



1.样板的磨削
样板是常用的测量工具,通常是在工具车间单件、小批制造。
图2-1所示为曲线样板,在光学曲线磨床上采用仿形法磨削。
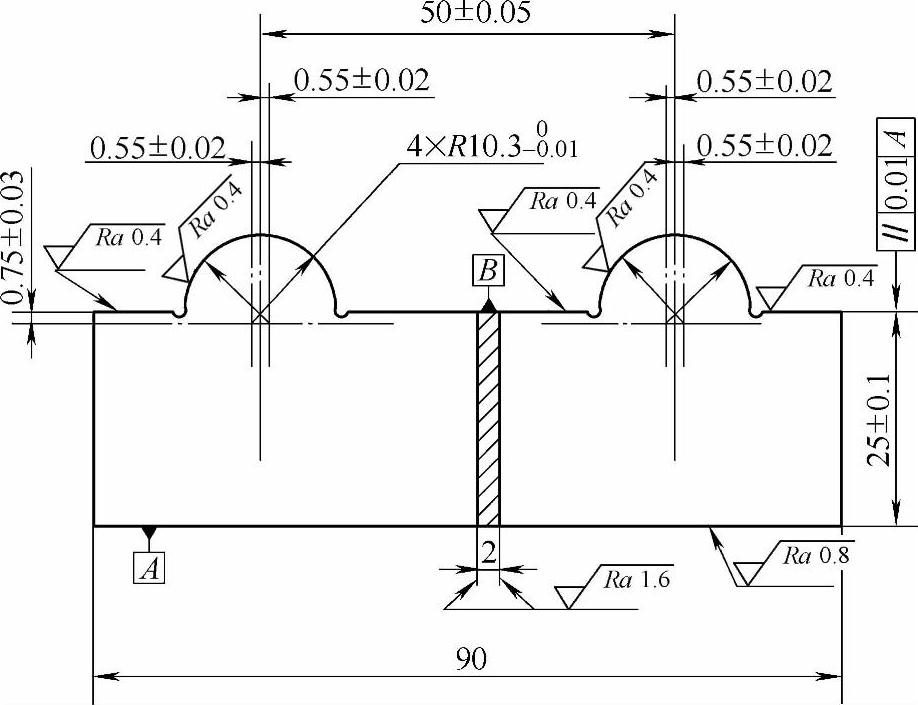
图2-1 曲线样板
光学曲线磨床是由光学投影仪(图2-2)与曲线磨床组合而成的一种机床。其特点是把所需加工的零件曲线绘成光屏放大图,用光学投影仪的物镜放大若干倍后,且使之呈现在磨床投影屏幕上。同时,通过透射照明,将工件的加工轮廓及砂轮投射在屏幕上。磨削时,按屏幕上放大图的曲线(图2-3),相应沿x、y向移动进给砂轮,用砂轮仿形磨除零件投影的影像与光屏放大图曲线复合后的多余部分,即可获得理想的曲线。在工具制造车间,光学曲线磨床广泛地应用于各种成形面的加工中。
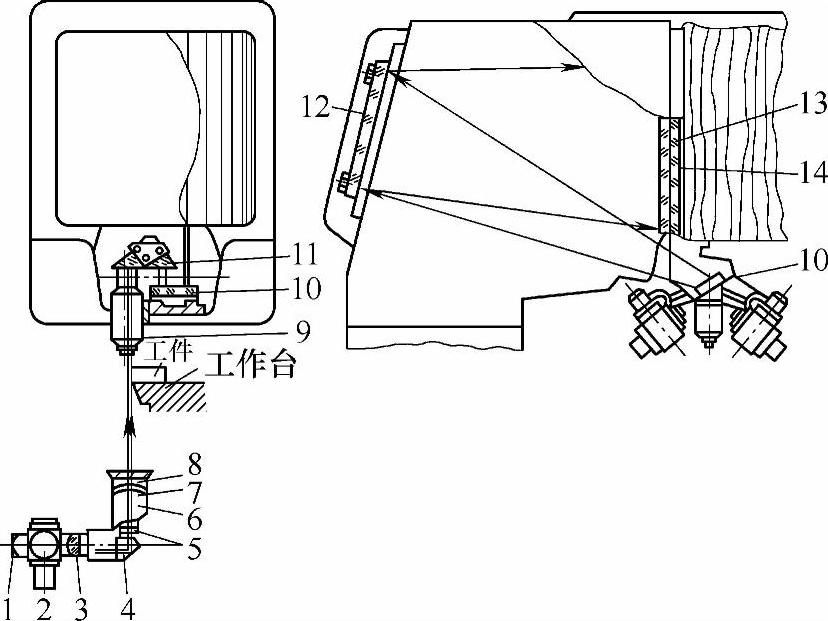
图2-2 光学曲线磨床的光学投影仪
7—平行光组 8—保护玻璃 9—物镜 10—反射镜 11—五棱镜 12—大反射镜 13、 14—平板玻璃
常见的光学曲线磨床有下列三种形式:
1)双手轮操作形式,如M9015型光学曲线磨床。这类机床通过两小滑板进给手轮作仿形磨削,合成曲线。
2)单手轮操作形式,如M9020型光学曲线磨床,由单手轮同时控制两坐标进行仿形磨削。这类机床通过液压传动系统的液压马达和变量泵进行磨头两坐标液压缸进给量的调节,可磨削各种曲线表面。
图2-3 磨削样板的曲线
3)数控形式,如MK9020型数控光学曲线磨床。数控曲线磨床CNC具有三坐标计算机控制系统,分辨率为1μm,可作两坐标联动连续轨迹磨削,另一坐标控制砂轮修整器,可随时进行砂轮修整补偿,确保工件的加工精度。这种磨削形式代表了当代先进制造技术的发展水平,此类磨床是现代成形磨削的重要设备之一。
目前,企业常用的是双手轮操作和单手轮操作光学曲线磨床。如M9020型光学曲线磨床用单手柄控制X、Y向坐标,合成进给磨削样板成形面。操作时先打开光学指示仪旋钮,使光屏产生数条光学指示线,以便于操纵观察进给方向。然后选择磨削进给速度,且调整和寻找出砂轮与工件的磨削点和磨削面的接刀点,使光学指示线与曲线轮廓的磨削方向相平行,进行自动跟踪磨削。若某一段曲线磨得不够理想时,可关闭滑座合成运动捏手,改用操作两个微量补偿手柄对X、Y坐标作补偿进给,直到磨削达到要求为止。磨削直线段时,只要将一方向选择手柄调至停止位置上,将另一方向选择手柄调至自动位置上即可。
