



测量器具按结构特点可分为量块、通用量具及量仪、量规、检测夹具和在线自动测量装置等五大类。由于磨削加工精度高的特点,加工零件种类繁多,故在磨削加工中广泛地应用了各种测量器具。
1.量块
量块是长度尺寸传递的基准,它广泛用于测量器具的标准、检定,以及精密工件的测量中。量块用铬锰合金钢制成,线胀系数小,不易热变形,硬度高,耐磨性好。量块使用时可研合(图5-1)。
量块通常制成长方体,其中两个平行的面为测量面,两个测量面间具有精确的尺寸。从量块一个测量面上任意一点到与此量块另一个测量面相研合的面间的垂直距离称为量块长度。从量块一个测量面上的中心点到与此量块另一个测量面相研合的面的垂直距离称为量块的中心长度。量块上标出的尺寸称为标称长度。
量块的精度标准有两种。新制的量块按照标准GB/T6093—2001规定的制造精度共分为五级,即0、1、2、3、K级。其中0级最高,3级最低。K级为标准级,主要用标准0、1、2级量块。量块的制造精度见表5-1。
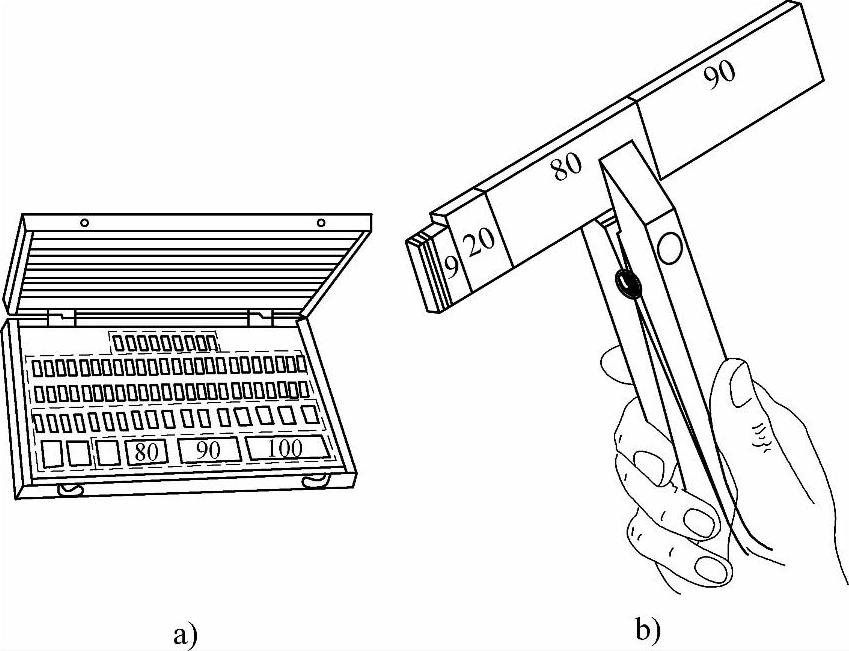
图5-1 量块
a)成套量块 b)量块的粘合性
表5-1 量块的制造精度
