



答:为了节约用铜,某些电动机绕组采用漆包铝线。在修理铝线电动机时,最重要的问题是铝线与铝线及铝线与铜线的焊接问题。目前,常用的焊接方法有以下几种:
(1)铝-铝电阻焊 铝-铝电阻焊的设备是一台1.5kVA接触电焊机,二次电压为3.8~7.5V,电压加到一对压力可调节的焊接电极上,电极的材料是Ta—2型或D5—83—12型电化石墨(即碳精棒),如图3-12。它适用于数根直径为0.8~1.68mm铝线的焊接。
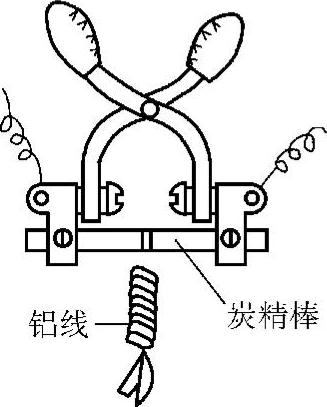
图3-12 铝-铝电阻焊
焊接前,先将铝线的绝缘层清除干净,然后把铝线铰合成绳状,涂上铝焊粉(硼砂95%、氯化钠4%,氧化锌1%),根据铝线截面大小调整二次电压。通电后,石墨电极烧红,将铝线加热熔化,同时使电极对铝线焊接点加压力,此时铝线熔合。断电后,将焊接点稍加清理即可。
(2)铝-铝气焊 先将铝线的绝缘层清理干净,并把铝线拧成绳状,涂上牌号为XH432铝焊药,用乙炔-氧气进行气焊。焊接时应选用较小的焊枪和喷嘴,用中性焰在还原燃烧区进行焊接,如图3-13所示。操作时火头宜小,火力要集中,操作要迅速。
(3)铝-铜气焊 先将铜线用焊锡焊成一个整体,并将铝线的绝缘层清理干净。
铝线与铜线的连接方式有两种:一种是并焊,如图3-14a所示,将铝线并绕在铜线上,端头剪平,涂上XH432型铝焊药,再进行气焊。另一种是对焊,如图3-14b所示,先将多股铝线的端部焊成球形,然后加少量铝焊药烧焊,使铝线与铜线焊接。
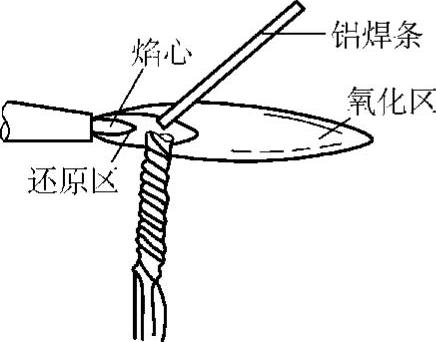
图3-13 铝—铝气焊
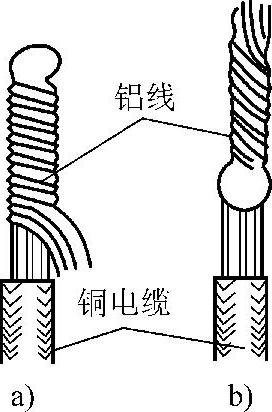
图3-14 铝—铜气焊
XH432型铝焊药的配方为:
氯化钾(KCl)50%;
