



在多种复杂零件的磨削中,常要使用磨床夹具和检测夹具,以满足零件的加工精度要求。这两种夹具,有各自不同的用途。
1.磨床夹具的使用示例
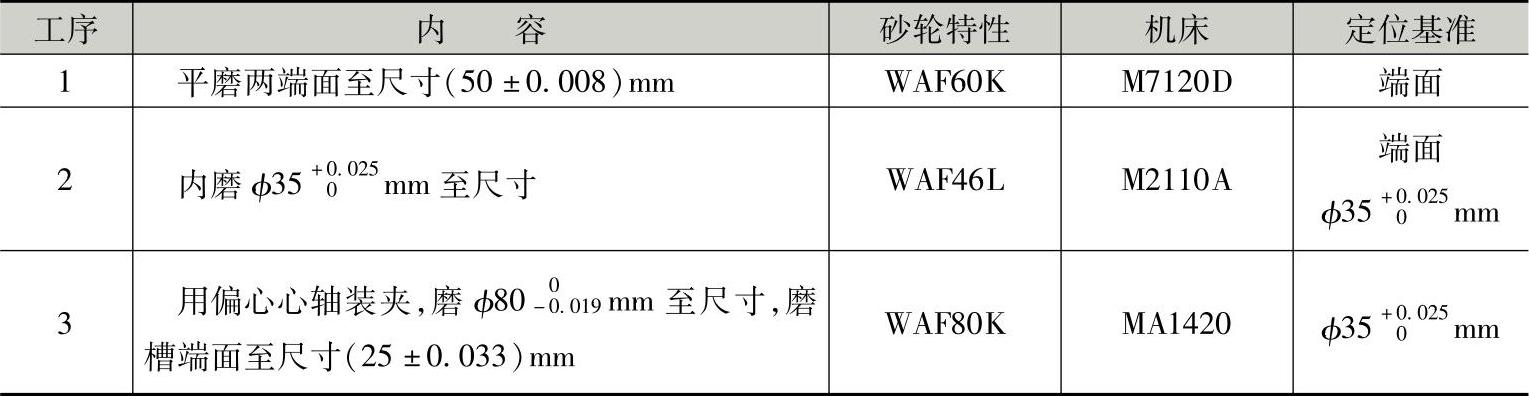
(1)磨偏心凸轮的心轴如图2-17所示的偏心凸轮零件,生产类型为成批生产。磨削工艺分析见表2-6,零件在磨φ35+0.0250mm内孔后,用心轴装夹磨φ8000.019mm外圆及槽端平面。偏心心轴的结构如图2-18所示。工件在心轴上完全定位。心轴的中心孔偏心距设计尺寸为(8±0.01)mm,定位面设计尺寸为φ35-0.005-0.008mm。心轴安装在两顶尖间使用。
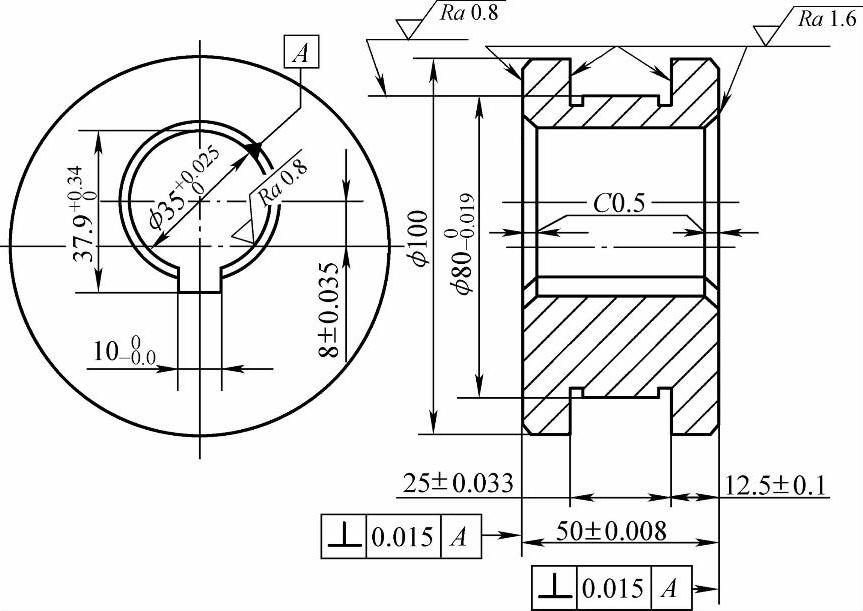
图2-17 偏心凸轮
表2-6 磨削工艺分析表
