



螺纹磨削是螺纹精加工的主要方法之一。现代螺纹磨削有以下特点:
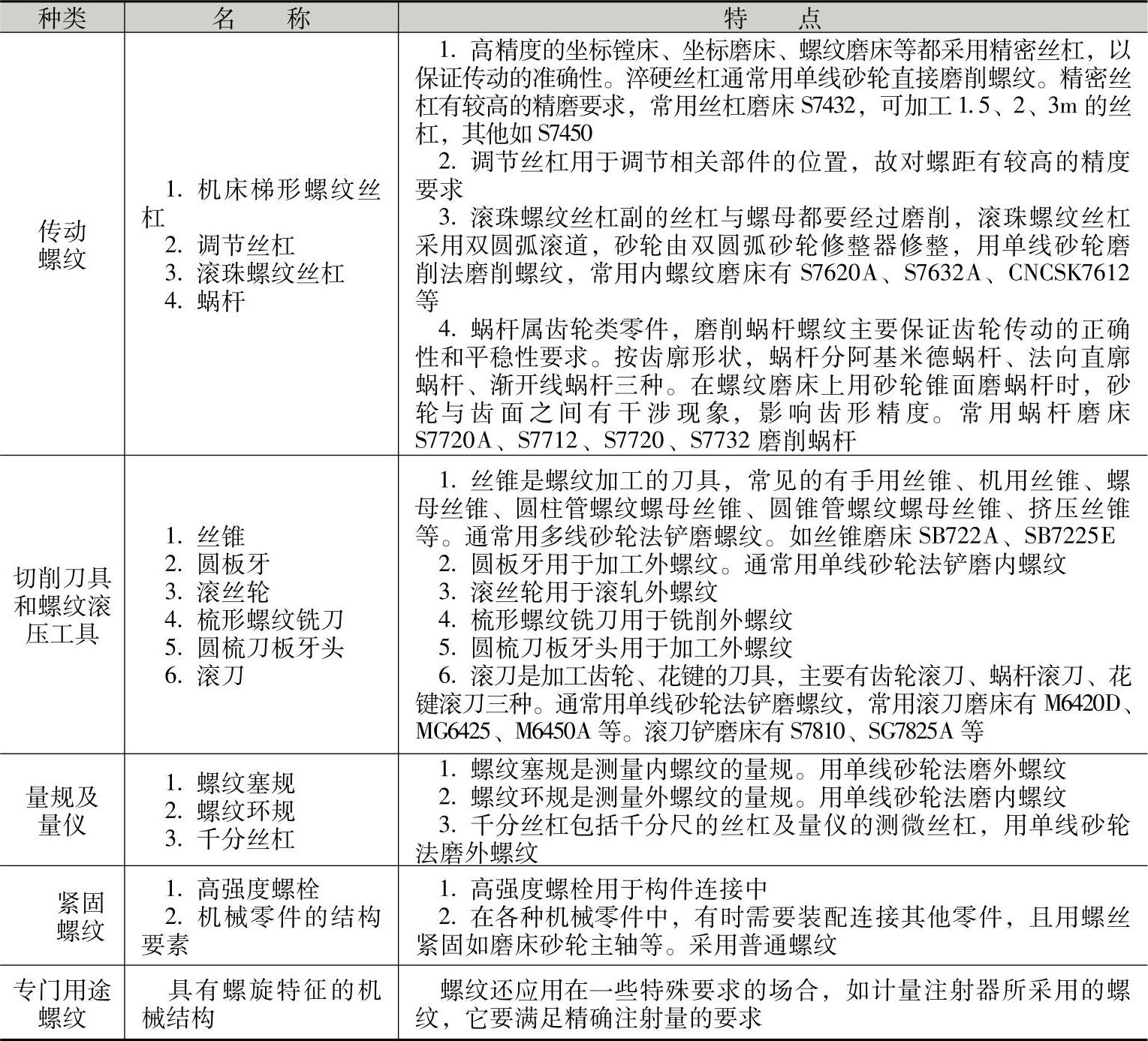
1)加工的范围广泛,见表3-6。使用的设备有螺纹磨床、丝杠磨床、万能螺纹磨床、内螺纹磨床。专门用途的磨床有丝锥磨床、滚刀铲磨床、蜗杆磨床、大直径螺纹磨床等。精密螺纹磨削的零件种类繁多,它包括传动螺纹、切削刀具和螺纹滚压工具、量规及量仪、紧固螺纹等。典型的螺纹磨削是传动螺纹和切削刀具中螺纹的磨削,螺纹磨削是机械制造、机床制造和工具制造企业中的关键技术之一。如精密丝杠等传动螺纹都有较高的螺距公差要求。