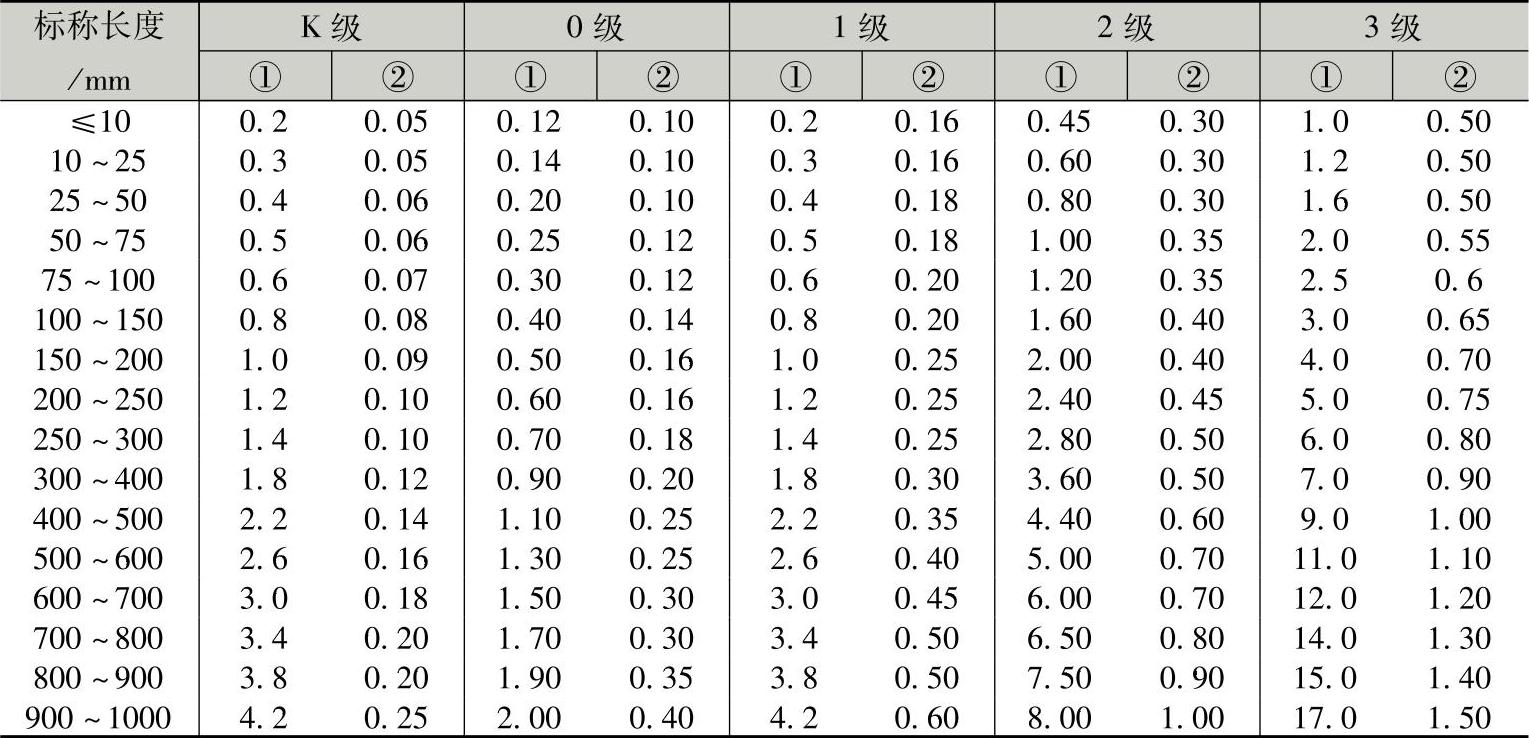
①量块测量面上任意点长度相对标称长度的极限偏差(±),单位μm。
②量块长度变动最大允许值,单位μm。
量块按“级”使用时,是以量块的标称长度作为工作尺寸,该尺寸包含了量块的制造误差,故制造误差将被引入到测量结果中。但由于使用时无需加修正值,故使用较为简便。
复检后的量块按“等”划分。国家计量局标准JJG100—1991《量块检定规程》(表5-2)按检定精度将量块分为六等,即1、2、3、4、5、6等,见表5-2。其中1等精度最高,6等精度最低。通常,一定“等”的量块只能从一定“级”的量块中检定出来。
表5-2 各等量块的精度指标
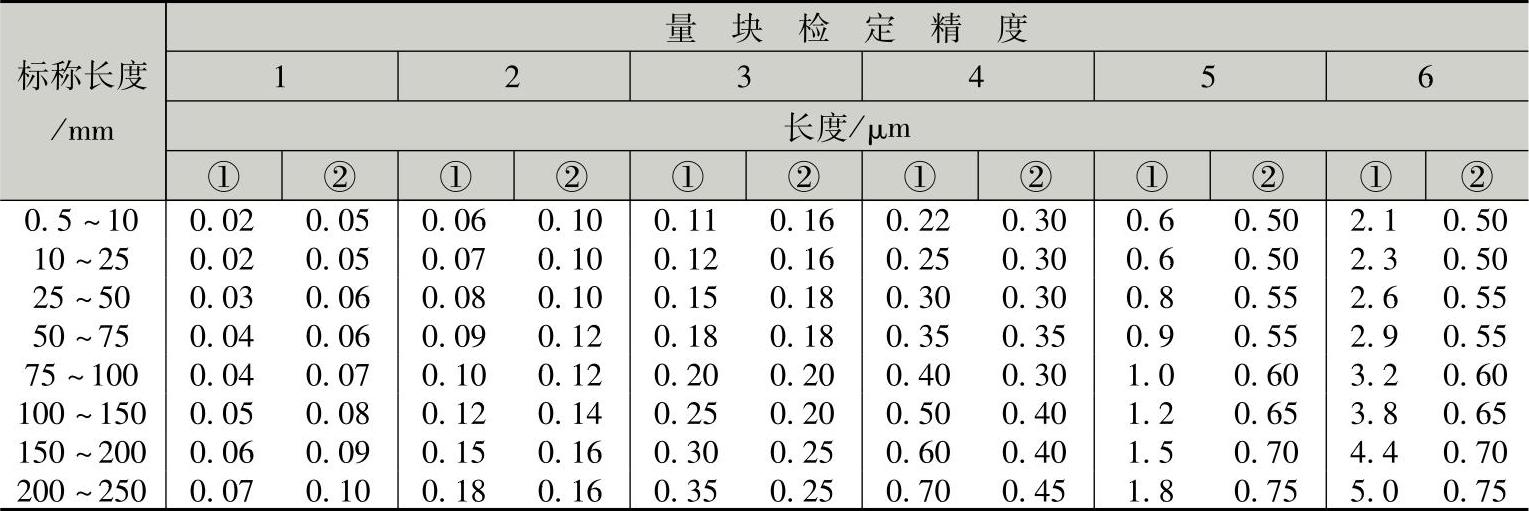
①中心长度测量的不确定度允许值(±)。
②长度变动量的允许值。
量块经检定后按“等”使用时,不再以其标称长度作为工作尺寸,而是以量块检定书列出的实际中心长度尺寸作为工作尺寸。例如某一量块原标称长度为10mm,检定后修正值为-0.005mm,则其实际中心长度尺寸为9.995mm。这样测量中就消除了量块的制造误差的影响,因此可用制造精度较低的量块进行比较精密的测量。量块按“等”使用比按“级”使用的测量精度高。