(2)磨连杆内孔的夹具 图2-19所示为拖拉机发动机的连杆,其中φ48+0.045+0.030mm内孔已加工,需使用夹具装夹磨削φ91+0.0210mm内孔,以保证孔的中心距尺寸(330±0.05)mm和平行度公差0.04mm要求。
图2-20所示磨连杆内孔的夹具。工件以φ48+0.045+0.030mm内孔及其端面为基准在定位销3、支承板1上定位。φ91+0.0210mm内孔已经过车削加工,为了保持加工余量均匀,采用以φ91+0.0210mm内孔本身自为基准,用插销7预定位。工件用螺旋压板6夹紧。为了减小夹具不平衡所导致的离心力对加工的影响,夹具采用平衡块5作静平衡。
夹具用过渡盘4与磨床头架主轴连接。
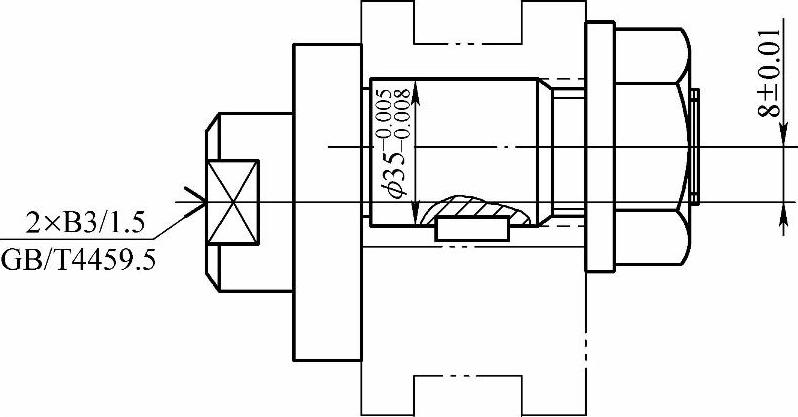
图2-18 偏心心轴