2.马更生轴承的磨削
图2-4所示为马更生轴承,异形零件,结构复杂。它用作螺纹磨床砂轮主轴的动压滑动轴承(3油楔)。轴承的外套用低碳钢制成,轴承内表面用锡青铜离心浇铸而成。轴承外表面为圆锥形,工作面由3条互成120°凸起的弧面组成。
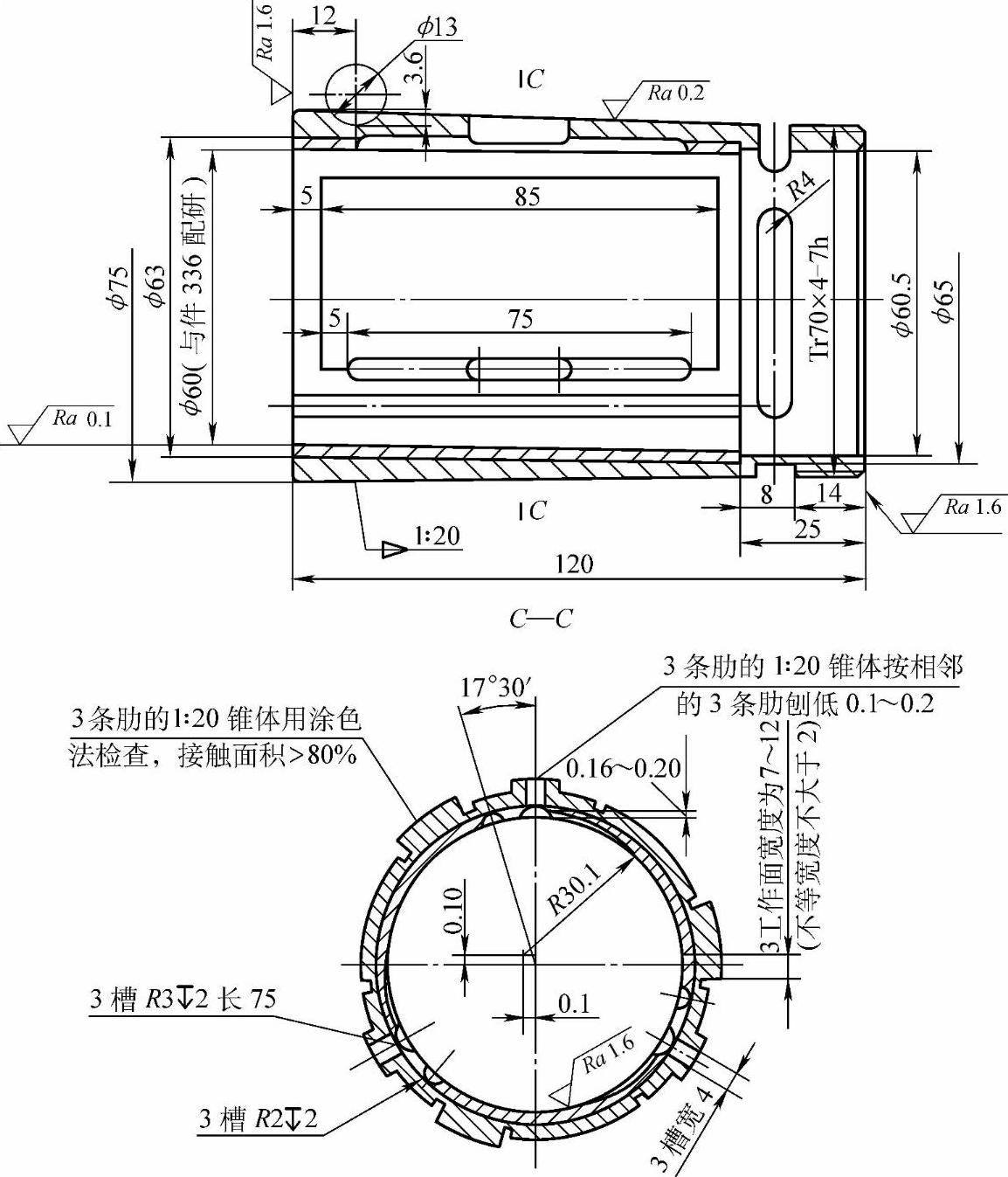
图2-4 马更生轴承
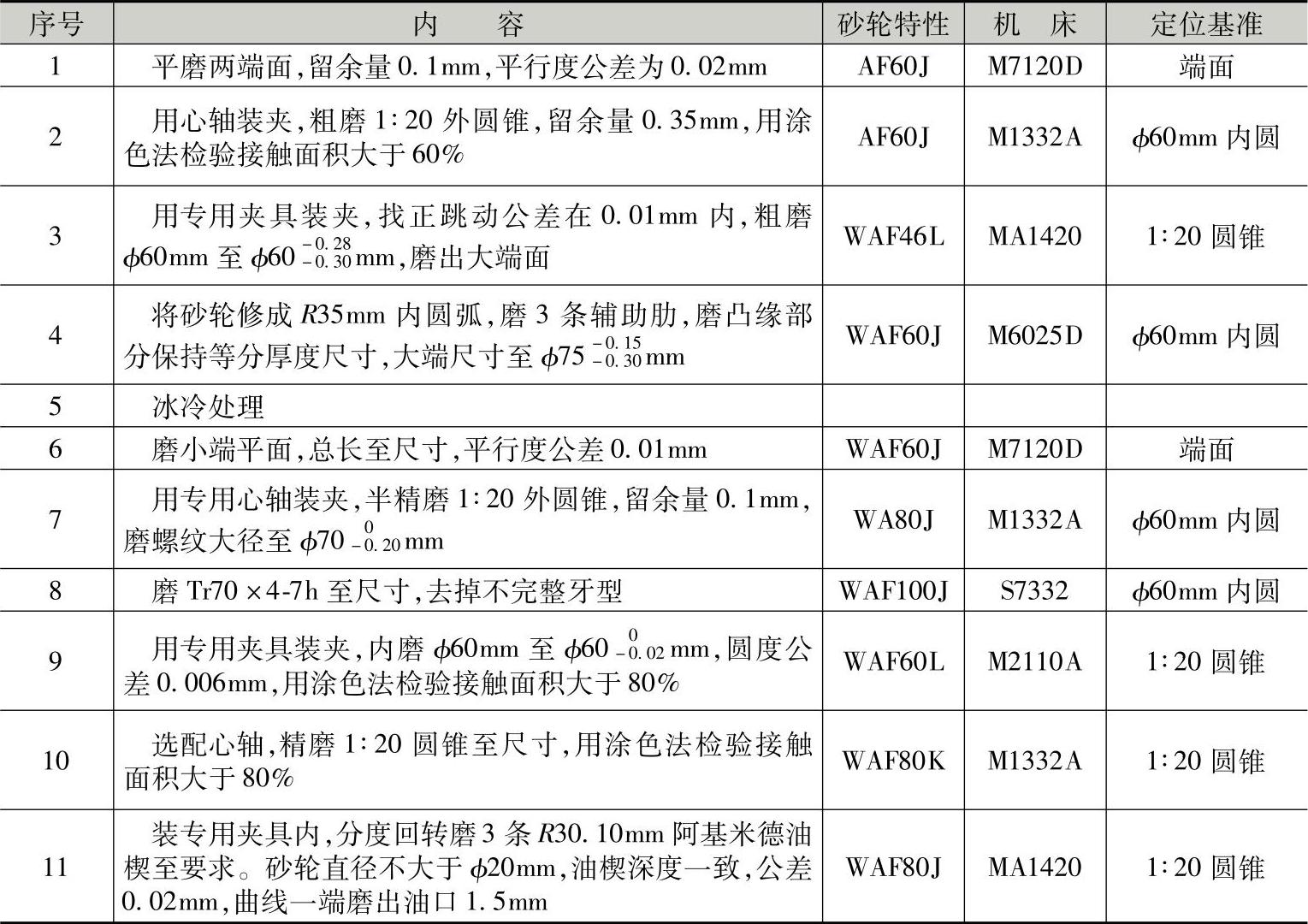
马更生轴承的工作原理是利用轴承螺母的锁紧拉力,使其工作面产生薄壁的弹性变形,在轴承内孔形成3个动压油楔,以支撑砂轮主轴。其磨削工艺见表2-
1。工件的形状非常复杂,且是薄壁的弹性体,磨削工艺有许多难点。
1)粗磨锥度为1∶20外圆锥时,工件用专用心轴装夹,要注意减小装夹变形误差。精磨时则应选配合适的心轴直径,使心轴工作面与φ60mm孔保持接触良好,以保证φ60mm孔与1∶20外圆锥的位置精度要求。这种装夹方法可将工件的装夹变形减至最小。
2)两端面对φ60mm孔的位置精度是由工艺保证的,在磨φ60mm孔时,同时磨出大端面。只进行一次装夹,减少了定位误差对加工精度的影响。在磨另一端面时,则是以大端面为定位基准,使工序基准与定位基准重合。
3)在工具磨床上磨削辅助肋,需将砂轮修整成R35mm的凹圆弧。磨凸缘部分时,注意保持等分厚度尺寸,并将大端尺寸磨至φ75--00..3150mm。磨削时,工件用专用心轴装夹,定位基准为φ60mm孔。
4)轴承的R30.10mm阿基米德油楔与油口连接,以保证润滑油能进入R30.10mm阿基米德油楔面,在主轴旋转时形成动压油膜。故油楔一端要磨出油口1.5mm,且油楔面深度一致。磨3×R30.10mm阿基米德油楔使用偏心式夹具,分度磨削油楔曲面,即用圆偏心代替阿基米德曲线,误差很小。
表2-1 磨削工艺分析表
3.顶尖座的磨削
