



一、工艺准备
1.分析图样
图2-91所示为圆弧形导轨,工件材料为45钢,热处理淬火硬度48~52HRC。导轨面尺寸为φ(20±0.04)mm,表面粗糙度值为Ra0.4μm。平面尺寸为20mm,表面粗糙度值为Ra0.8μm。平面尺寸为(35±0.01)mm表面粗糙度值为Ra0.8μm。凹圆弧φ(20±0.04)mm轴线对底平面的平行度公差为0.01mm,对侧面的平行度公差为0.01mm。
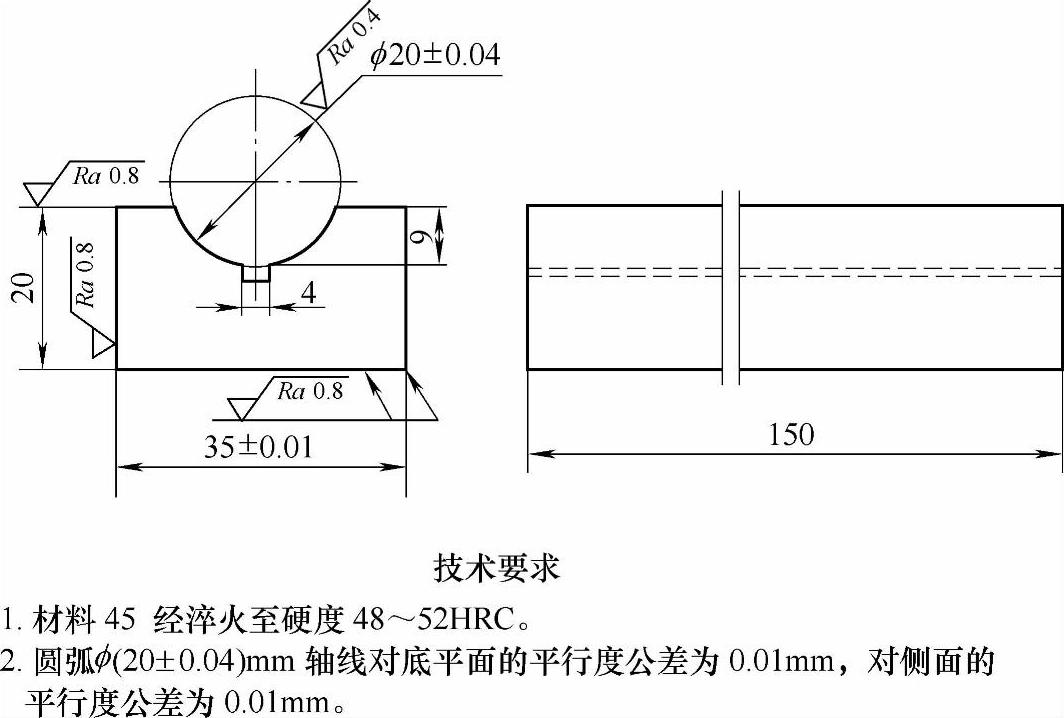
图2-91 圆弧形导轨
2.磨削工艺
工件的凹圆弧导轨面,采用成形砂轮磨削法磨削,需要使用平面磨床的圆弧砂轮修整器,这种卧式修整器在训练5中已有应用。工件磨削要达到平行度公差为0.01mm的要求。
3.工件的定位夹紧
工件用磁性吸盘装夹,定位基准为平面。
4.选择砂轮
砂轮特性:WAF60L。
5.设备选择
选用M7120D型卧轴矩台平面磨床。
二、工件磨削步骤及注意事项
1)在平面磨床上,磨两平面至尺寸20mm,平行度0.01mm。
2)在平面磨床上,磨两平面至尺寸(35±0.01)mm,平行度0.01mm。
3)在平面磨床上,磨凹圆弧至尺寸φ(20±0.04)mm。磨削前,用砂轮圆弧修整器修整成形砂轮。修整时,先调整修整器上金刚石尖端的位置。如图2-92所示,修整R值凸圆弧,调整量块尺寸为H=A+R,调整金刚石尖端位置。为了获得正确的形面,H尺寸可加一修正值,一般为-0.01~0.015mm。(https://www.xing528.com)
