



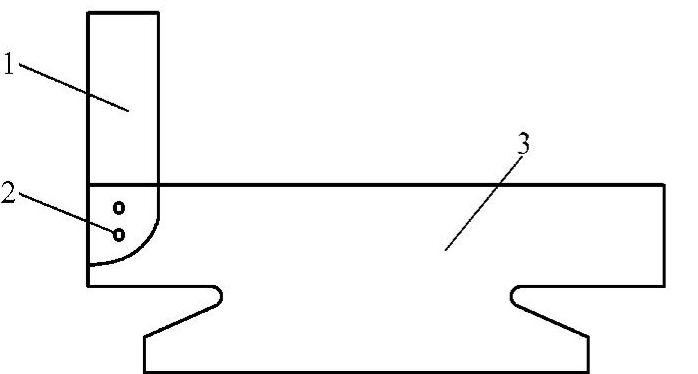
图4-25 升高片与换向片铆接方式
1—升高片 2—铆接点 3—换向片
答:铆接式升高片铆接点松动的修理:有些直流电动机,升高片与换向片的连接是采用铆接方式固定的,如图4-25所示。这种固定方式常发生铆接点松动故障,引起电枢绕组直流电阻不合格的问题。有时测量片间电压降时,发现电压降大或片间电阻大,就是因铆接点松动、接触不良造成的。处理这种故障,采用一般修理方法不能彻底解决。对于中小型直流电机,如果存在这个问题,可考虑改为整体换向片式结构,即按原换向片梯形尺寸制做升高片,再与原换向片焊接成整体,这样就根除了铆接点松动的隐患。
下面介绍具体做法:
1)为取下换向器,需要烫开电枢绕组与升高片的焊接头。记录好电枢绕组接头位置,如果电枢绕组质量较好,还可复用,在搬动电枢线圈端头时,要小心,防止绝缘损伤。
2)将拆下的整体换向器放在车床上,车去原有的升高片,车削位置是按30°~35°角车掉,如图4-26所示,角度大小以去掉原来的铆接位置为限。
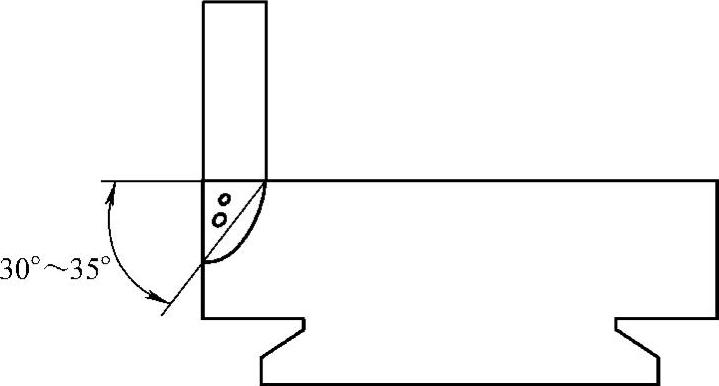
图4-26 换向片车削位置
3)车掉所有升高片之后,要记录换向片与换向器轴键槽相互间位置,并且用绝缘纸板包上换向器,外表面用薄钢板或钢丝捆好,要求绝缘纸板的对口留有10~20mm的间隙,这个间隙是为了逐片拆掉换向片时抽出换向片用。
在拆除某一换向片时,将薄钢板或钢丝松开,剔出此换向片,其余换向片不动,因电机运行日久,其余换向片不会松散。剔出的换向片可焊上新制的升高片,焊好后经打磨毛刺(采用料303银铜焊料)后,再插入换向器的原来位置内,以后其他换向片也是逐片拆下来焊上新升高片。
4)新制作的升高片锥度(梯形)应与原换向片一致。
5)新制作的升高片经焊接后,需要整形、修平、铣出线槽并搪锡处理。
6)将所有制做好的换向片经插入原来位置之后,要进行排圆工作。由于上述工艺是逐片焊接后放在原有位置的,所以排圆工作比全部拆散重新组装要省许多工时。为了排圆,要将全部换向片用薄钢板或钢丝捆牢,一边捆,一边用木锤敲打,使成圆形。初步排圆后,要经压装成型。要求在冷态和热态(100~110℃)下冷、热压装两次,使换向器压装成整体。(https://www.xing528.com)
7)检查V形云母环质量,必要时要进行修补或新制造。
8)换向器组装好并经压型成为整体后,可套入转轴上,将电枢线圈端头嵌入换向片线槽进行焊接。焊接前要确认原始记录的正确,换向器要经过耐压试验。
9)精车换向器表面,表面粗糙度Ra达到0.8μm。
10)换向器进行下刻、倒角工作。
11)测试片间电压降。
以上介绍的修理方法适用于中小型直流电机、优点是升高片的机械强度增强(因为已形成整体),根除铆接点松动的隐患,但缺点是耗费工时和材料。
如果不采取上述方法,比如拆开换向器,取出换向片后,将铆接点处全部点焊牢也可,但升高片的机械强度未能提高,还存在升高片断裂之患。
总之,要根据具体负载运行情况来处理这种故障问题。
换向器松动的修理
造成换向器本身松动的原因是V形云母环老化收缩、紧固螺栓松动、V形云母环的鸽尾尺寸与换向片的30°锥面配合不齐,使换向片之间压力不足等,均会造成换向器松动。
由于换向片松动,引起换向片凸片,产生较大的刷火、使电刷碎裂、严重时造成换向片扭斜、变形,使换向片与轴线不平行,引起刷火加剧。
解决的办法是先将换向器加热后紧固螺栓,换向器紧固后,再在冷态下紧固一次。用小锤敲打换向器,应发出“”的清脆声。最后车削换向器表面。如果换向片经紧固后仍松动,这时先不要车削换向器,而是将V形云母环取出检查装配质量、V形云母环厚度和30°锥面配合情况。校正好之后,再装上V形云母环,进行烘压和紧固处理。
对于换向片扭斜和变形的处理方法是先将紧固螺栓松开,加热换向器,然后用夹紧工具将换向器夹住向扭变的反方向旋转,使换向片与轴线平行,最后再扭紧固定螺栓。扭紧时也是采取热、冷各一次或二次,视换向器容量大小而定,容量大的换向器要反复多紧几次。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。