按GB/T6093—2001标准规定,我国生产的成套量块共有17种套别,每套的块数为91、83、46、38、12、10、8、6、5等。表5-3列出83块和46块套别量块的标称尺寸。根据需要,可将多个尺寸不同的量块研合成量块组使用。磨削过程中,常使用量块,如用于正弦规圆锥测量、校对杠杆卡规的零位等。(https://www.xing528.com)
表5-3 成套量块尺寸表
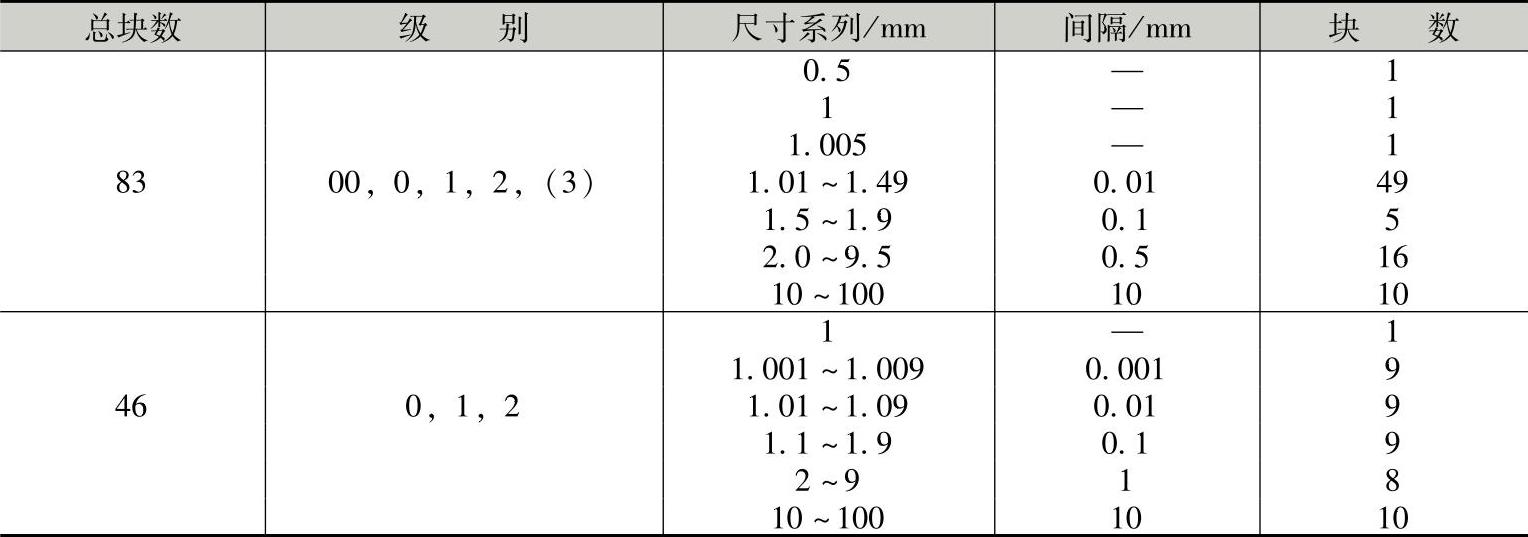
注:()中为不推荐使用。
2.通用量具、量仪
通用量具、量仪按其结构特点,分为7种类型。
(1)卡尺类量具 常用长度测量的卡尺有游标卡尺、游标高度卡尺、游标深度卡尺、数显卡尺、数显高度尺等。
(2)测微螺旋类量具 常用的有千分尺、内径千分尺、深度千分尺、三爪内径千分尺、数显千分尺、微米千分尺、数显内径千分尺、螺纹千分尺等。
(3)机械类量表、量仪 常用的有指示表、内径指示表、杠杆卡规、杠杆千分尺、扭簧比较仪、杠杆齿轮式比较仪等。