图2-5所示为顶尖座零件,导轨面的磨削分粗磨、半精磨、精磨,磨削工序较分散。工件用专用磨床夹具装夹,主要定位基准是C面。60°导轨面需精密磨后与尾座零件配磨,要求接触面积大于80%。顶尖座磨削工艺见表2-2。在这类复杂平面零件的磨削加工中,都采用专用夹具装夹,以保证加工精度。
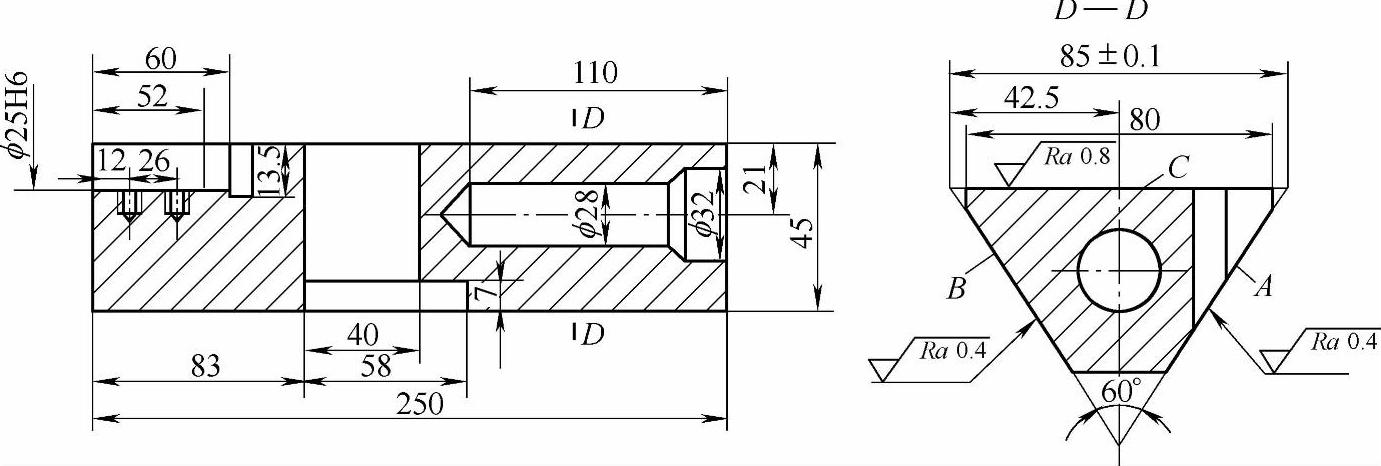
图2-5 顶尖座
表2-2 顶尖座磨削工艺分析表
4.大型零件的磨削
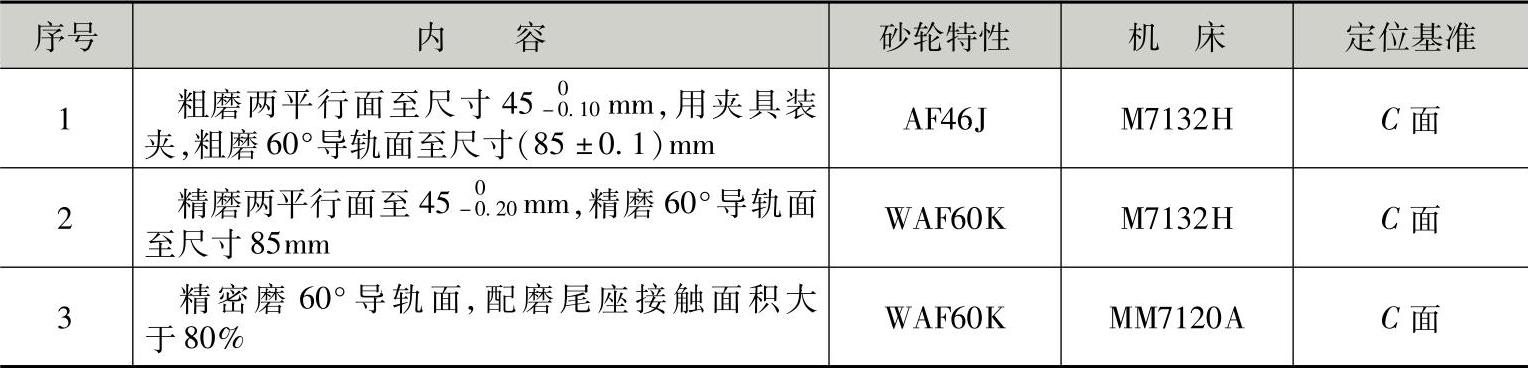
磨削的大型零件有很多种,如大型箱体的平面、导轨面,机体的内孔和大型轧辊等零件的加工。图2-6a所示为大型导轨磨床,用于磨削大型箱体的导轨面。导轨磨削的方式有端面磨削和周边成形磨削两种。目前,数控导轨磨床(周边磨削)已逐步应用于高精度导轨的磨削中,如MK5220型数控导轨磨床。数控导轨磨床的计算机控制系统,控制砂轮位置并控制各砂轮的修整器作形面修整,如磨平面导轨砂轮的修整,磨V形导轨砂轮的修整等,都可达到极高的加工精度。
导轨磨床分落地式、悬臂式、龙门式、定梁龙门式四种。图2-6b为意大利FAVRETTO的CNC数控导轨磨床。有2个磨头以供导轨磨削。
图2-6c所示为大型行星式内圆磨床,可在机床工作台上装夹大型箱体零件。工作台滑座横向可移动920mm。主轴行星轨迹半径可在1.6~39.5mm范围内调节,磨削的内孔直径为φ32~φ368mm,磨孔的深度最大为860mm。
图2-6d所示为大型轧辊磨床。大型轧辊用在钢铁板材的轧制中,轧辊的外圆需经磨削加工。重型轧辊重达7~10t,体积大。轧辊磨床工作台是固定的,工件装在头架和尾座之间,并用中心架支承。工件由头架传动作圆周进给。特殊结构的磨头在纵向滑座上作纵向往复进给并作横向吃刀,磨削轧辊的圆周表面。有些板材的轧制精度很高,故轧辊的磨削精度要求也很高。许多精密的轧辊要在高精度数控轧辊磨床上进行加工,如MG8440B、M8463、M841003、M842500,先进的轧辊磨床如MK8440型数控轧辊磨床等。图2-6e所示为大型双砂轮架端面外圆磨床。
