



塑料通过挤出机熔融塑化,在成型管用模具中挤出,成型管坯,管坯再经冷却定型、牵引和切割后成为塑料管材;有些管材由于安装连接的需要,还需在管端用扩口机把直径扩大。这些在管坯制成管材生产工序中用的装置,就是塑料挤出成型管材用辅机。
1.冷却水槽
冷却水槽的结构型式如图1-9所示,这是挤出成型较小直径塑料管常应用的一种冷却水槽结构。水槽用钢板焊接组合制造,用钢管连接组成上水和下水,槽内通入冷却水,整个冷却水槽可沿管材运行中心线前后移动。这样方便成型模具的安装拆卸和对管坯壁厚的操作调整。
(1)水槽的功能 水槽在定型套之后,它主要是把由定型套挤出的成型管浸入水中,进一步为管材降温冷却、固化定型。图中的水槽结构适合于管直径小于100mm时应用。对于管材直径较大时的冷却,浸在水中浮力大,则管材冷却不均匀、易弯曲。所以,此种大直径管的冷却应采用喷淋法,在管材的圆周上同时喷冷却水,使管材得到均匀冷却。
(2)冷却水槽使用注意事项
1)水槽中的循环冷却水应从管的出水槽端进入,从管的进水槽端排出,以使管坯的降温由高温逐渐降至低温,防止管材骤然降温产生较大应力,影响管材质量。
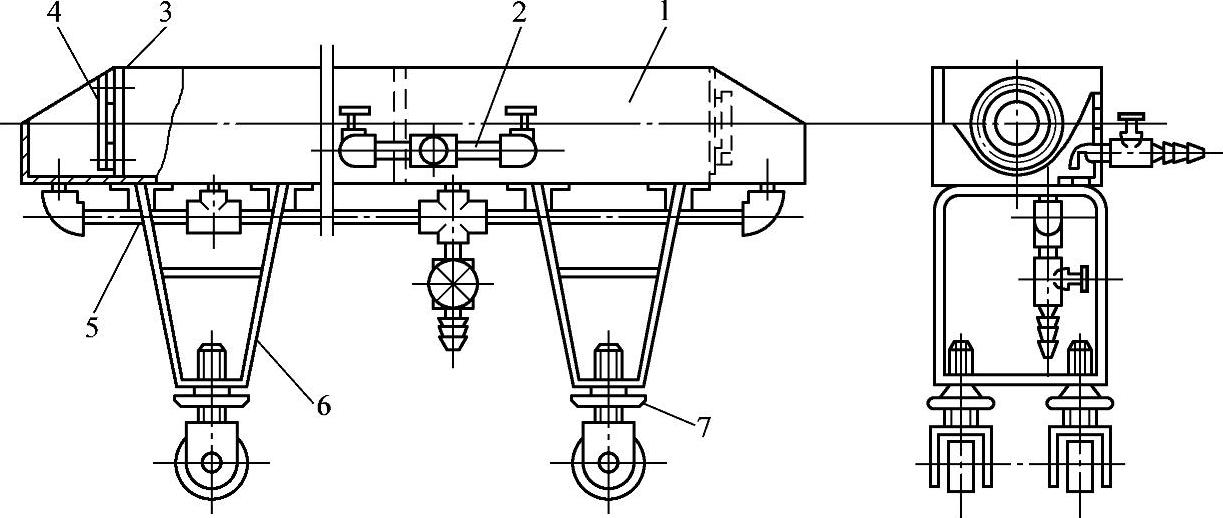
图1-9 管坯冷却降温用水槽结构
1—水槽体 2—上水管 3—隔板 4—密封胶圈 5—出水管 6—水槽支架 7—滚轮
2)注意调整水槽上的进出管孔中心线与模具中心线在同一条水平中心线上,以防止管弯曲。