(4)光学量仪 光学量仪分四类:一是自准直和光学杠杆类光学量仪,如自准直仪、光学计等;二是显微镜类光学量仪有测长仪、工具显微镜等;三是投影类光学量仪,如各种投影仪等;四是光干涉类光学量仪,如接触式干涉仪等。另外还有光学分度头,测量表面粗糙度的光切法显微镜和干涉显微镜等。
(5)气动量仪 常用的有气压式、流量式气动量仪,如高压薄膜式气动量仪、浮标式气动量仪等。气动量仪常用于大批量生产中零件的精度检测。
(6)电动量仪 如电容式比较仪、电感式比较仪、电感式圆度仪、电感式三坐标测量仪等。测量表面粗糙度的电动量仪有电动轮廓仪。
(7)测量角度和锥度的量具 如正弦规、样板、圆锥量规、水平仪、直角尺、角度块、游标万能角度尺、游标量角器等。
3.量规
常用的量规有光滑极限量规、卡规和直线尺寸量规。其他量规有圆锥量规、螺纹量规、花键量规和测量位置精度的对称度量规、同轴度量规等。
4.检测夹具
检测夹具是一种专用的检验工具,当配置使用各种比较仪时,可用来检验更多和更复杂的几何参数。检测夹具常用于精密重要零件的精度检验中,在第二章中已作介绍。
5.在线自动测量装置
在线自动测量装置应用于机械加工几何适应性控制系统中,以控制零件加工的尺寸精度及其稳定性,在磨床上应用广泛。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。