丝锥、滚刀的螺纹则需铲磨,以形成后刀面,刀具的螺纹磨削精度要求也很高。作为切削刀具,其材料经热处理以后具有极高的硬度;故只能采用螺纹磨削进行精加工。螺纹磨削时,还可采用超硬磨具,以获得较大的磨削比,并满足成形面的加工精度要求。
2)螺纹磨削属于成形加工法。螺纹的牙型决定于砂轮的形状,而螺旋面则由工件的回转和砂轮相对工件的直线运动产生。在螺纹磨床上具有磨螺纹传动链,其两端件为主轴及工作台(丝杠),两者有严格的运动关系,即在主轴转一周的同时,工作台由丝杠传动沿纵向移动一个导程。传动链的两端件由交换齿轮连接,配置交换齿轮可磨削不同螺距的螺纹。
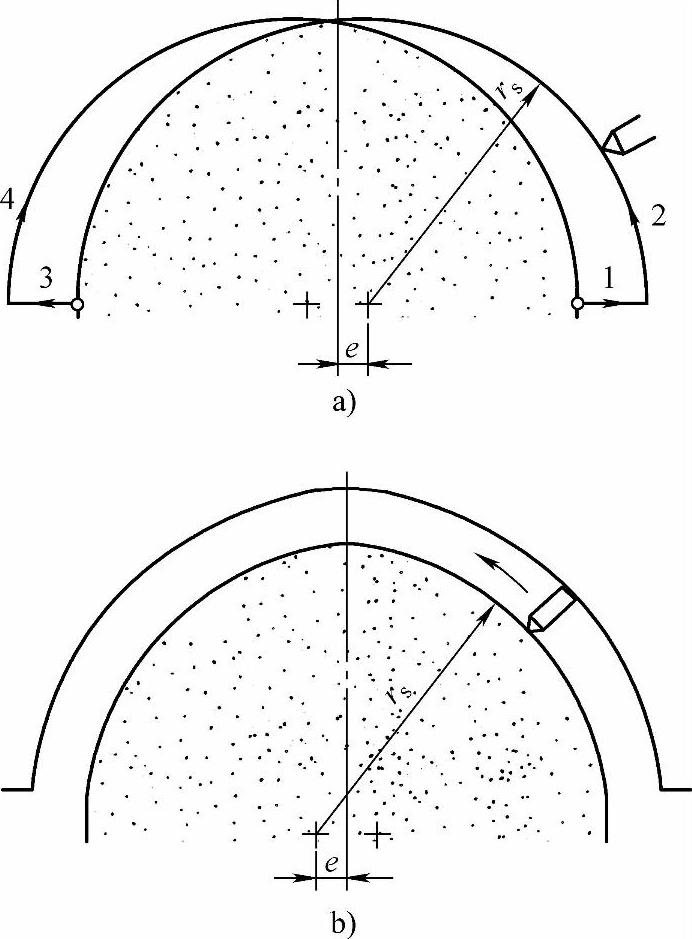
图3-3 双圆弧砂轮修整器工作原理
a)圆弧修整器两端偏置法 b)双圆弧样板轨迹法
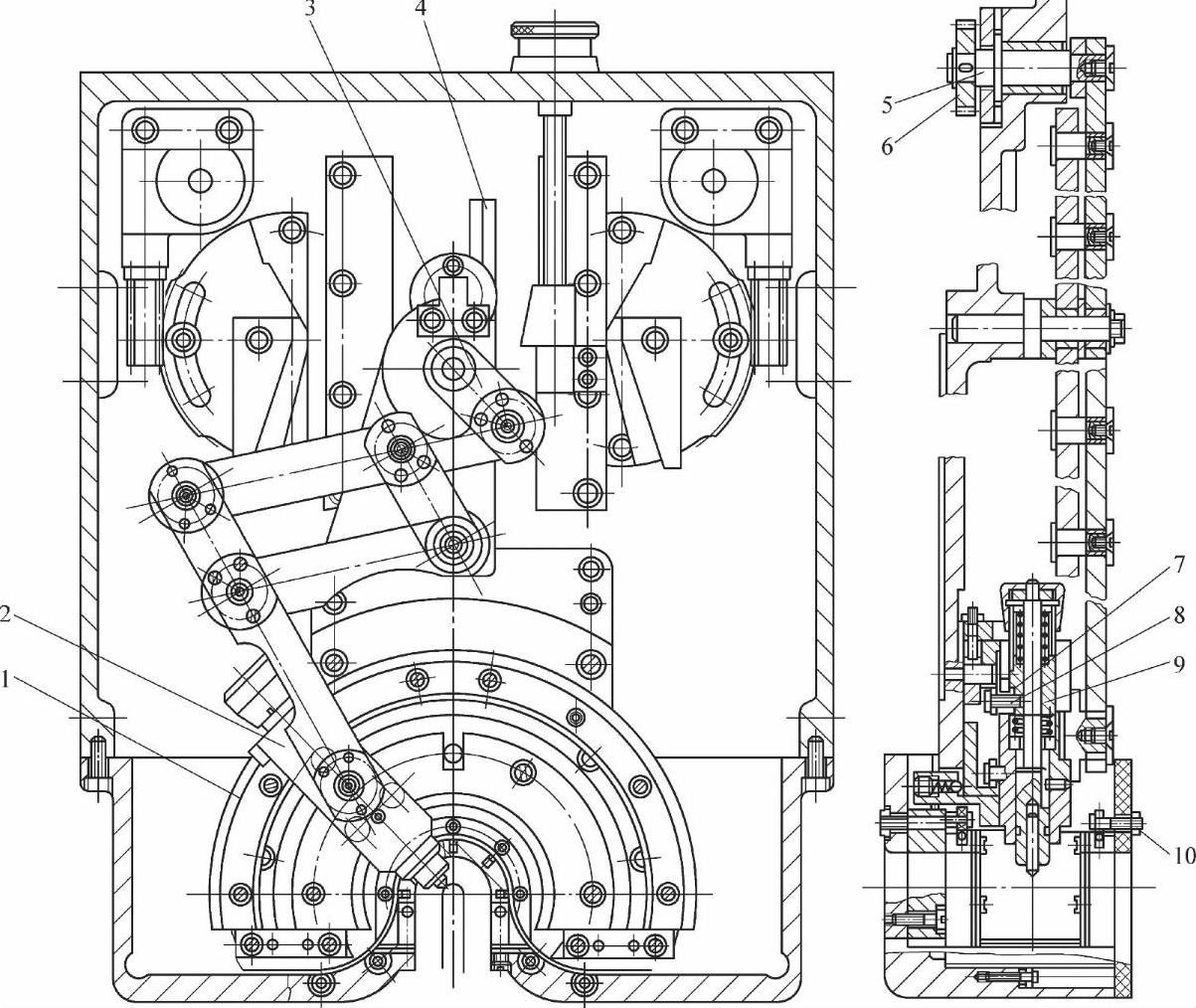
图3-4 S7332型螺纹磨床圆弧砂轮修整器
1—样板 2—修整体 3—连杆 4—齿条 5—轴 6—齿轮 7—滑套 8—螺钉 9—修整杆 10—滚轮
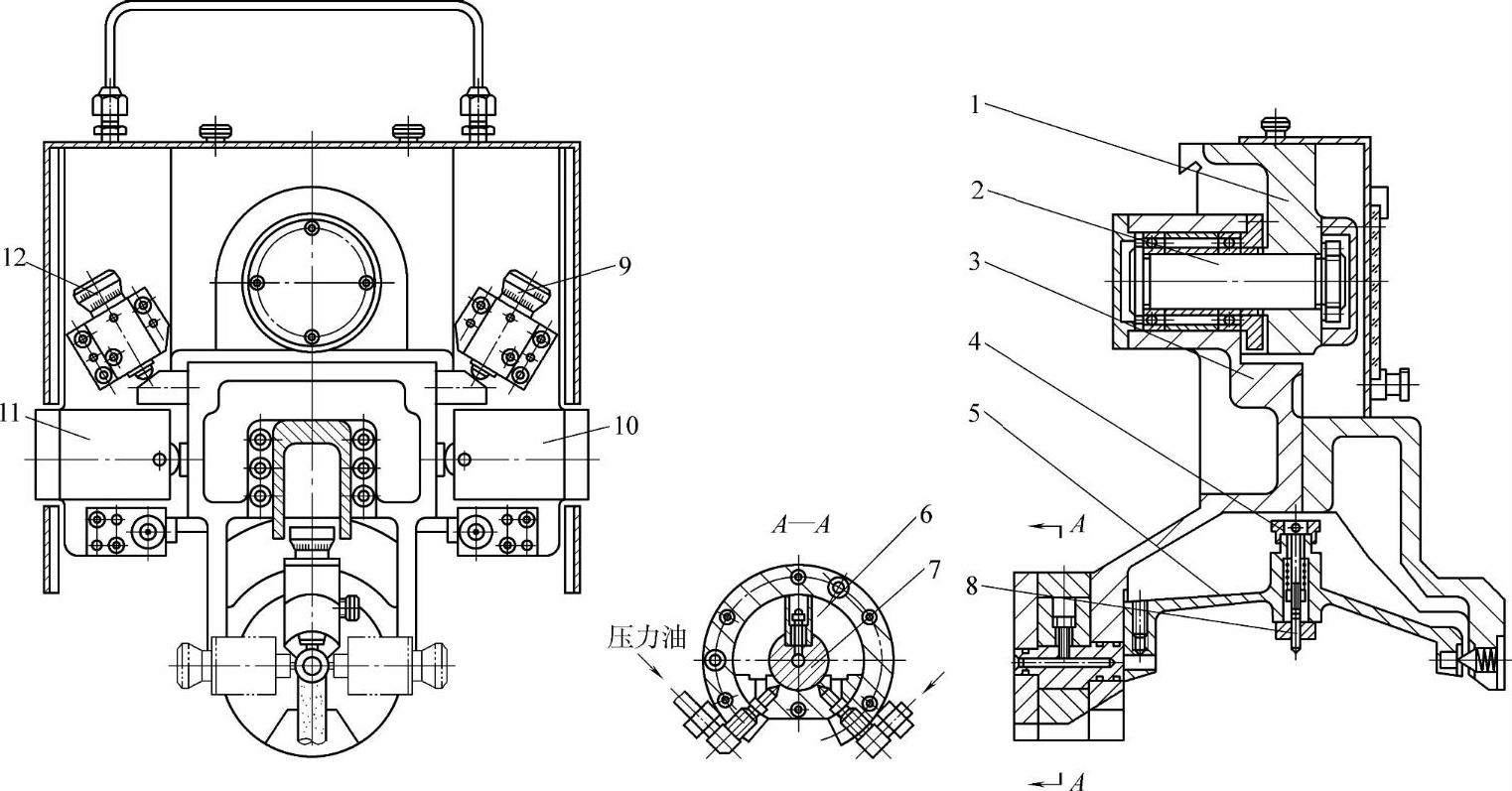
图3-5 SA7520型万能螺纹磨床圆弧砂轮修整器
