




图4-21 刀具半径与长度
数控机床编程时,必须先了解程序的结构、句法和编程规则等有关规定,才能正确编写数控加工程序。
1.程序的结构
SIEMENS802D数控系统程序由程序号、程序内容和程序结束三部分组成。
例如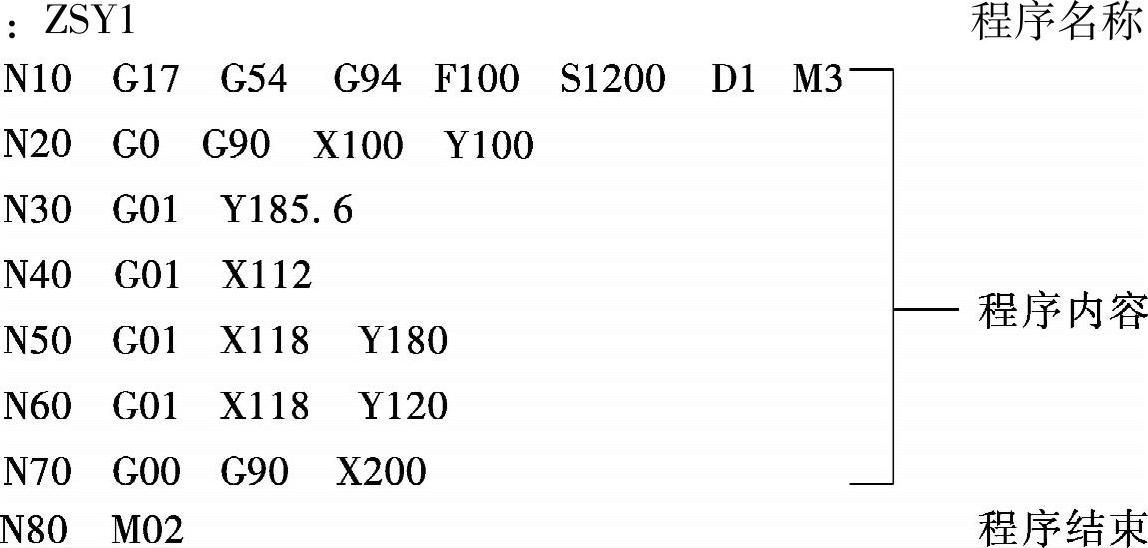
(1)程序名称 每个程序均有一个程序名。在编制程序时SIEMENS802D按以下规则确定程序名:开始的两个符号必须是字母,其后的符号可以是字母、数字或下划线,最多为16个字符。例:RAHMEN52。
(2)程序内容 程序内容部分是整个程序的核心,它由许多程序段组成,每一个程序段执行一个加工步骤,程序段由若干个字组成,字是组成程序段的元素,由字构成控制器指令,字由地址(一般是一个字母)和数值(数值是一个数字串,它可以带正负号和小数点)组成。
例:字字字
G01X-20.1F300
(3)程序结束 程序结束是以程序结束指令M02或M30作为整个程序结束的符号,来结束整个程序。
2.程序字说明
程序字是组成程序的最基本单元,它是由地址字符和数字字符组成。
(1)顺序号字 顺序号字又称程序段号,位于程序段之首,用地址符N和后面的若干位数字(常用2~4位)来表示。(https://www.xing528.com)
