



答:铁心的常见故障是铁心齿端沿轴向朝外涨开。这是由于铁心两侧压圈(或压片)的压紧力不够。如果不及时修理,会使槽绝缘和线圈磨坏。修理方法是用两块钢板制成的圆盘压在铁心的两侧(不得碰坏线圈和绝缘物),用双头螺杆夹紧或用油压机压紧,使其恢复原形。压力可按2MPa(20kgf/cm2)来选用。
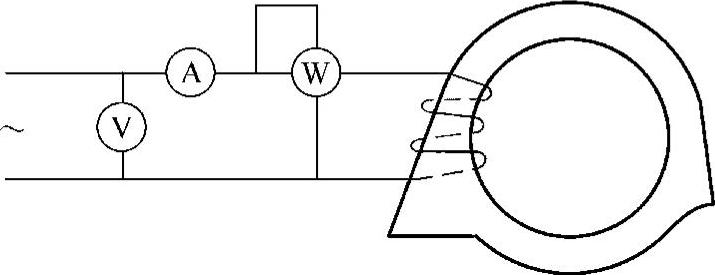
图3-18 定子铁心的铁损试验
对于长期过热运行的铁心,在修理前应先作温升试验,然后确定是否需要拆开铁心来修理。其方法是,在定子上V—交流电压表A—交流电流表W—单相功率表绕一组线圈,通入单相50Hz交流电(这时定子绕组应在开路状态),如图3-18所示。
线圈的匝数可按下式计算:
式中N——线圈匝数;
U——电源电压(V);
A——定子铁心轭的净截面积(cm2);45~50——按铁心轭磁通密度为10T(10000Gs)计算的。(https://www.xing528.com)
线圈导线的截面积可按该电动机的空载电流来选择,但应考虑到定子铁心发热对导线散热的影响。
穿绕线圈时,只应穿绕定子铁心,而不要穿绕定子机座,以免在机座外壳中产生涡流,影响温升试验的正确性。
测量铁心的温度最好用热电偶,也可用酒精温度计。测量时应在铁心各部位多埋设几个温度计。在通电试验60~90min以后,如果铁心温度比环境温度高出45℃,或铁心个别部位温度相差30℃,那么应将铁心全部拆开重涂绝缘漆。
拆散铁心硅钢片时,必须注意对齐硅钢片的定位孔,硅钢片的排列顺序也应保持原状,以免重新装配时发生参差不齐的缺点。
涂漆前应先除去硅钢片齿和槽边缘上的毛刺和铁锈。然后用稀释过的1611号绝缘漆在硅钢片两面薄薄地涂上一层,稀释剂用松节油,粘度用4号粘度计于20℃时测得为50~70St(1St=10-4m2/s),然后在200℃的烘箱中烘12~15min。
铁心可能由于绕组短路而局部熔毁,如损坏面积不大,可以不拆开铁心,用锉刀把损坏处修平,用压缩空气吹净,再在铁心表面涂一层薄的绝缘漆即可。
定子铁心压入机座时配合不紧密,焊接处脱焊或定位螺钉松动,电动机在起动或运行时,铁心会发出不正常的响声和振动。发现这些情况,可在机座上另加定位螺钉将铁心固定,或用电焊将铁心与机座焊牢。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。