1、3—壳体 2—轴 4、9、12—捏手 5—摆杆 6—叶片 7—心轴 8—修整头 10、11—液压缸(https://www.xing528.com)
表3-6 精密螺纹加工的范围
3)螺纹磨削可以获得较高的加工精度和较低的表面粗糙度值(Ra0.8~0.1μm)。常用螺纹磨床有S7332、S7432、S7520W等。如表3-7所示为螺纹磨床的主要技术参数。S7520W型万能螺纹磨床能磨螺纹塞规和环规、精密丝杠和蜗杆、小模数滚刀铲磨、螺纹铣刀铲磨等。能用单线或多线砂轮磨削。S7520K型万能螺纹磨床适用于磨削精密长丝杠。磨削丝杠常可采用丝杠磨床,如S7432丝杠磨床可磨削1.5m、2m、3m丝杠。丝杠精度的公差有下列六个项目:①螺旋线轴向公差;②螺距公差;③牙型半角的极限偏差;④丝杠直径的极限偏差;⑤中径的一致性公差;⑥大径表面对螺纹轴线的径向圆跳动公差。
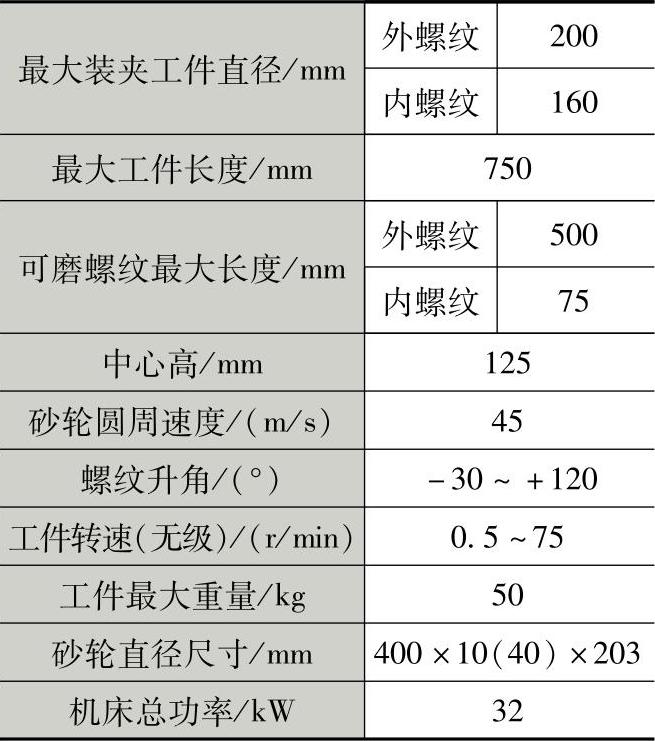
现代螺纹磨削使用数控螺纹磨床。图3-6所示为SK7520/H数控万能螺纹磨床,机床采用西门子840D数控系统,四坐标三联动,金刚滚轮自动修整砂轮和补偿。使用数控参数软件可磨精密丝杠、塞规、滚珠螺纹丝杠、蜗杆等零件。