除上述介绍的磨床外,加工大型零件的磨床还有大型外圆磨床、大型曲轴磨床、大型平面磨床等多种。如大型曲轴磨床加工的大型船用曲轴,重71t,长8.03m。其他著名的大型磨床有大型螺纹磨床、大型齿轮磨床(图2-6f)等。如S7450型大型螺纹磨床(图2-6g),可以加工直径为500mm、长5m的精密丝杠。
5.复杂零件的无心磨削
复杂零件无心磨削工艺要求很高,要采用特殊专用的无心磨床,常见的复杂零件无心磨削方式如图2-7所示。这些特殊磨床要专门设计,用于成批、大量生产。图2-7a所示为切入式无心磨床,能磨削带有轴头的圆柱表面,磨削轮宽度大于圆柱表面长度,工件轴向由支承定位,并采用机械手装卸工件。当工件装入后,导轮逐渐自动切入,磨至无火花为止。这种切入无心磨削带有轴头圆柱的无心磨床的结构设计,能满足多种零件的磨削要求。这些零件的特点是圆柱部分的长度远远大于轴头的长度,磨削时以圆柱面为定位基准,定位稳固。
图2-6 加工大型零件的几种磨床
a)大型导轨磨床 b)CNC数控导轨磨床 c)大型行星式内圆磨床 d)大型轧辊磨床
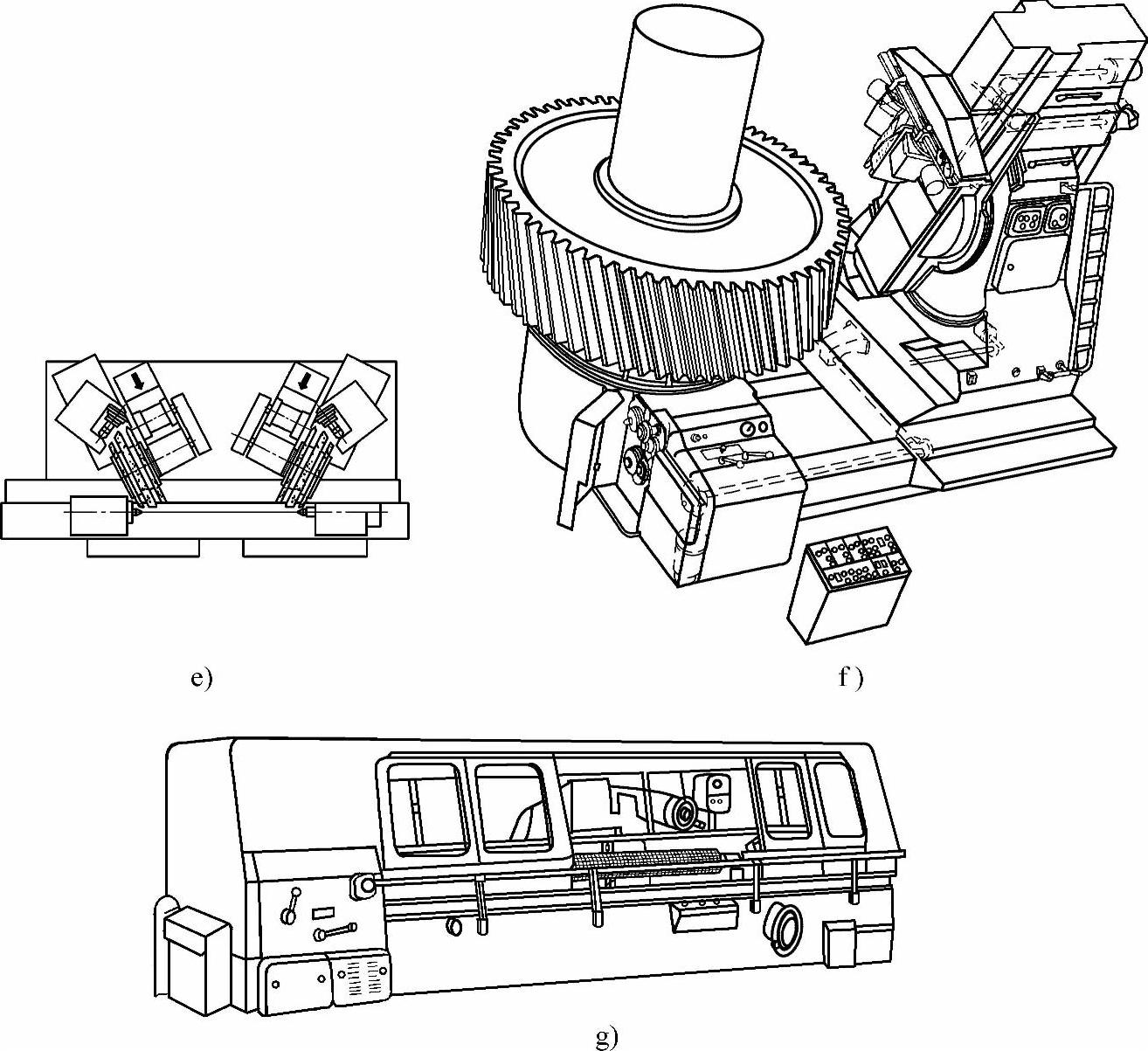
图2-6 加工大型零件的几种磨床
e)大型双砂轮架端面外圆磨床 f)大型齿轮磨床 g)大型螺纹磨床
图2-7b所示为切入式磨削台阶轴的无心磨床。用台阶形的磨削轮磨削各台阶轴的圆柱表面,也可由多片砂轮组合代替台阶形砂轮。砂轮由靠模修整器修整。砂轮磨削面宽度与各圆柱长度相对应。在企业中,加工的台阶轴种类很多,但这种磨床难以满足高精度台阶轴的加工要求,特别是同轴度的公差要求。砂轮经修整后,通常可满足各圆柱的直径尺寸公差的加工要求,公差等级在IT7~IT8之间。
图2-7c所示为切入式成形面无心磨床。砂轮由靠模砂轮修整器磨削成形面。工件形面由球面、圆锥、圆柱等几何要素相连接;砂轮的形面则应与工件形面相对应。导轮应选择适当的部位与工件接触,定位支承也要选择合适的结构,使工件支撑适当。工件形面的精度由磨削轮形面保证。成形无心磨削所用磨削轮的宽度应大于工件被加工面总长度,导轮作连续切入式磨削。
