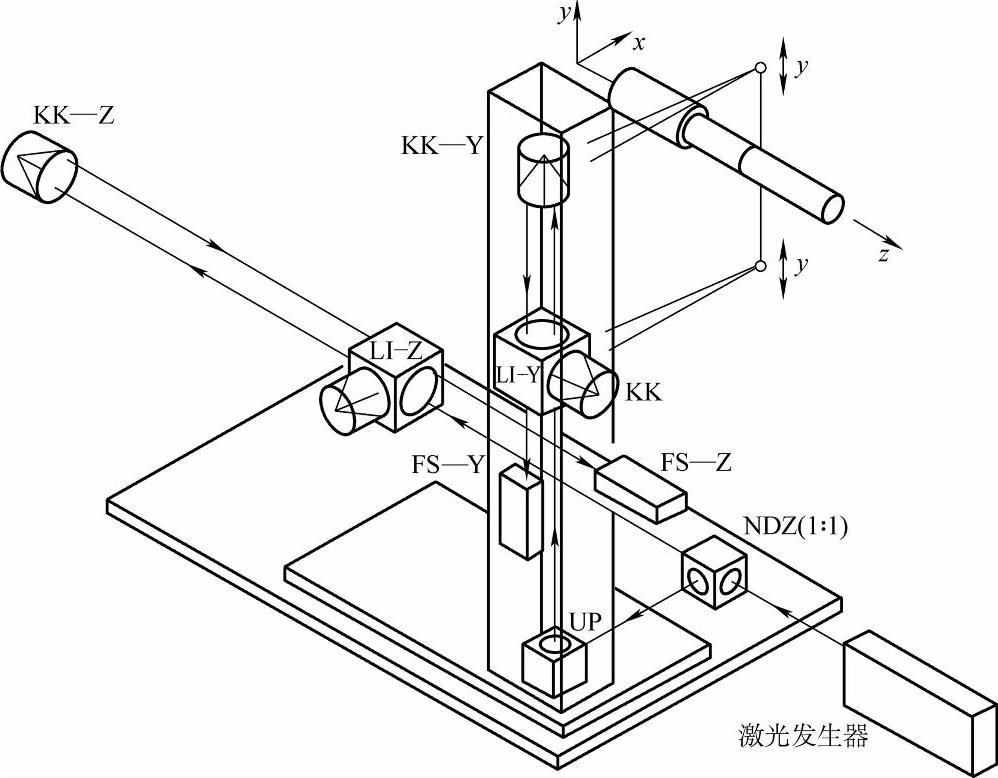
图5-12 在线激光自动测量装置
在线激光自动测量装置具有较高的测量精度,主要应用在高精度磨床的几何量适应性控制中。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。