3)停止生产时排净水槽中的冷却水。
2.牵引机
牵引机的结构型式常应用的有滚轮式和履带式,这两种牵引机结构示意如图1-10和图1-11所示。
滚轮式牵引机工作时,用调距螺杆按被牵引管的直径大小来调节上下压辊的中心距离。当上辊下移把管材压紧后,主动辊为下辊的牵引速度与管材从模具口的挤出速度应匹配(按管材牵引比的要求,一般对管的牵引速度比管坯从模具口的挤出速度略快些),平稳牵引管材,输送至切割机部位。
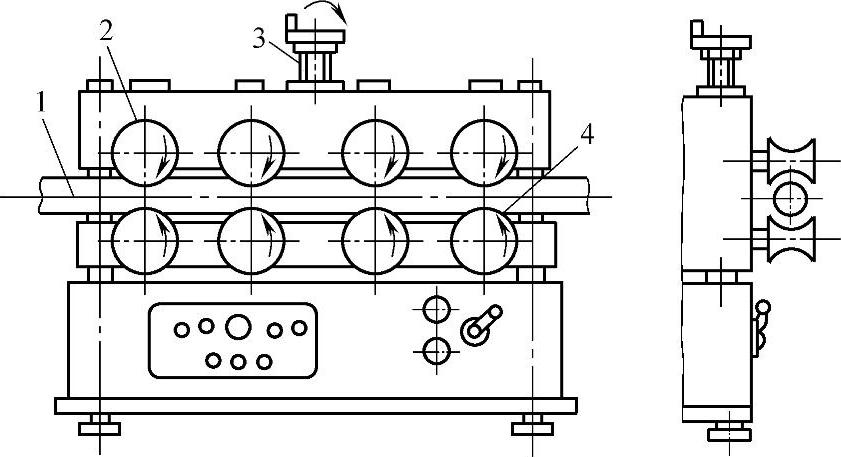
图1-10 滚轮式牵引机结构示意
1—管材 2—上辊 3—调距螺杆 4—下辊
牵引机使用注意事项如下。
1)牵引机生产开车前要调整主动轮与被动轮夹紧管材运行,使其中心线与成型模具中心线在同一条水平中心线上。
2)牵引机的运行速度应能随时调整,运行速度的快慢调节要能平稳过渡,以能适应牵引机对管坯牵引速比的工艺要求。
3)牵引辊(带)对管材的牵引压力不能过大,以能达到牵引管平稳运行不打滑为准。
4)牵引机运行速度比较慢,设备中的传动减速箱的润滑容易被忽略,注意每季度应检查一次减速箱内润滑油是否充足,每年开箱一次对传动零件进行维护保养。
3.切割机
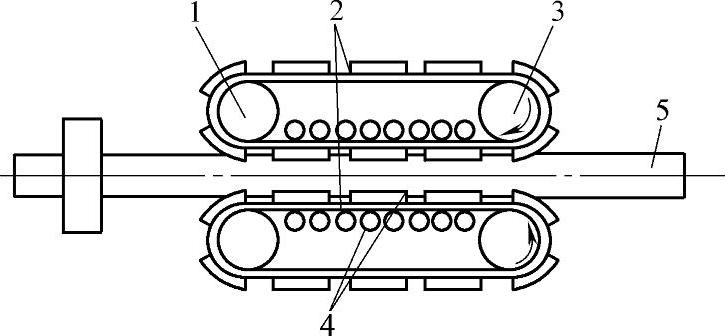
图1-11 履带式牵引机结构示意
1—胶带牵引被动辊 2—胶带 3—胶带牵引主动辊 4—托辊 5—管材