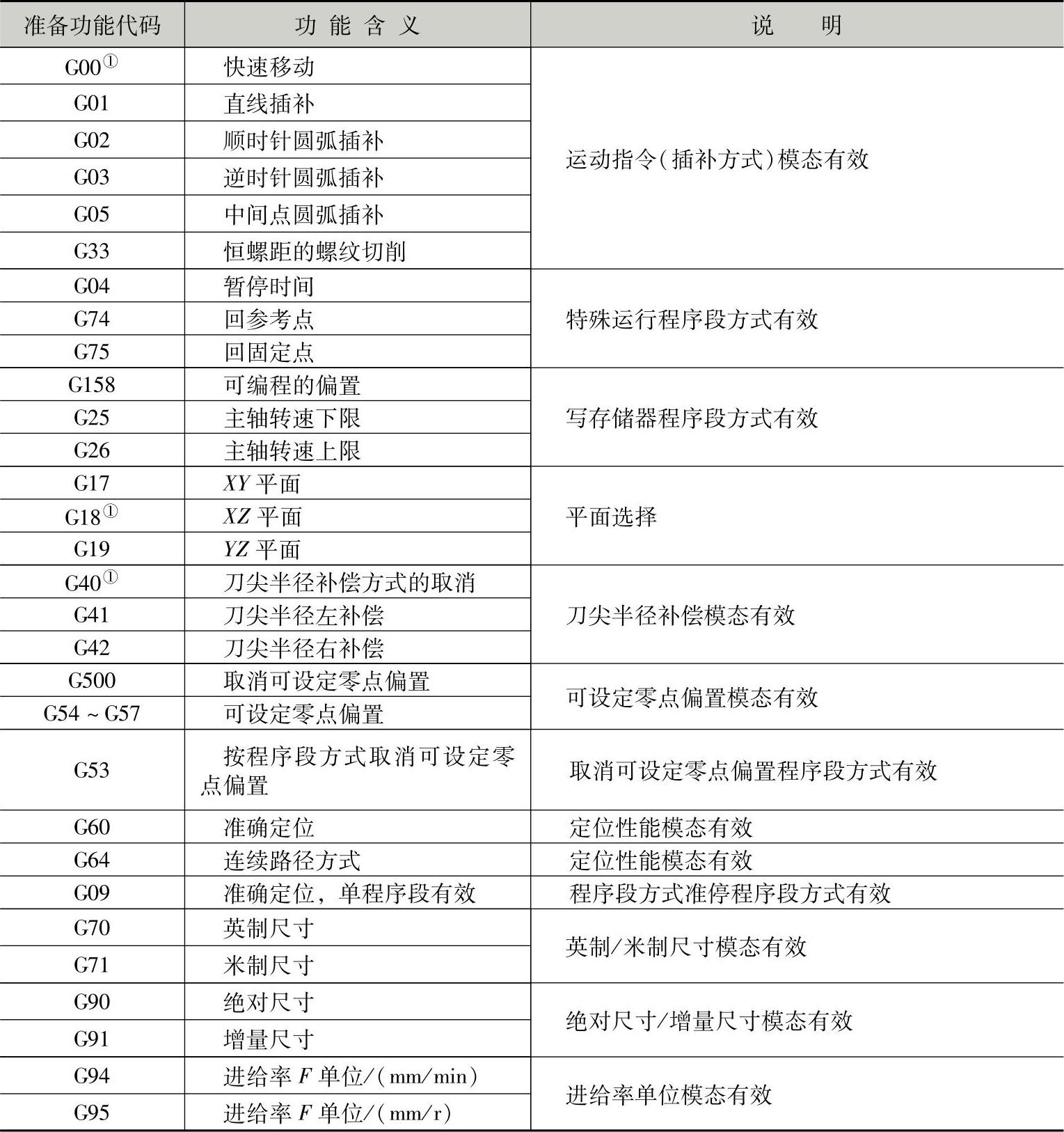
(2)准备功能字 准备功能就是控制机床运动方式的指令,它是用地址G和后面的数字组合起来表示格式,即G×××。
SIEMENS802D系统常用准备功能见表4-1。
表4-1 SIEMENS802D系统常用准备功能
(3)辅助功能字(M功能或M指令) 辅助功能字主要用于数控机床开关量的控制,是表示一些机床辅助动作的指令。
SIEMENS802D系统常用辅助功能见表4-2。
表4-2 SIEMENS802D系统常用辅助功能

(4)进给功能字 由地址F和若干位数字组成,故又称F功能或F指令。它的功能是指定切削的进给速度。
(5)主轴转速功能字 由地址S和若干位数字组成,故又称S功能或S指令,后面的数字直接指定主轴的转速,单位为r/min。
(6)刀具补偿D 一个刀具可以匹配从1~9几个不同补偿的数据组,刀具半径补偿必须与G41/G42一起执行。
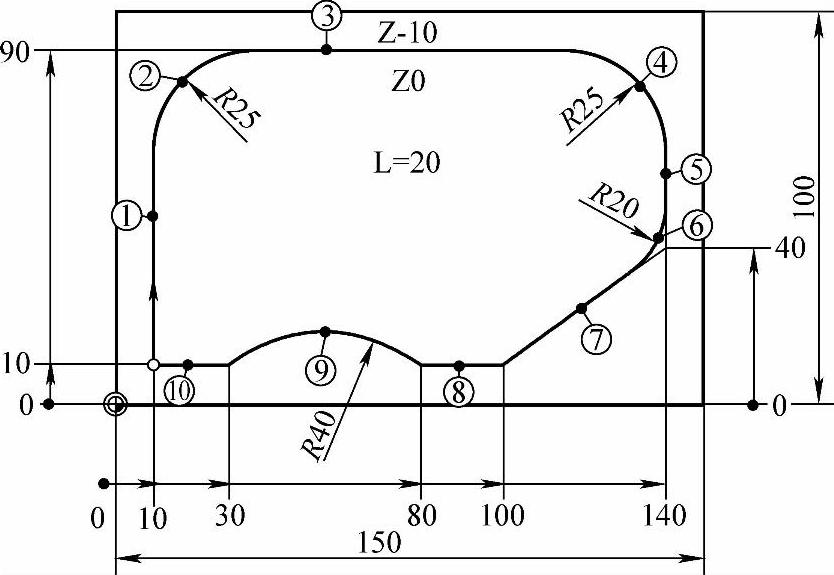
图4-22 凸模零件图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。