



一.工艺准备
1.分析图样
图2-44所示为角度块,材料为40Cr,热处理淬火硬度58HRC。此角度块是三等分结构。三处角度为60°±10″,平面度公差为0.002mm,表面粗糙度值为Ra0.1μm。两平面尺寸为(20±0.01)mm,垂直度公差为0.01mm,表面粗糙度值为Ra0.4μm。
2.磨削工艺
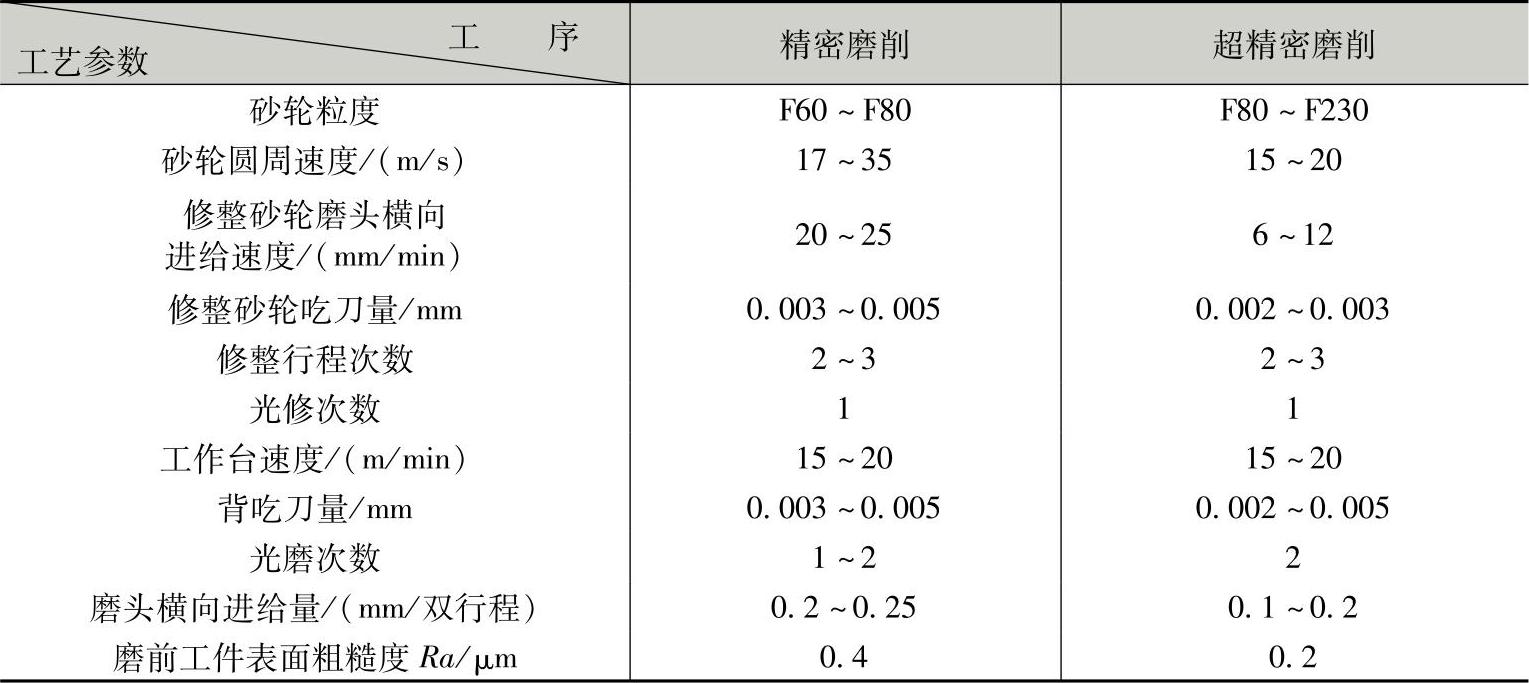
角度块的磨削工艺分析见表2-25。零件的主要磨削表面为三等分表面,其角度偏差为±10″。为了达到三等分精度要求,选择A面为定位基准。以找正测量的方法精密磨削三等分表面,并使平面与A面保持垂直。三等分表面的磨削加工划分成粗磨、精磨和精密磨削三个阶段,使表面粗糙度值达到Ra0.1μm。平面低表面粗糙度值磨削的工艺参数见表2-26。
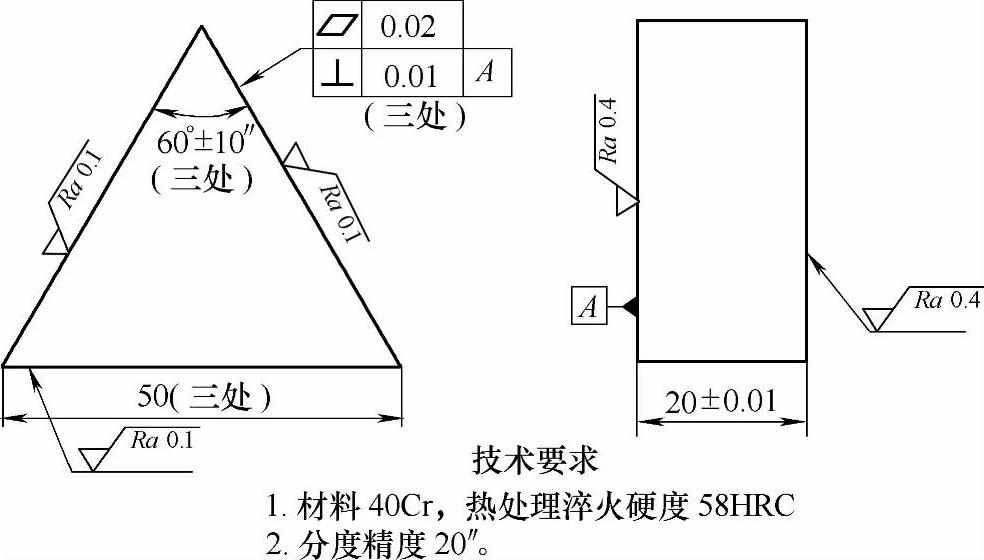
图2-44 角度块
表2-25 角度块磨削工艺分析表
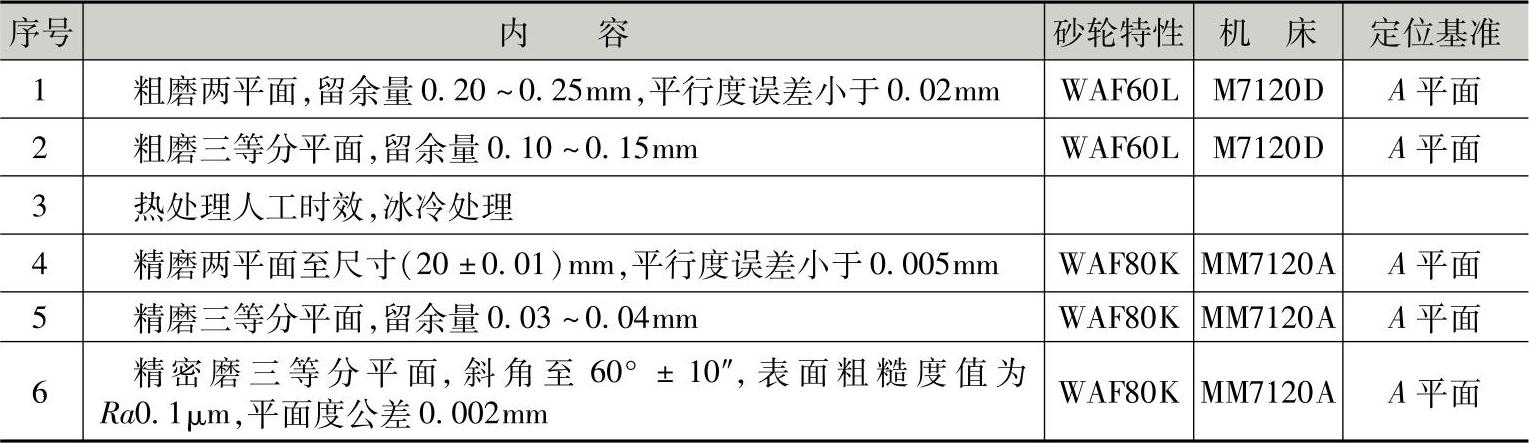
表2-26 平面低表面粗糙度磨削工艺参数
3.工件的定位夹紧
1)磨两平行平面时,工件以A面为定位基准,在磁性吸盘上装夹。
2)粗磨三等分平面时,工件用专用夹具在磁性吸盘上装夹。如图2-45所示,工件由成60°斜角的支承板定位,用螺钉夹紧。精磨和精密磨削时,工件则采用找正法在精密平口钳上装夹,工件经找正、测量后,磨削达到加工要求。本工艺的特点是以精密磨削代替原研磨工序,使工件达到高的加工精度。