挤出成型管材有标准规定的固定长度。管材挤出成型生产线上的切割机主要是用来按要求长度切断管材。
管材的切断方式有以下几种方法。生产的管材直径较小时(小于50mm的管材),通常用锯手工切割。较大直径的管材用切割机切割。切割机上的刀具可用圆锯片或用圆形砂轮切割。锯片或砂轮由电动机和V带直接传动高速旋转。当挤出向前运行的管材达到要求长度时,切割机上的夹紧装置把管材夹紧,锯片即启动、切割管材。此时,整个夹紧切割机构随着管材前移的挤出牵引推力,在切割机的轨道上一起向前滑动。当管材切断后,锯片停止旋转,夹紧装置张开,切割夹紧装置沿原前进轨道退回原位,准备下一次切割动作。
生产较大直径管材时,管材的切割应选用行星式自动切割机。行星式自动切割机的切割锯片由多个小直径锯片组成,围绕着被切割的管材组成圆形。当管材需要切割时,这些小直径锯片既能高速自转又能围绕管材外圆公转。用这种方法切割大直径管材,切割速度快、切割口端面平整。
切割机使用注意事项如下。(https://www.xing528.com)
1)生产前(指设备安装后第一次使用时)要调整切割夹紧装置后的管材中心线与牵引机上管运行中心线在同一水平中心线上;夹紧切割装置的运行轨道与管材运行中心线平行。
2)每次切割开车生产前要检查各工作零件装夹是否牢固,出现松动的紧固螺钉要紧牢固。
3)注意高速旋转的锯片工作时不允许出现摆动现象;经常调整V带传动中心距,不允许出现V带工作中打滑。