图2-19 拖拉机连杆
(3)磨薄壁套内孔的夹具 图2-21所示为磨薄壁套内孔的夹具。这种夹具为气动夹具,结构较复杂。夹具是利用弹性套筒的锥面受力时的弹性变形来实现自动定心夹紧。夹具的定位精度很高。夹紧时,由气缸活塞经气动拉杆螺钉1、拉环5、弹性套筒4将工件定心夹紧。定位盘6为工件轴向定位元件。
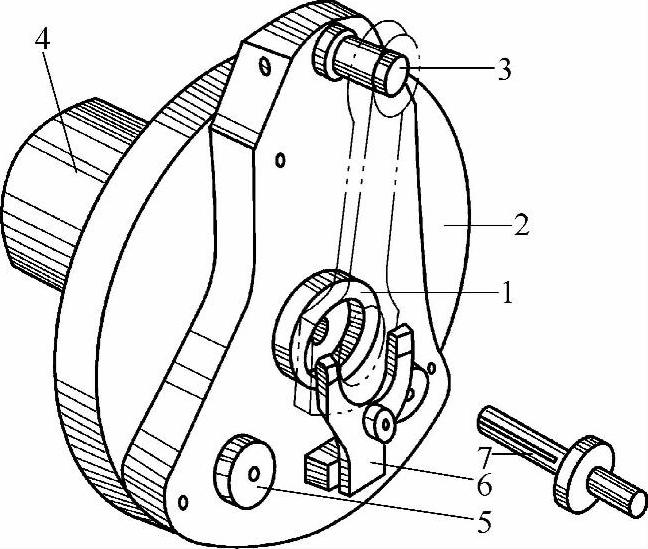
图2-20 磨连杆内孔的夹具
1—支承板 2—夹具体 3—定位销 4—过渡盘 5—平衡块 6—螺旋压板 7—插销
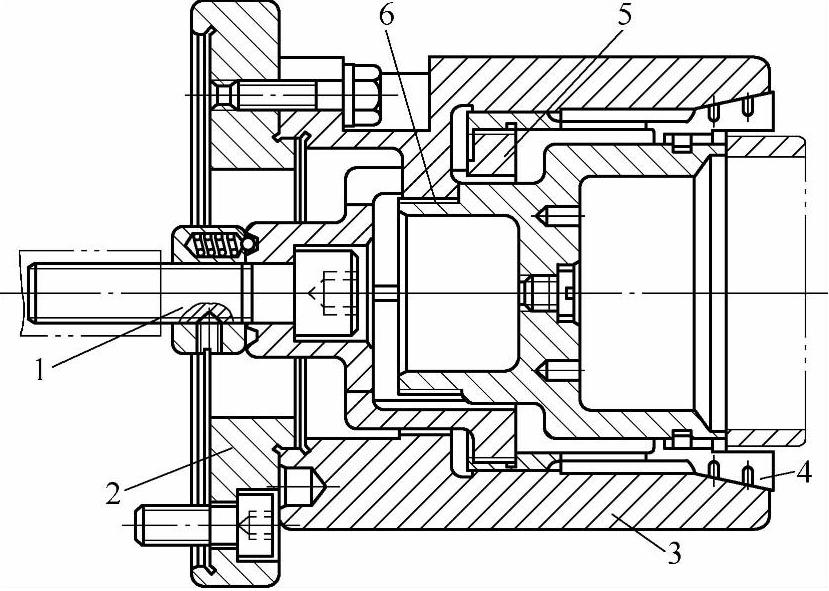
图2-21 磨薄壁套内孔的夹具
1—气动拉杆螺钉 2—过渡盘 3—夹具壳体 4—弹性套筒 5—拉环 6—定位盘
夹具用过渡盘2与磨床头架主轴连接。气动夹具有很高的劳动生产率。