4.选择砂轮
砂轮特性:WAF60L、WAF80K。
5.选择设备
粗磨用M7120D型卧轴矩台平面磨床,精磨、精密磨选用MM7120A型精密平面磨床。
二、工件磨削步骤及注意事项
1)粗磨两平面,留余量0.20~0.25mm。两平面的平行度误差小于0.02mm,表面粗糙度值为Ra0.8μm。
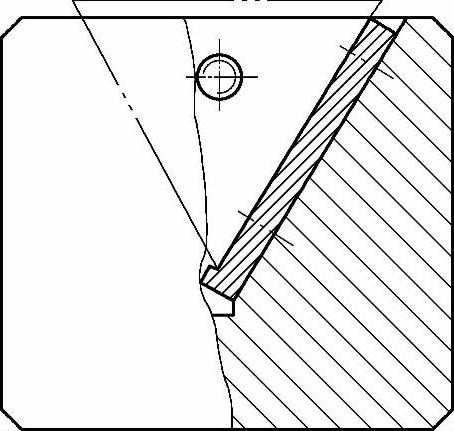
图2-45 磨角度块专用夹具
2)粗磨三等分平面。工件在专用夹具上装夹(图2-41),分度粗磨三个平面,每面留余量0.10~0.15mm。三处50mm尺寸保持同大,公差为0.01mm,斜角偏差为±15″。
工件经热处理人工时效和冰冷处理以后,在精密平面磨床上精磨平面。
3)精磨两平面至尺寸(20±0.01)mm,平行度误差小于0.005mm。(https://www.xing528.com)
4)精磨三等分平面。工件用精密平口钳装夹,并用指示表找正角度至60°±10″,磨三等分平面,留余量0.03~0.04mm。
5)用指示表找正加工面,精密磨三等分平面的角度至60°±10″,表面粗糙度值为Ra0.1μm,平面度公差为0.002mm。
注意事项:
1)由于A平面为主要定位基准,故工艺要求其平行度误差小于0.005mm,以减小定位误差对60°角的影响。
2)精磨时注意冷却工件,防止烧伤工件表面。
3)精密磨削平面时,要精细修整砂轮磨粒微刃。金刚钻尖角φ为70°~80°,修整速度取20mm/min。砂轮工作面应光修整一次。
4)使用切削液过滤装置净化切削液,防止产生表面划痕。
5)找正量按下式计算:a=ΔαL/2×105(Δα——角度误差,单位为″;L——测量长度,单位为mm)。
三、精度检验及误差分析
精度检验是采用自准直仪比较测量法测量零件的角度误差。
自准直仪是一种装有目镜的平行光管的光学测角仪。当位于物镜焦面上的分划板被光源照亮后,从分划板发出的光,经物镜即形成平行光束。若在平行光管物镜前面放一反射镜,则从物镜出来的平行光,经反射镜反射回来,进入物镜,仍能在分划板所在的焦面上成像,这种现象就是“自准直”。
图2-46a所示为双分划板型自准直仪。由光源8发出的光经绿色滤光片7后照亮十字线分划板6上的十字线。此十字线经立方直角棱镜9,再经两个反射镜10和11进入物镜12成平行光束,并由反射镜反射,再经物镜12成像于活动分划板2上。当反射镜与光轴垂直时,十字像重合(图2-46b)。在活动分划板2的下方有一带刻度的固定分划板,其中字标“10”为十字线中心原点。当反射镜对光轴有一个微小倾角时,则十字线像将偏离字标“10”。自准直仪测微鼓轮的分度值为0.005/1000(角度1″)。