机床主要技术参数见表3-8。机床床身采用人造花岗石,使机床具有更高的抗振性、刚性和热稳定性。金刚石滚轮修整器安装在头架拨盘处。冷却油箱带温控装置多路强力冷却。
表3-7 螺纹磨床的主要技术参数
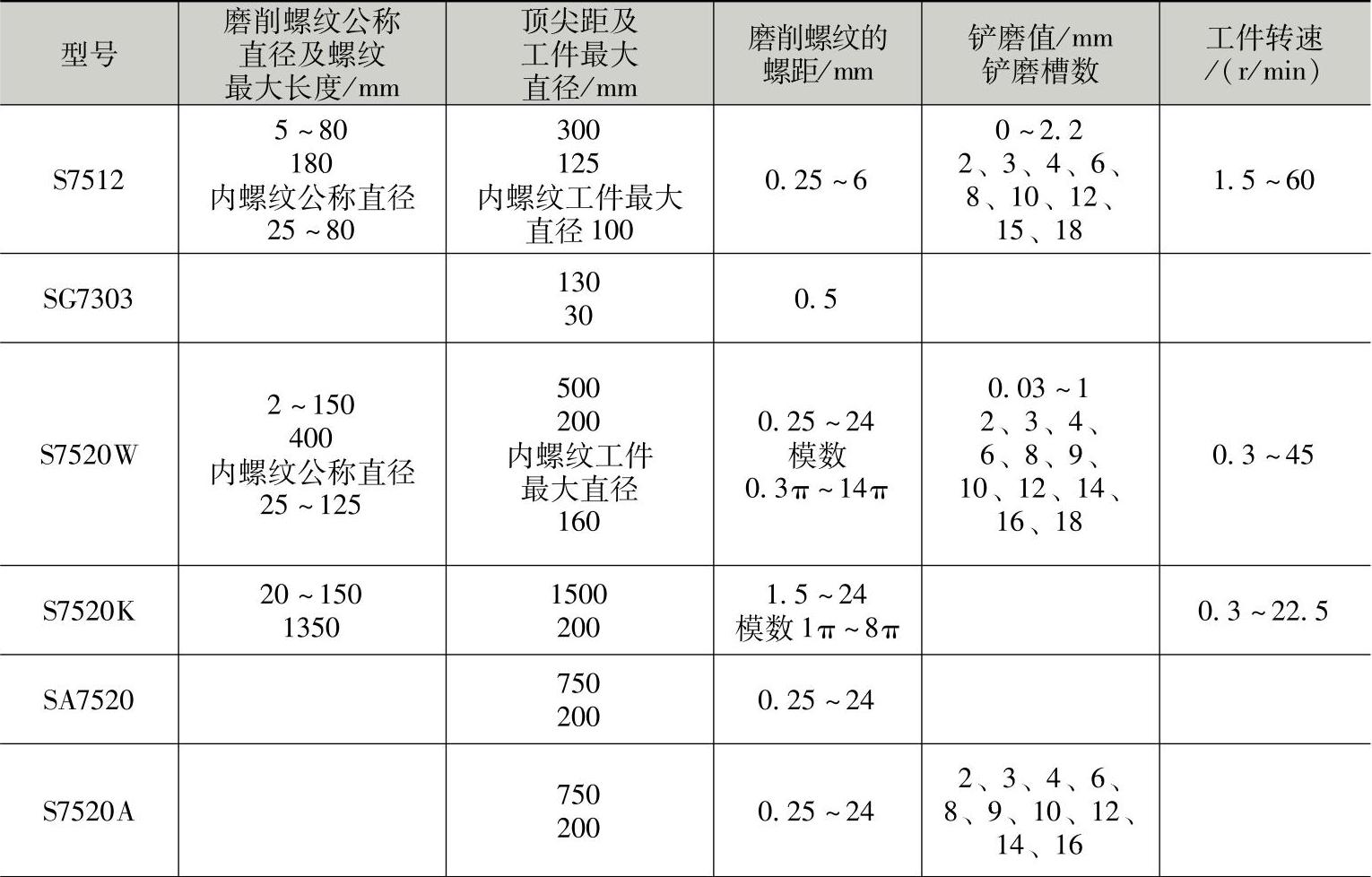
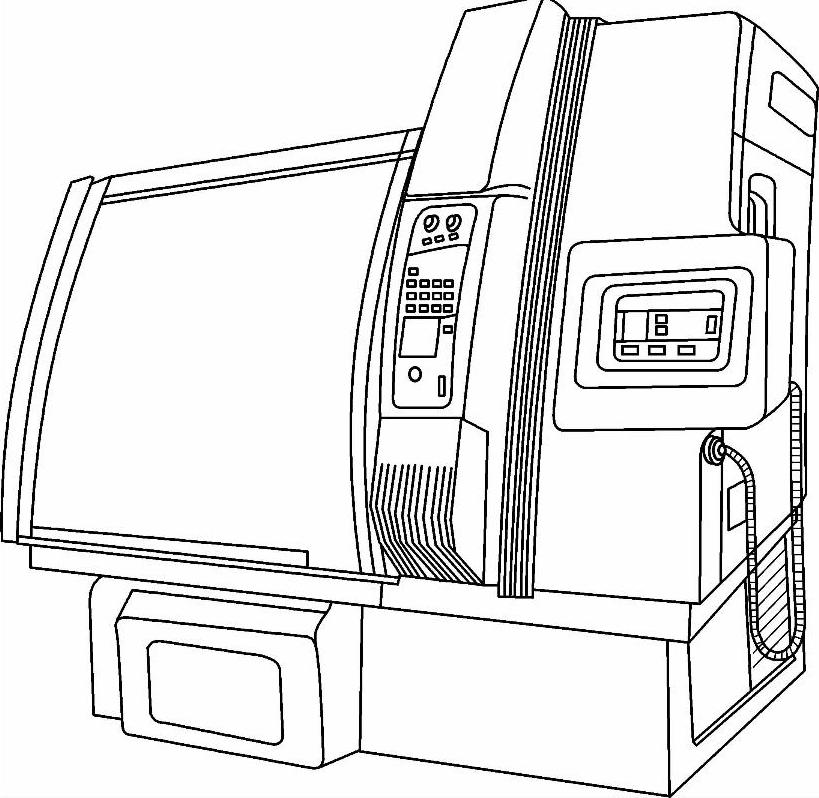
图3-6 SK7520/H数控万能螺纹磨床
表3-8 主要技术参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。