图2-7d所示为切入式十字轴无心磨床。其由两个布置在十字轴两端的磨削轮同时磨削圆柱面。两磨削轮位置距离与十字轴相对应,且与十字轴径向位置相同。砂轮由专用修整器修整,可保证砂轮切入磨削后两边直径尺寸相等。工件的支承是在两边,其轴向定位要避免磨削时发生干涉。磨床配置有上、下料机构,可将工件输送到加工位置进行自动化磨削加工。

图2-7 复杂零件的无心磨削
a)磨削带轴头的圆柱面 b)磨削台阶轴 c)磨削成形面 d)磨十字轴
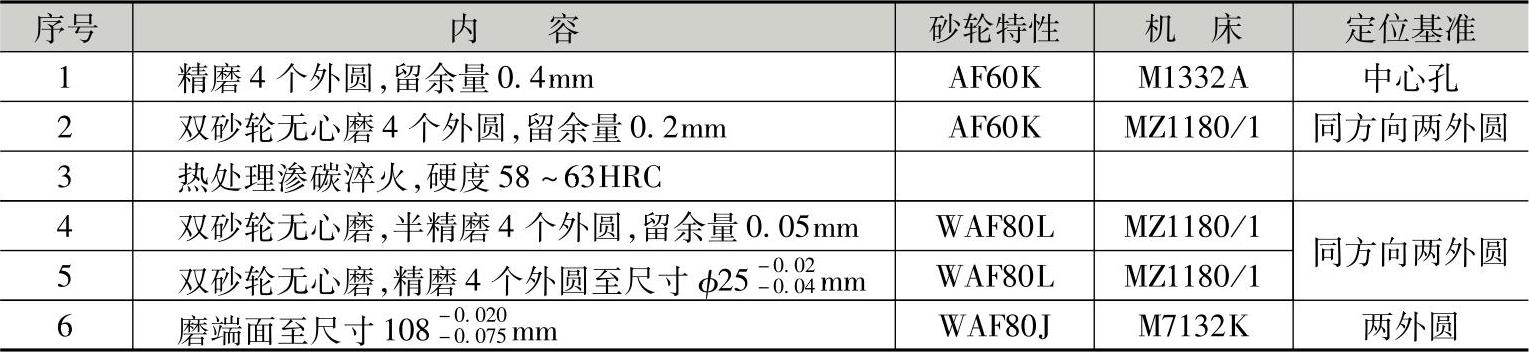
十字轴是汽车主要零件(图2-8),其十字轴的精磨采用双砂轮自动十字轴无心磨床进行加工,十字轴的磨削工艺分析见表2-3。
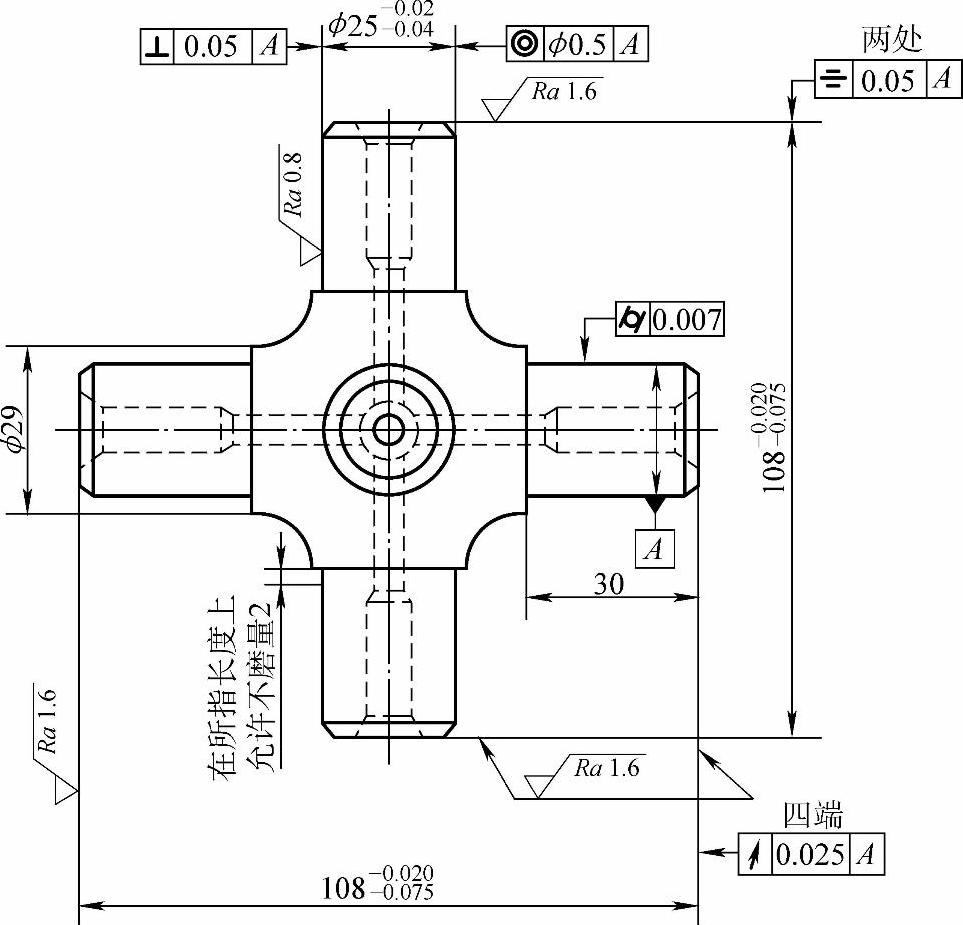
图2-8 十字轴
表2-3 十字轴磨削工艺分析表
6.模具的磨削
在模具制造的精加工工艺中,除内、外圆磨床和平面磨床外,还要使用多种磨床,如模具磨床、工具磨床、光学曲线磨床、坐标磨床等多种磨床。简单冷冲模具的成形磨削,在本教材高级中已作介绍,本文主要介绍复杂成形模具的磨削工艺及坐标磨床的磨削工艺。如图2-9a所示,为结构复杂的凹凸模,材料为Cr12,热处理淬火硬度58~62HRC。图中标记*尺寸按凹模配作,双面间隙为0.03mm。标记**尺寸按凸模配作,双面间隙为0.03mm。该凹凸模的形面就要采用坐标磨床加工。图2-9b所示为冲制薄钢片的复合模具,在坐标磨床磨削时,需使用多种附件。如上海第三机床厂制造的M2945型高精度坐标磨床,主轴采用气液系统往复传动,传动平稳。坐标测量系统由高精度的直线同步感应器和0.5μm分辨率的数显装置组成,定位精度在3μm内。机床由直流伺服电动机和滚珠丝杠传动。加工孔的圆度精度可达0.5μm,表面粗糙度值为Ra0.05μm。坐标磨床是特殊用途的内圆磨床。
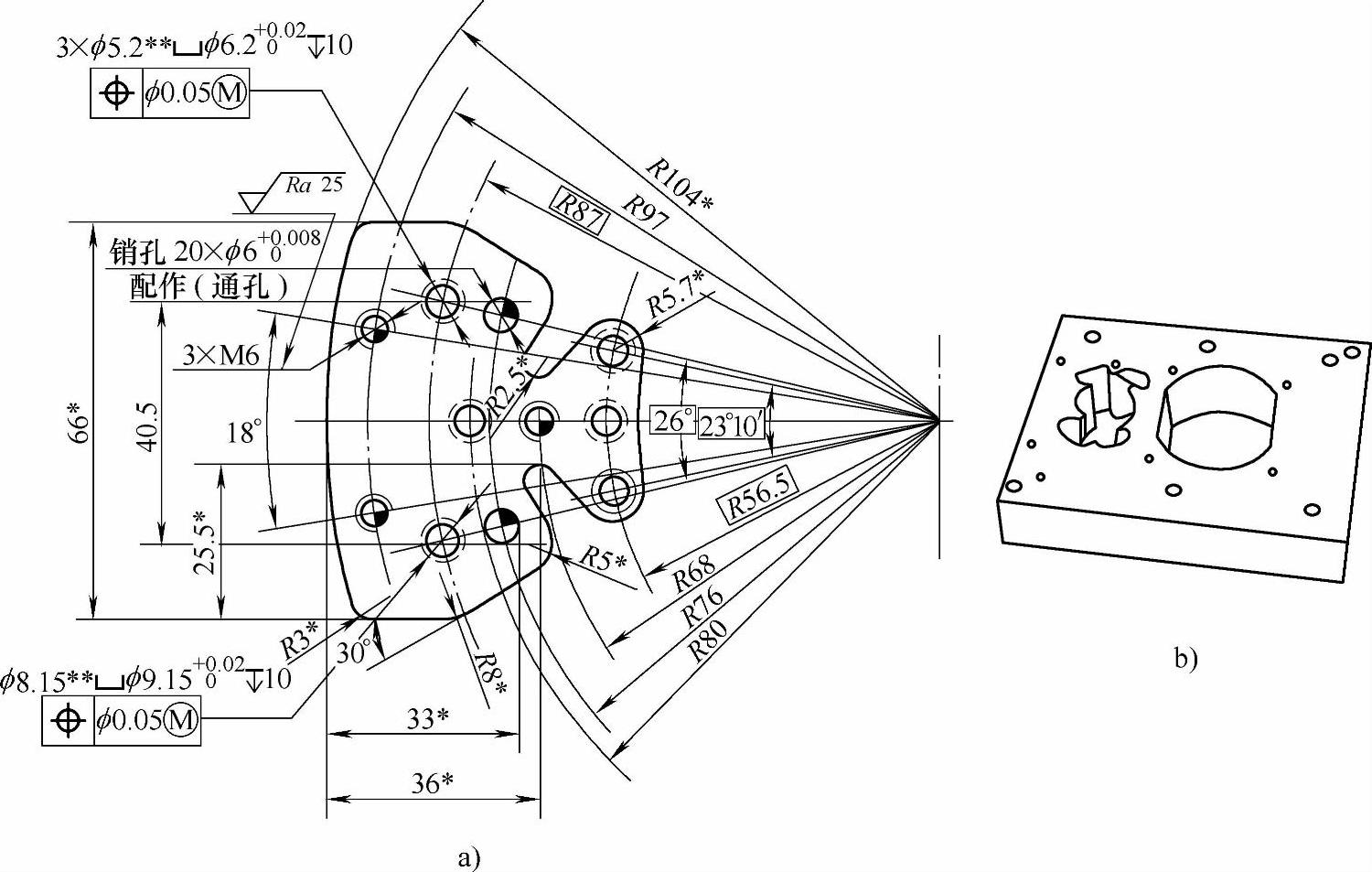
图2-9 凹凸模和复合模具
a)凹凸模 b)复合模具
目前,加工性能最好的是CNC数控坐标磨床,它是现代模具制造的重要设备。图2-10a所示为国外生产的一种龙门式数控坐标磨床,可用3坐标或4坐标实现点位坐标控制和曲线成形轨迹磨削,磨削成形凹模具的内形面。(https://www.xing528.com)