(4)电磁夹具 图2-22所示为电磁夹具,可用来磨削镶条等平面零件。夹具使用时,根据正弦原理使工作台7倾斜,以磨削工件的斜面。工作台可在两个方向上倾斜角度。顺时针转动转轴1,可使凸轮2顶起电磁工作台的垫板3,以使工作台在长度方向的倾斜;转动转轴4,通过凸轮5将电磁工作台顶起,则可使工作台在宽度方向倾斜。
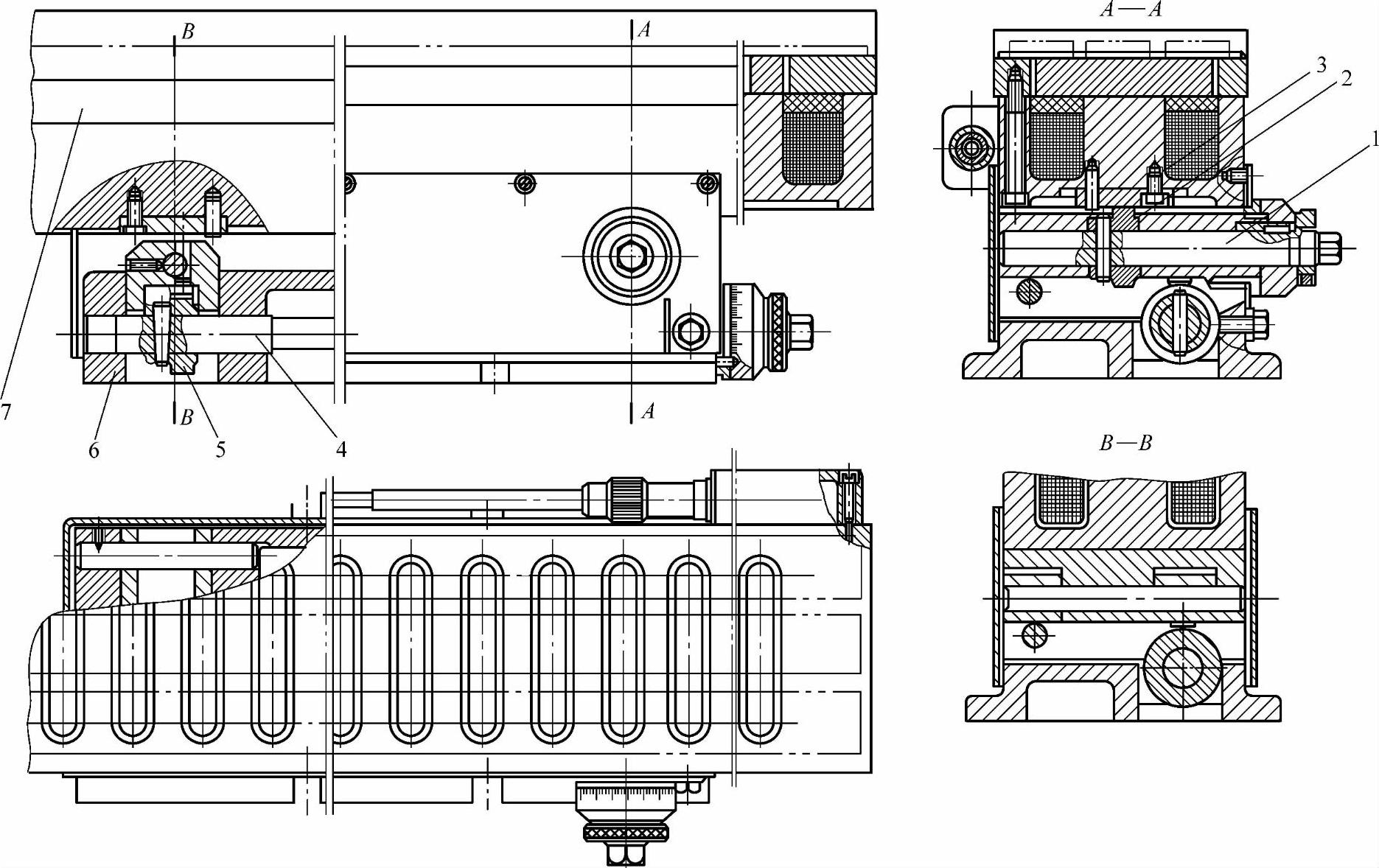
图2-22 电磁夹具
1、4—转轴 2、5—凸轮 3—垫板 6—底座 7—电磁工作台(https://www.xing528.com)
(5)刃磨铣刀片的成组夹具 图2-23所示为刃磨铣刀刀片的成组夹具。用支承板5及定位销7将刀片定位,再用偏心轮2和压板1夹紧。