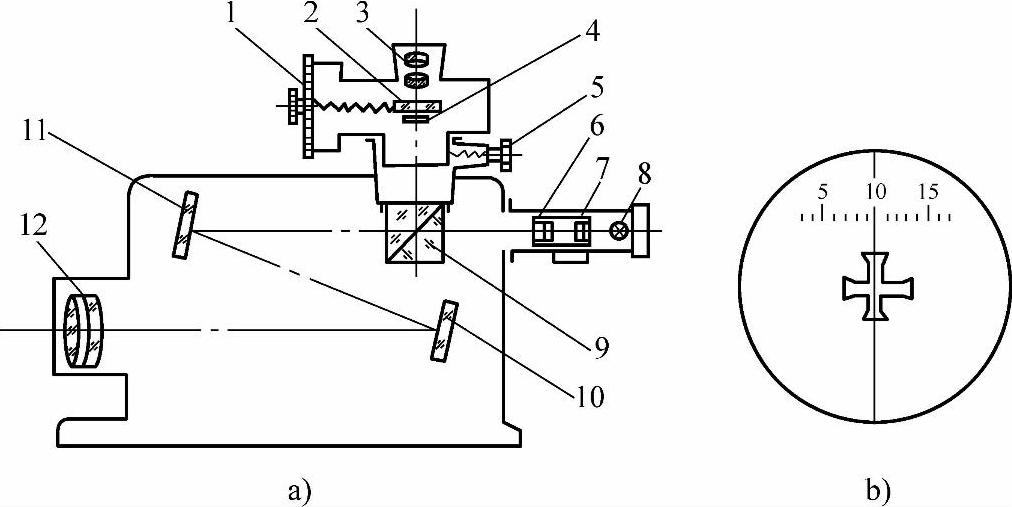
图2-46 自准直仪的结构
1—测微鼓轮 2—活动分划板 3—目镜 4—固定分划板 5—定位螺钉 6—十字线分划板 7—滤光片 8—光源 9—立方直角棱镜 10、11—反射镜 12—物镜
图2-47所示为用自准直仪测量角度误差的方法。先用标准角度块校正两个自准直仪,使自准直仪的光轴分别与被测平面相垂直。然后把工件放在平板上比较测量,校正工件位置使一自准直仪的光轴与被测平面相垂直,即使一自准直仪的十字像重合;则另一自准直仪的测微鼓轮读数,即为角度误差。
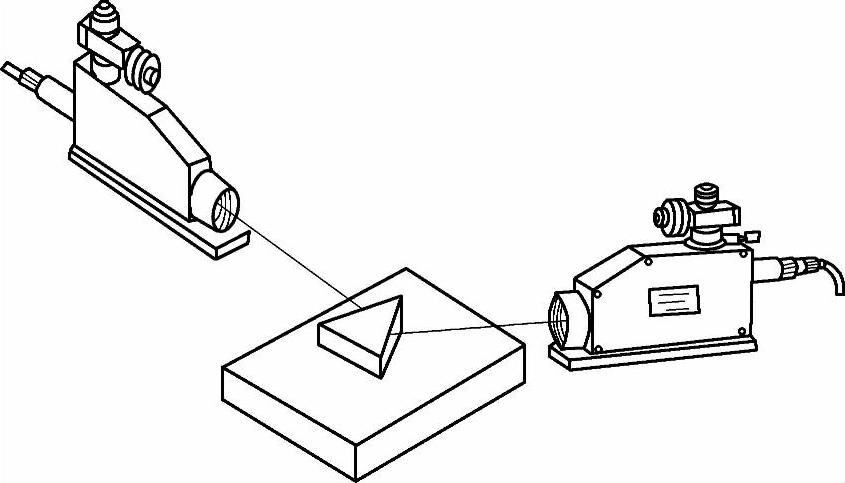
图2-47 用自准直仪测量角度
使用自准仪进行测量时,应注意以下事项:
1)在测量过程中,自准仪主体要固定,不能有任何位移,否则将影响测量结果。
2)自准仪接通电源后,使工件被测面对正物镜,并使十字像出现在目镜的正中或附近。
3)将目镜座调整至测量水平面角度的位置。
4)正确判断误差的大小,各面的测量读数要分别记录,以便再找正装夹,修磨工件的角度面至精度要求。
对角度块除角度检验外,还要进行精度检验,包括用电动轮廓仪检验表面粗糙度和用平镜以光波干涉法检验平面度误差。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。