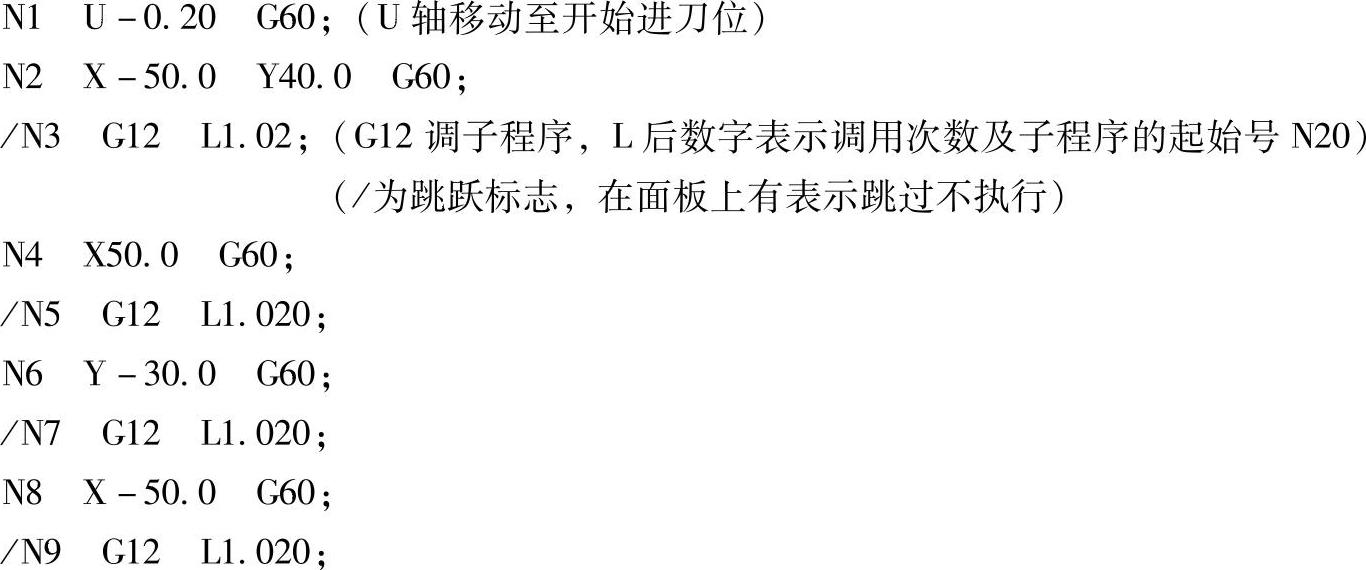
如图2-10b所示为模具的型腔简图,先磨4×16mm坐标孔,然后磨型腔的成形表面。在连续轨迹数控坐标磨床MK2932B上的加工程序如下所述。
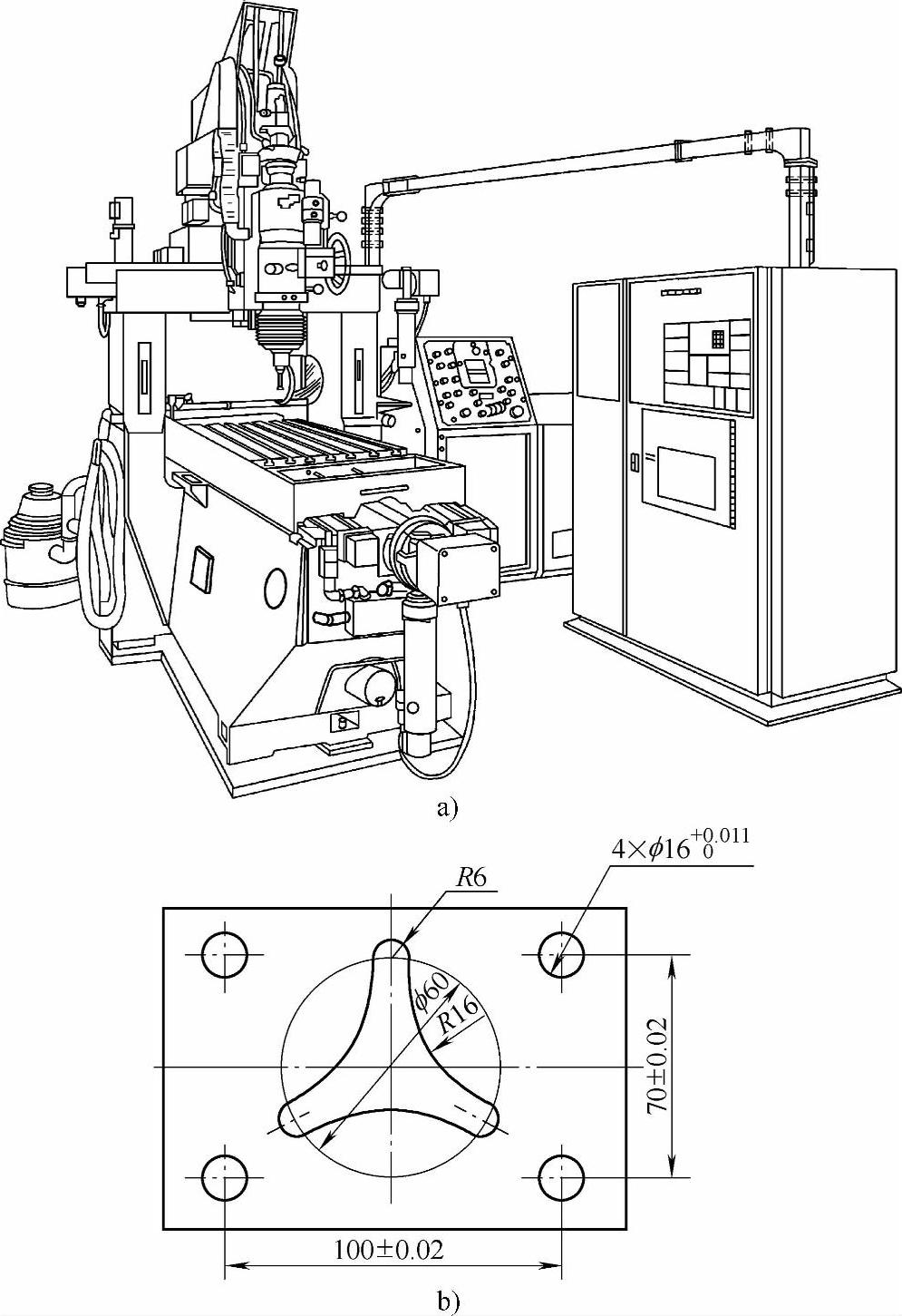
图2-10 CNC数控坐标磨床及磨削实例
a)CNC数控坐标磨床 b)磨削实例
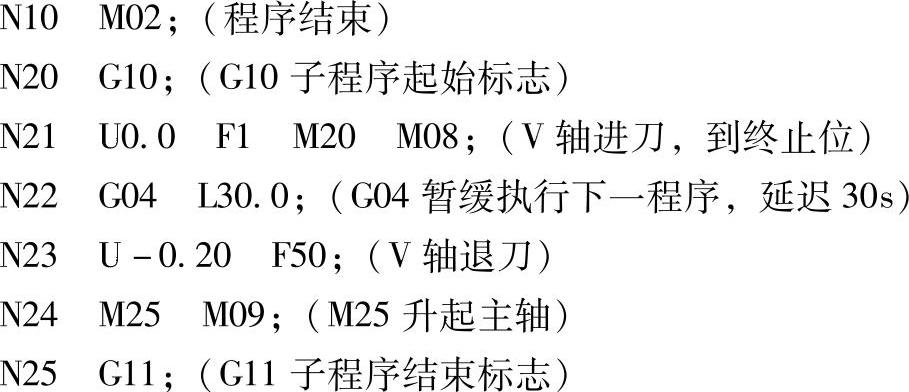
磨4×16mm坐标孔的程序如下:
内腔的磨削调用轮廓轨迹子程序,在轮廓切入处的1/4圆切刀引入,1/4圆切向退出,砂轮直径φ10mm,T1=10.080,T2=10.020,T3=10.00。第一次进刀0.05mm,第二次进刀0.03mm,第三次进刀0.01mm,最后光磨一次。
磨型腔的程序如下:
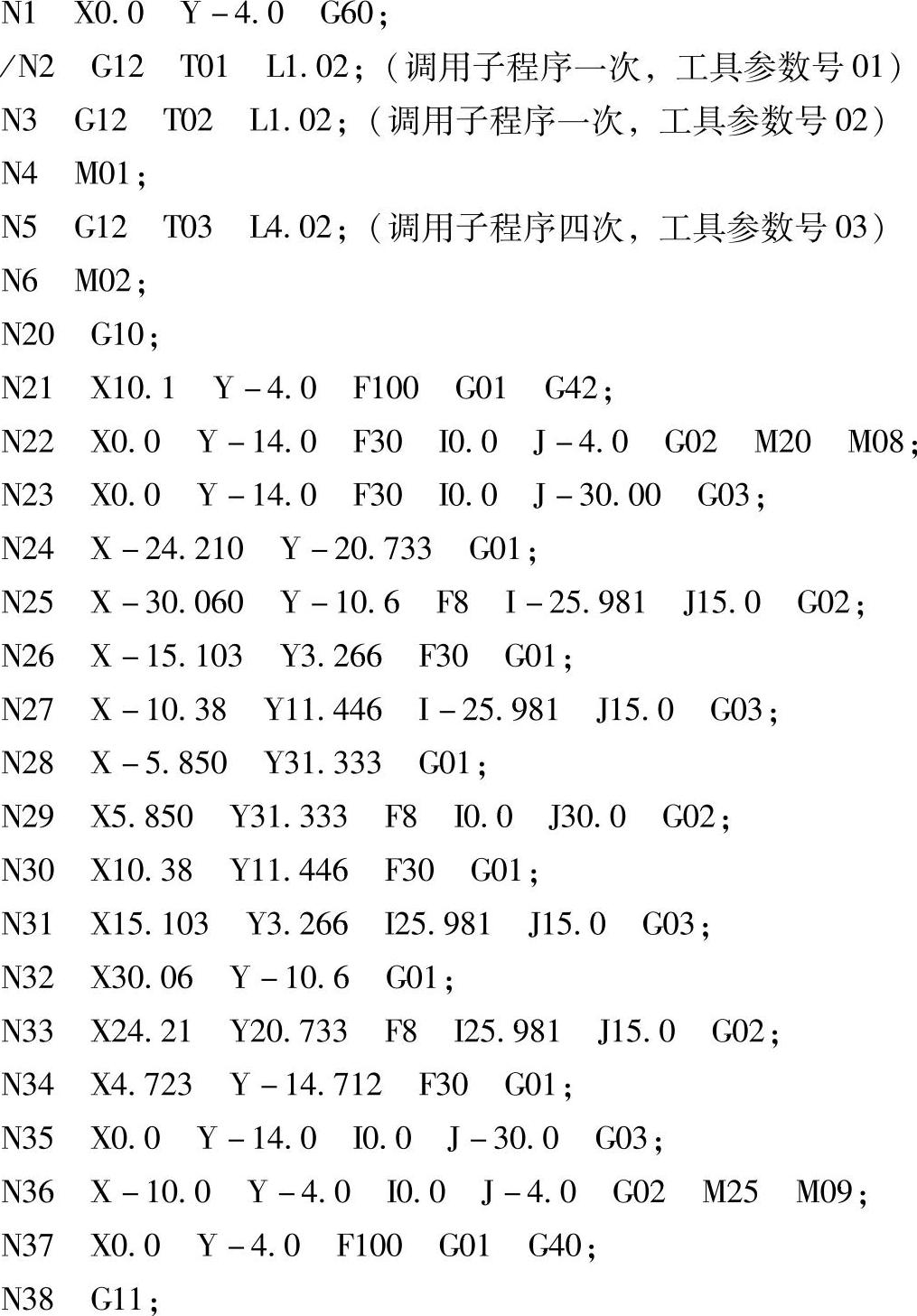
如上所述,MK2932B型数控坐标磨床主要包括点位控制的程序和型腔轨迹控制程序。型腔轨迹控制是2坐标曲线合成控制,磨削型腔成形面。有些复杂的型腔要更换磨头分段磨削。
综上所述,各种模具的磨削工艺都有其特点,一些模具可用正弦磁性吸盘和成形砂轮磨削。随着复杂成形模具制造技术的发展,模具的制造精度不断提高。现代模具制造中使用坐标磨床磨削模具有以下特点:
1)高加工精度及低表面粗糙度值。通常,在成形模具上钻、镗有很多各种形状的孔或铣有很多复杂轮廓的形面。这些表面都要求有低表面粗糙度值,以及很高的尺寸精度、形状精度和位置精度。故成形模具在经过镗削、铣削和热处理以后,需用坐标磨床作形面精加工。普通坐标磨床控制x、y轴的坐标尺寸精度;数控坐标磨床能控制3坐标或4坐标。坐标磨床具有类似于坐标镗床和铣床的功能。
2)磨削复杂的轮廓形面。坐标磨床特别适合凹模型孔的加工。坐标磨床的主轴能作行星内圆磨削,除磨圆柱孔外,还可以磨削圆锥孔、台阶孔;使用磨头附件可展成磨削球面孔。坐标磨床能磨削圆弧面或曲面。使用插磨磨头附件可插磨模具内壁的槽平面,若用回转工作台附件装夹工件,则可用插磨磨头插磨凹冲模内壁上圆周分布的槽面。