磨削时,找正工件侧面平行度在0.01mm内;并调整砂轮横向位置,使砂轮圆弧与工件圆弧中心对准。凹圆弧面分粗磨、半精磨、精磨至尺寸。
注意事项:
1)修整圆弧砂轮时,修整器应紧固在磁性吸盘上,金刚石的摆动平面应与砂轮中心径向平面重合,如图2-93所示。砂轮的形面要修得对称,如图2-94所示。
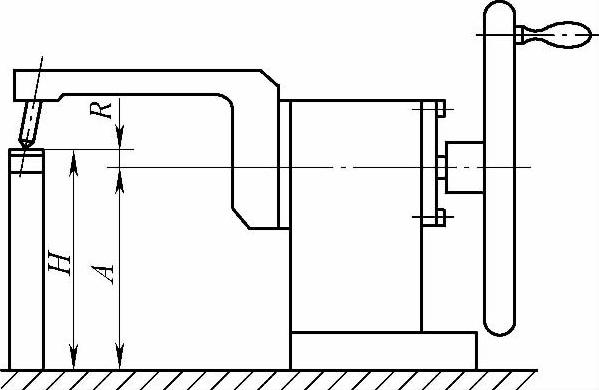
图2-92 调整砂轮圆弧修整器
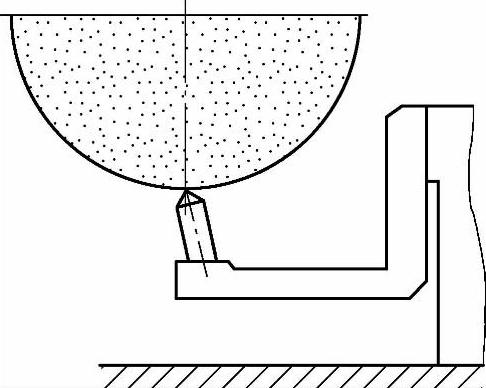
图2-93 金刚石摆动平面与砂轮径向平面重合
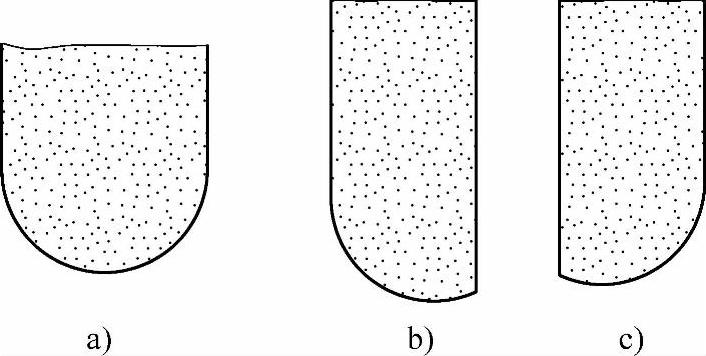
图2-94 砂轮形面
a)对称 b)、c)不对称
2)圆弧磨削容易产生工件表面烧伤,注意加强对工件的冷却润滑,并减小吃刀量。
3)凹圆弧中心对二侧面中心平面的对称度应控制在0.03mm内。
4)为了获得正确的形面,修整砂轮时砂轮的凸圆弧半径应比工件的凹圆弧半径尺寸小0.010~0.015mm。用尖角的金刚石修整砂轮。
三、精度检验及误差分析
在被测导轨上置一圆柱心轴,即可在平板上用指示表测量导轨的平行度误差。
使用心轴测量对称度误差,分别将工件两侧置于平板上,指示表测量心轴上素线处的两个读数差,即为对称度误差。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。