如图2-23b所示的定位组件可更换,将其安装在夹具的夹具体3上,并用圆柱销6相对定位,最后由螺钉紧固。可按加工铣刀片的角度需要,成组设计更换的定位组件。
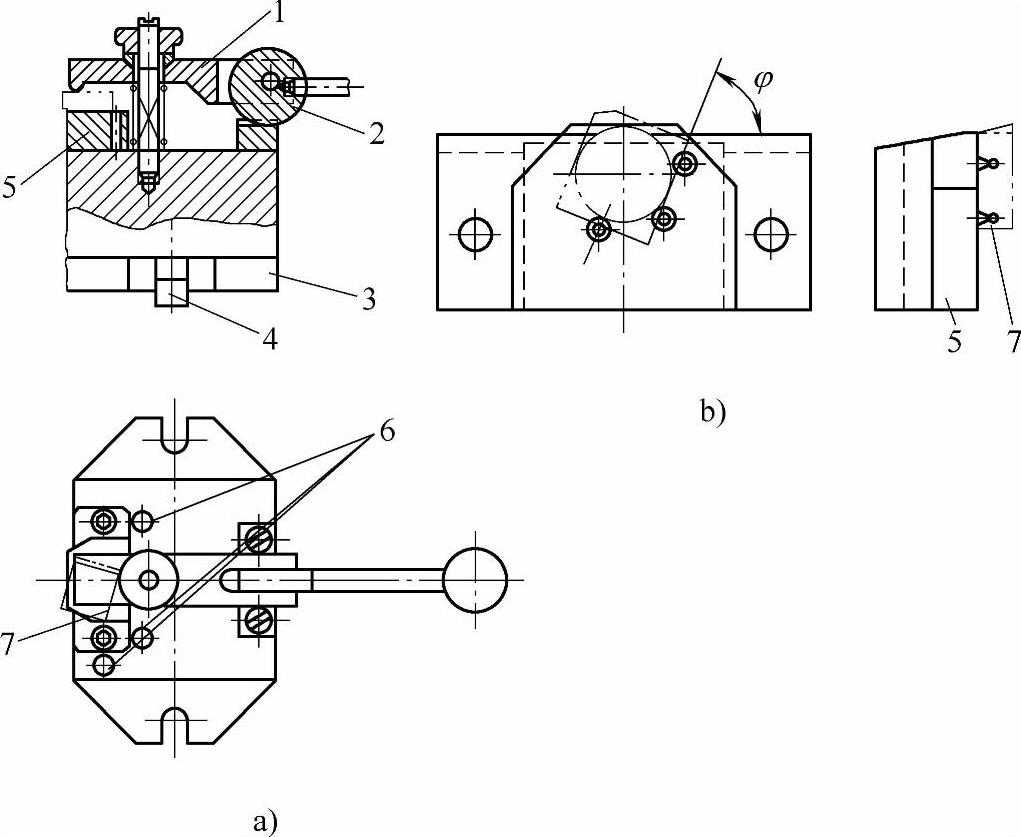
图2-23 刃磨铣刀片成组夹具
1—压板 2—偏心轮 3—夹具体 4—定位键 5—支承板 6—圆柱销 7—定位销
成组夹具是按相似性原理设计的夹具,它主要由基体部分、可调整和更换的部分组成。成组夹具的特点是工艺以及工件的装夹方法的相似,故在一个夹具上可装夹多种相似的零件(零件族),进行成组加工。
(6)磨齿轮孔夹具 图2-24所示为磨削螺旋齿圆锥齿轮内孔的夹具。工件的定位面是螺旋圆锥齿,定位相当困难。夹具用六个定位圆锥销定位,由于定位点较多,故要求工件齿面有较高的精度。夹紧时由拉杆4通过拉板2带动三个压板3将工件夹紧。