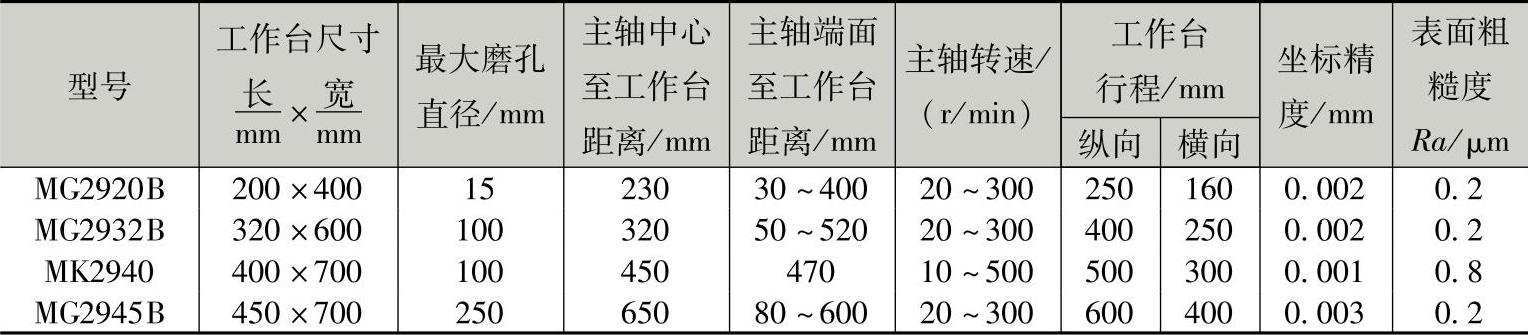
3)模具磨削与研磨相比较,加工精度更高,且可获得较高的劳动生产率,故坐标磨床是现代模具制造的重要设备之一。常见的坐标磨床主要参数见表2-4。
表2-4 坐标磨床主要参数
7.球面的磨削
图2-11所示为球面轴承组合偶件,由球头和轴衬组成。工件材料为45钢,热处理淬火硬度为58HRC,球面的主要技术要求如下:
1)球面的圆度公差为0.005mm。
2)球面副配接触,用涂色法检验接触面积大于90%。
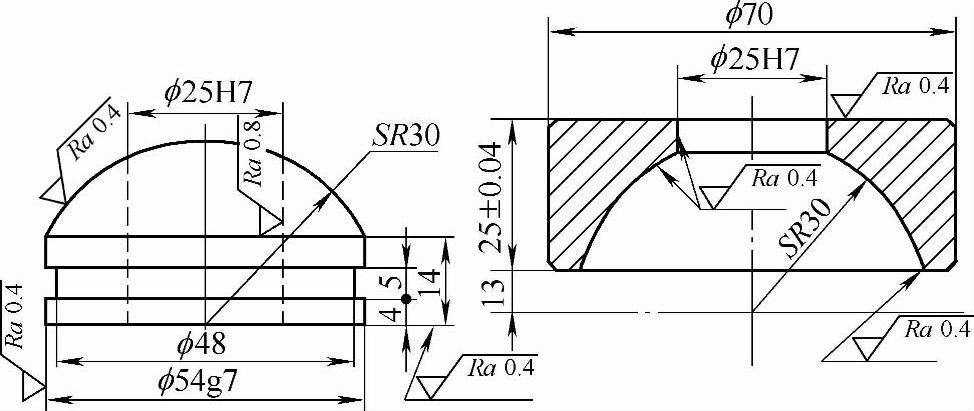
图2-11 球面轴承
球面轴承组合偶件的配磨工艺分析见表2-5。
表2-5 球面轴承组合偶件配磨工艺分析表
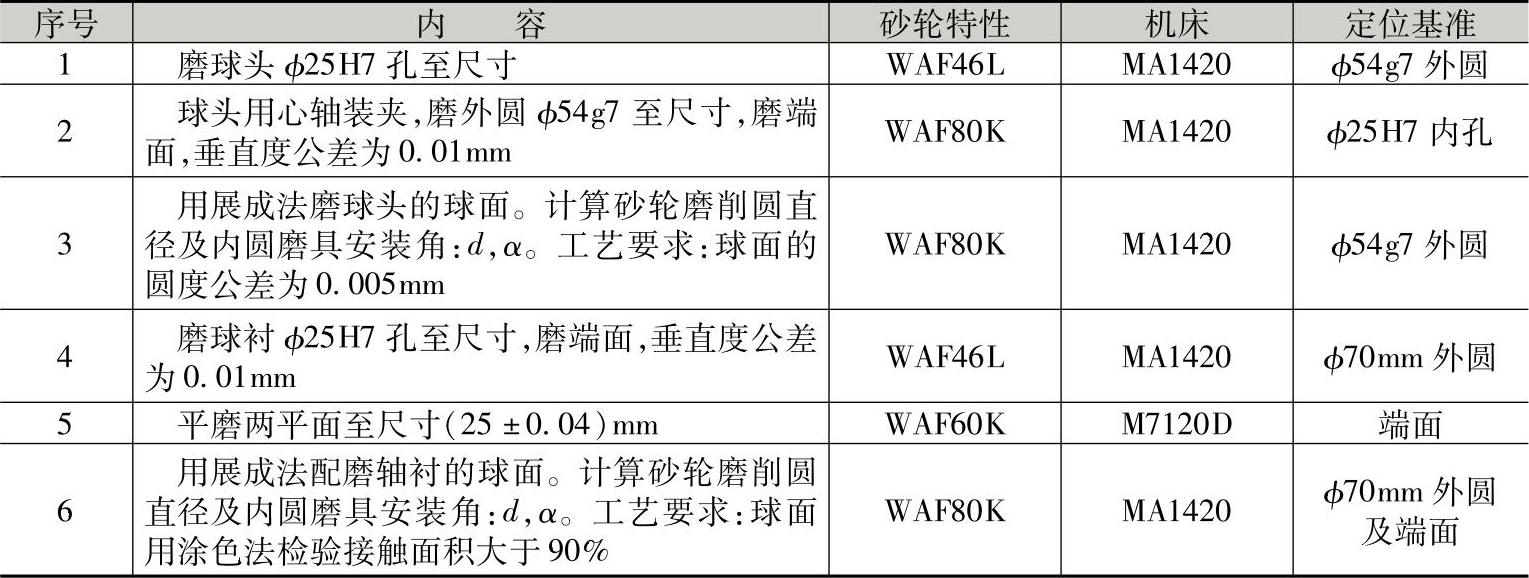
此组合件的磨削工艺安排是先磨球头,然后以球头的球面来配磨球衬的球面,达到球面接触面积要求。
球面的特点是从其表面上任意点到球心的距离是不变的,当一个平面与球面相截时,所得的截面总是一个圆。根据这个原理,将砂轮的磨削圆与球面的截面相重合,并使工件绕自身轴线旋转,两个圆合成,即可展成磨削球面。
图2-12所示为磨外球面的方法,工件用卡盘装夹,调整万能外圆磨床的内圆磨具,使砂轮轴线与工件轴线相交成一定角度α,并且使砂轮磨削圆直径等于工件球面的弦长。当砂轮切入时,即可磨出所需的球面。
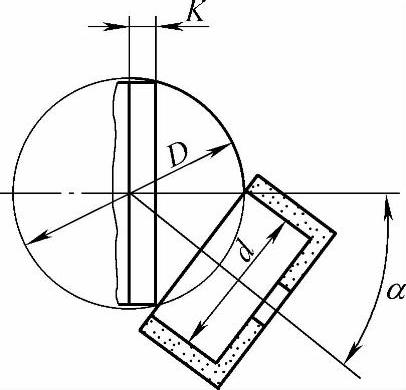
图2-12 外球面的磨削
磨外球面的相关计算如下:
1)计算砂轮磨削圆的直径d。已知球面直径为Sφ60mm,球台距离K=14mm,则
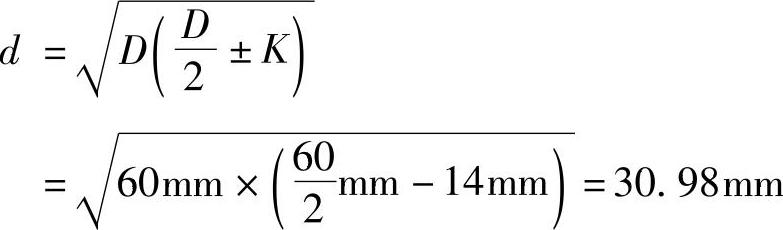
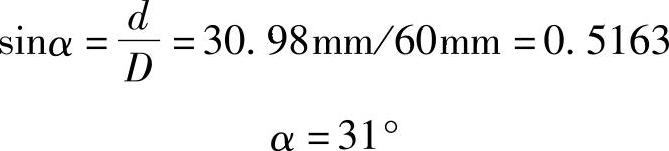
2)计算砂轮轴线与工件轴线间夹角α。由下式得
磨内球面的有关计算如下(图2-13):
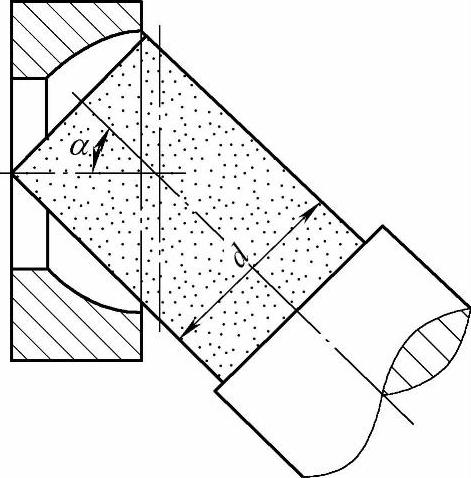