氯化钠(NaCl)28%;
氯化锂(LiCl)14%;
氟化钠(NaF)8%。(https://www.xing528.com)
这种铝焊药极易吸潮,熔点为560℃,呈碱性。焊后的残留物属酸性,所以必须清洗干净。
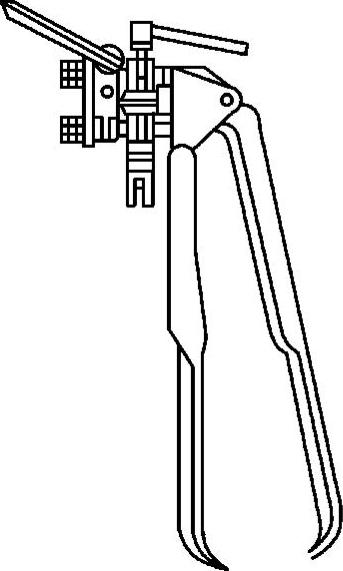
图3-15 LTV型手动压接钳
(4)冷压接 冷压接是在常温下用手动油压钳对导线加压力,使金属接触面产生塑性流动成为牢固结合成一体的压接。
图3-15是国产LTV型手动压接钳,可以压接直径1.3~3.6mm的铝-铝导线或铝-铜导线。
压接时应先将导线表面的绝缘层及油污清除干净,然后将两根要压接的导线接头对准中心,使在同一轴线上,然后用手扳动压接钳的手柄,压下2~3次。对于铝-铜接头,则应压3~4次。
在某些场合,由于缺乏必要的铝线焊接或压接设备,铝线电动机的修理变得十分困难,那么,也可将铝线换为铜线。
铝线绕组改为铜线时,每组线圈的匝数,绕组形式、线圈节距、联结方式等均应和原来绕组一样,只是由于铝的电阻率是铜的1.7倍,按照保持定子绕组每相电阻不变的原则,换成铜线后,其截面积应是原来铝线面积0.588,即
ACu=0.588AAl
改为铜线后,铜线的直径应为:

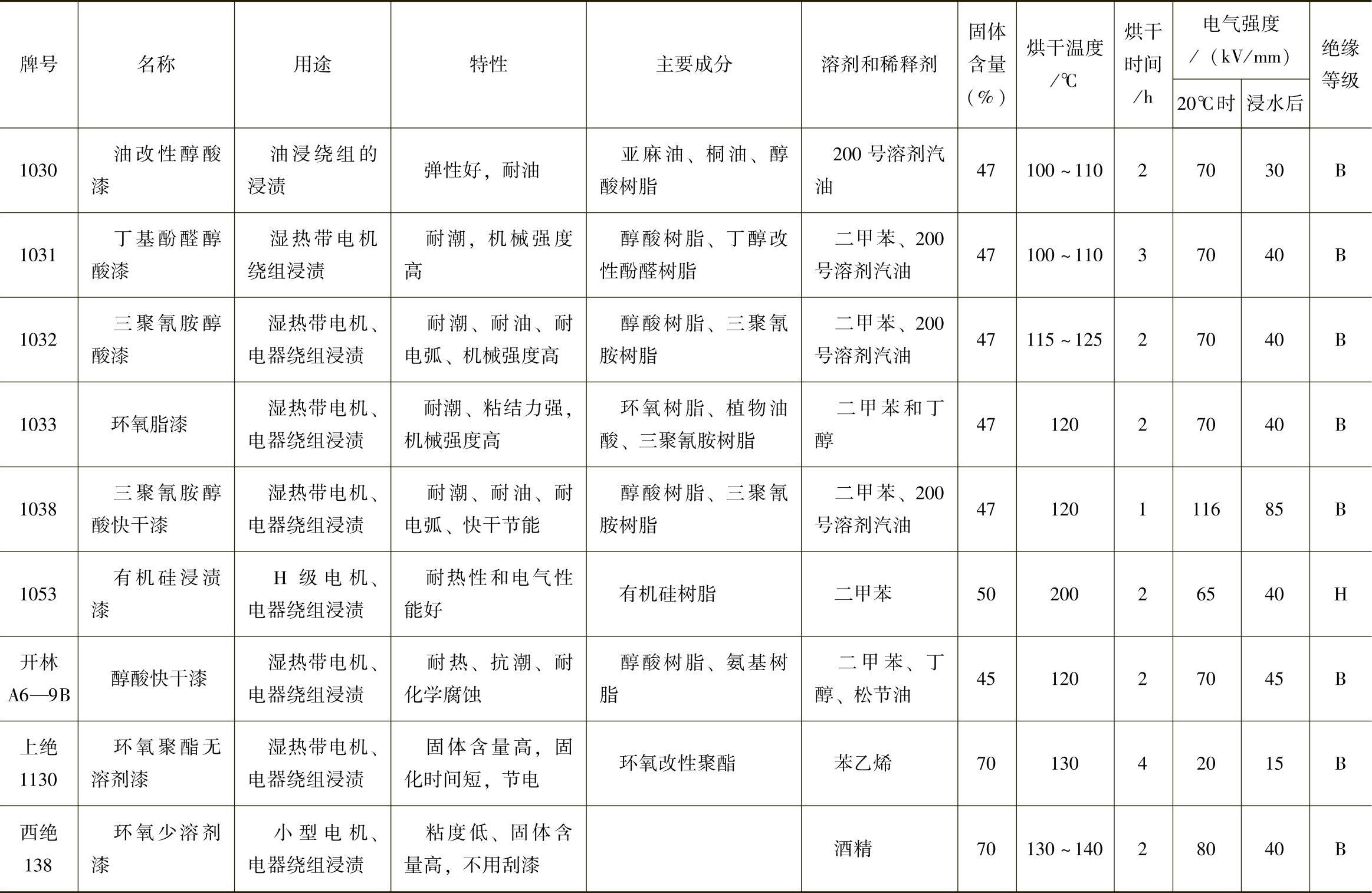
表3-5 常用的绝缘漆的技术性能供电动机选择参考
由于改为铜线后,截面积减小了很多,槽满率降低,可适当加大铜线直径,以解决原来铝线电动机温升偏高的问题。
必须指出,机座号及功率相同的铝线电动机与铜线电动机其铁心长度,定子槽形和绕组参数大部分是不相同的,不能简单的将机座号相同的铜线电动机绕组数据直接套用于铝线电动机改用铜线时的数据。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。