当工件加工完成后,使拉杆右移,三个压板3上各带有一个滚轮5并装有拉簧6,故在空位盘斜面的作用下,压板径向张开,从而可方便地取下工件。夹具采用气动夹紧。
图2-25所示为磨齿轮内孔夹具。工件是直齿圆锥齿轮,夹具用五个钢球1定位。由螺母2经过导套3、压板4将工件夹紧。由于导套3开有人字形槽,且压板也制成人字形,故可以快速装卸工件。加工完毕,松开螺母2,弹簧5使导套后退,再将压板转60°,使压板人字形与导套人字形槽对齐,即可把压板连同工件一起取出。
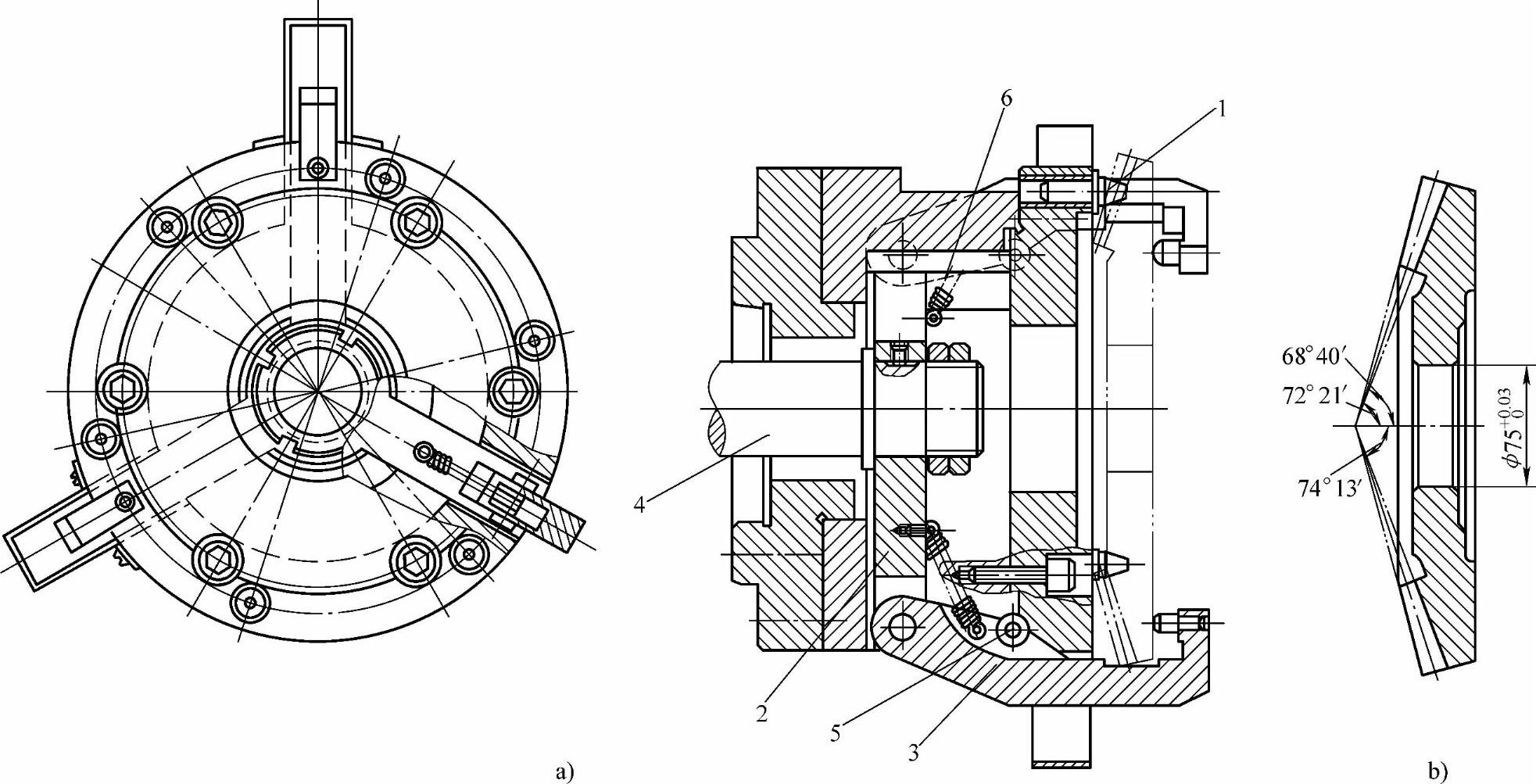
图2-24 磨削螺旋齿圆锥齿轮内孔夹具
1—定位圆锥销 2—拉板 3—压板 4—拉杆 5—滚轮 6—拉簧
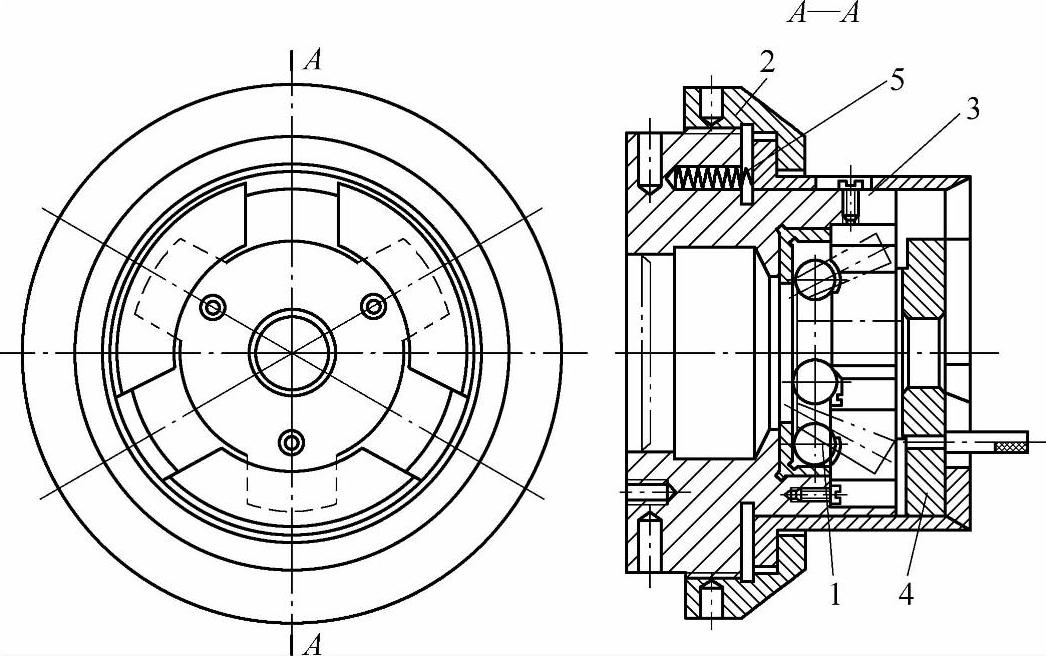