图2-13 内球面的磨削
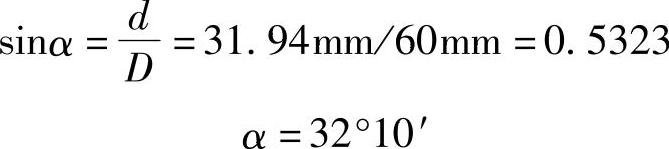
1)计算砂轮磨削圆的直径d。已知球面直径为Sφ60mm,球台距离K=13mm,则磨削圆直径按下式计算

2)计算砂轮轴线与工件轴线间夹角α。由下式得
球轴的磨削也很常见。图2-14所示为球头零件简图,工件材料为45钢,热处理硬度为50HRC。主要技术要求:
1)球面的圆度公差为0.005mm。
2)球面与凹球面用涂色法检验接触面积大于90%。
3)Sφ(100±0.01)mm球面对φ60H7的径向圆跳动公差为0.005mm。
磨削方法如图2-15所示。仔细地调整砂轮架,使砂轮轴线与工件轴线成90°角。工件用心轴在两顶尖间装夹,砂轮横向切入时,即可磨出球面。选择砂轮特性WAF60LV。
砂轮磨削圆直径不宜过大,以防止砂轮端面与心轴的轴颈接触,取适当的空隙C。C可按下式计算

杯形砂轮磨削圆直径按下式计算
d=2L+2C=2×20mm+2×19.37mm=78.74mm
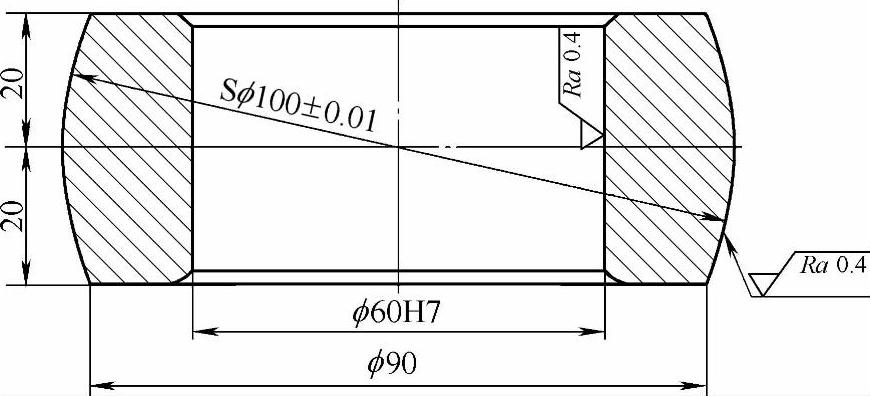
图2-14 球头零件简图
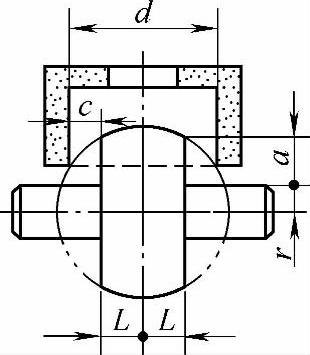
图2-15 球头的磨削方法
砂轮的磨削圆与工件的回转即展成球面。
用展成法磨球面时,注意下列事项:
1)正确调整砂轮和工件间的相对位置,使砂轮轴线与工件轴线交于球心。
2)调整砂轮轴线与工件轴线的等高度误差在0.01mm内,以保证球面的圆度。当磨削花纹呈单花纹时(图2-16a),说明砂轮轴线高于工件轴线;当磨削花纹呈双花纹则说明砂轮与工件轴线等高(图2-16b)。
3)仔细地修整砂轮,磨外球面时砂轮可修成内锥形(图2-16d);若将砂轮开槽(图2-16c),效果更好。
4)磨削时注意冷却润滑工件,防止工件热变形。
5)磨削时注意保持微小的进给量,以降低工件的表面粗糙度值。由于轴头的直径尺寸较大,应设法减小工件的圆周速度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。