图2-25 磨齿轮内孔夹具
1—钢球 2—螺母 3—导套 4—压板 5—弹簧
齿轮的定位基准为分度圆,夹具的定位点要接触在齿轮齿面的分度圆上,以保证内孔的同轴度加工要求。
(7)磨床可调夹具 图2-26所示为锥柄式磨偏心卡盘,是一种磨削偏心工件的可调整式卡盘,可调偏心量为0~20mm。操作时,先根据工件的偏心量e,按公式sinα=e/2E(E为偏心夹具的偏心量)计算卡盘4相对锥柄1的转角α,然后松开螺母2使卡盘转动α角,再拧紧螺母即可加工。
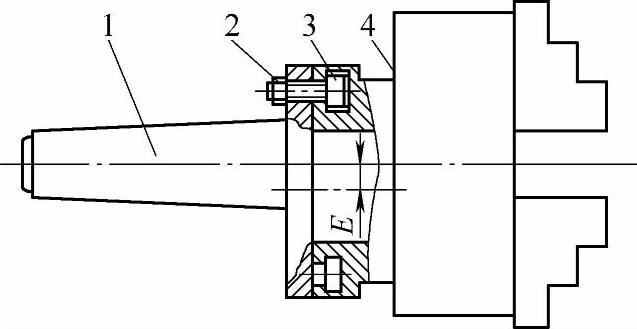
图2-26 锥柄式磨偏心卡盘
1—锥柄 2—螺母 3—T型螺栓 4—卡盘
夹具采用小型卡盘,结构简单,调整方便。
2.检测夹具的使用示例
许多复杂零件的精度检验可使用专用检测夹具。检测夹具主要由定位元件和测量装置组成。如图2-27a所示检测夹具用于测量套类零件内沟槽的直径尺寸。检具主要由指示表1、测杆2、心轴体4、钢球5、杠杆6、按钮7等组成。测量时,按下按钮7使心轴体4推入工件孔中,由测杆2经杠杆6、指示表1可获得槽的深度尺寸,然后用比较法求得槽的直径尺寸。
如图2-27b所示的检测夹具用于套类零件精度的综合测量。检测夹具的定位元件是支承8、心轴9。转动工件可测量套的径向圆跳动、轴向圆跳动两项精度。
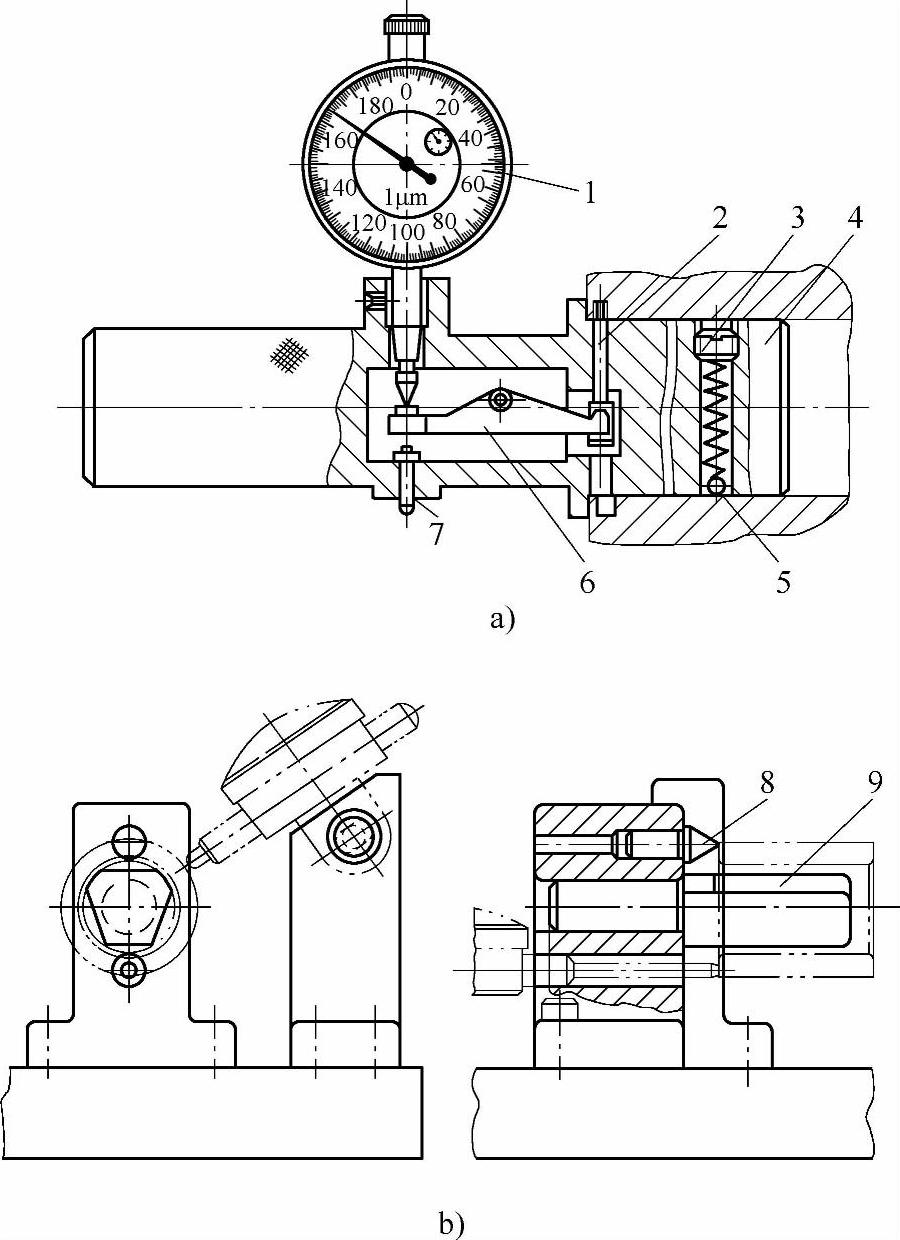
图2-27 检测夹具
1—指示表 2—测杆 3—压紧螺母 4—心轴体 5—钢球 6—杠杆 7—按钮 8—支承 9—心轴
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。