4.管材端扩口用扩口装置
塑料管的安装连接,小直径的管材一般都采用管件(三通、弯头和接头)连接,大直径管与管之间多采用自身端部扩口后进行连接。连接时结合处用粘结剂把两件固定粘牢。管端扩口形式又分两种:一种是平扩口,另一种是把管端扩出带有能装密封胶圈的扩口形式。管端进行扩口时,先把管端用热风或电阻加热器将旋转的管端加热均匀,使其达到扩口工艺要求的软化程度,然后按要求的扩口形状配置扩口模具,扩口模具在气动或丝杆推动下向管端移动,进入管端扩口,最后通过风或冷水,通过模具把管端冷却定型。
扩口装置的工作示意如图1-12所示。
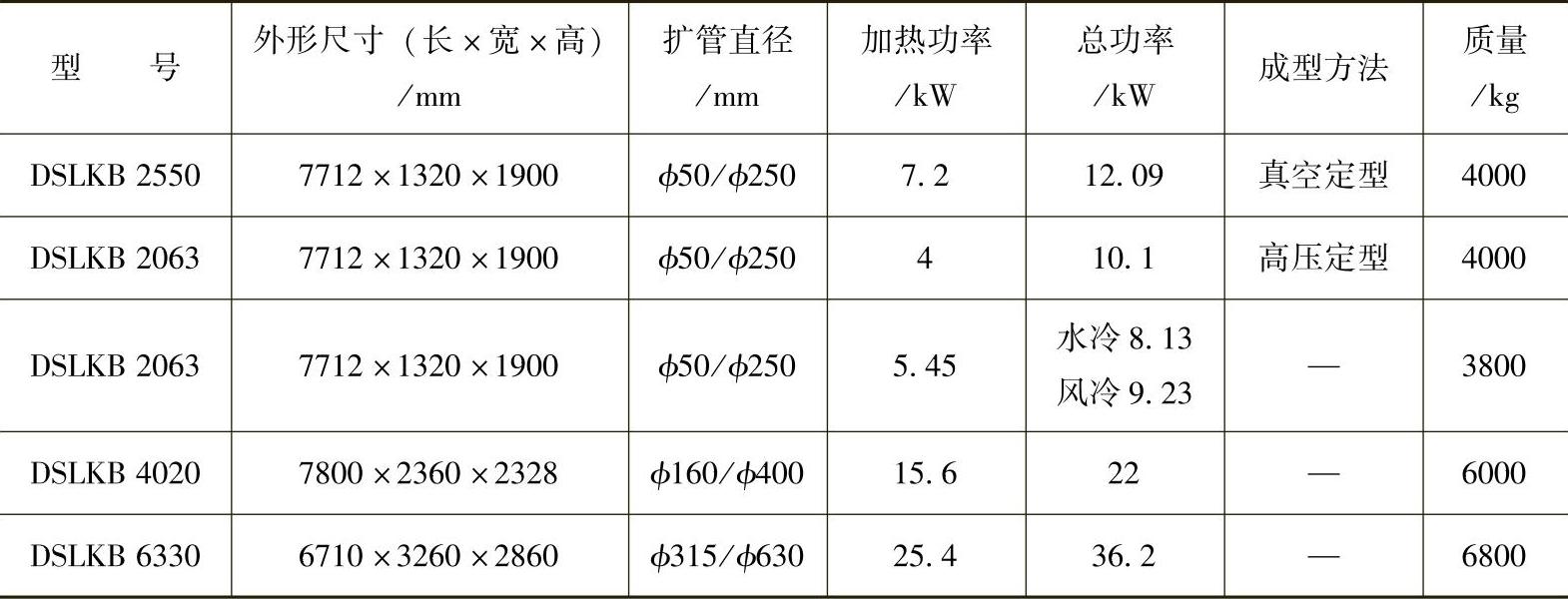
大连高新园区三垒塑料机械工程有限公司生产的塑料管扩口机的基本参数见表1-12。
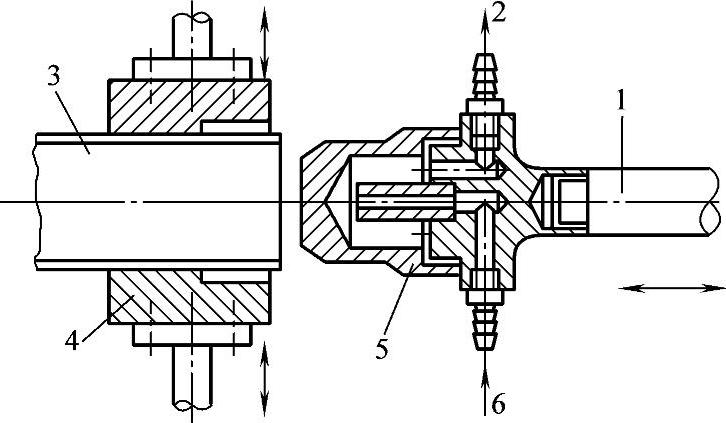
图1-12 扩口装置工作示意
1—气缸活塞杆 2—冷却水出口 3—塑料管 4—夹管定型模具 5—扩口芯模 6—冷却水入口
表1-12 塑料管扩口机基本参数
5.国内部分辅机生产厂及产品参数
塑料管挤出成型用辅机生产厂国内有多家,表1-13~表1-16是国内部分生产辅机厂的产品型号及基本参数。
表1-13 大连橡胶塑料机械厂产管用辅机主要参数
(续)
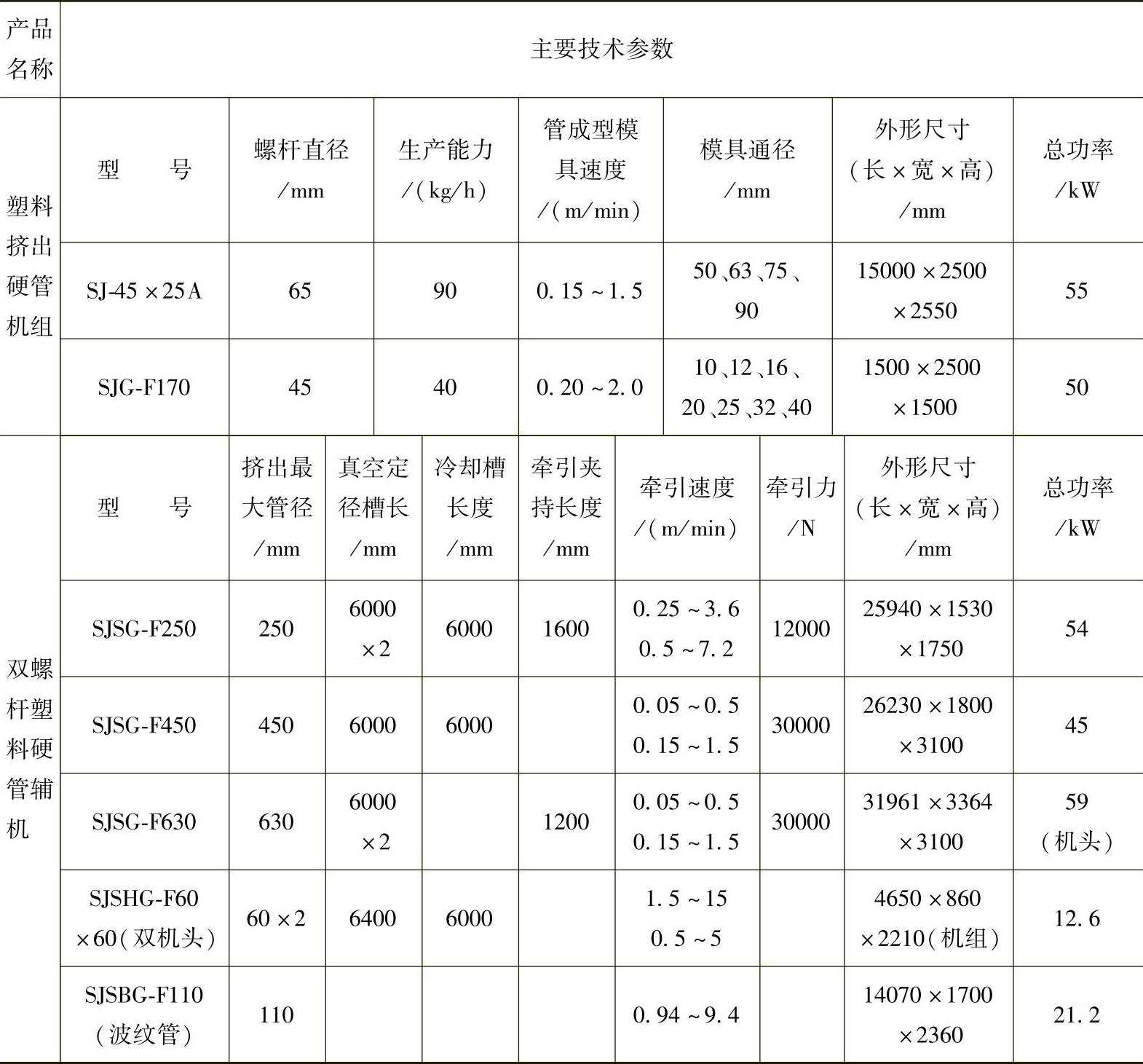
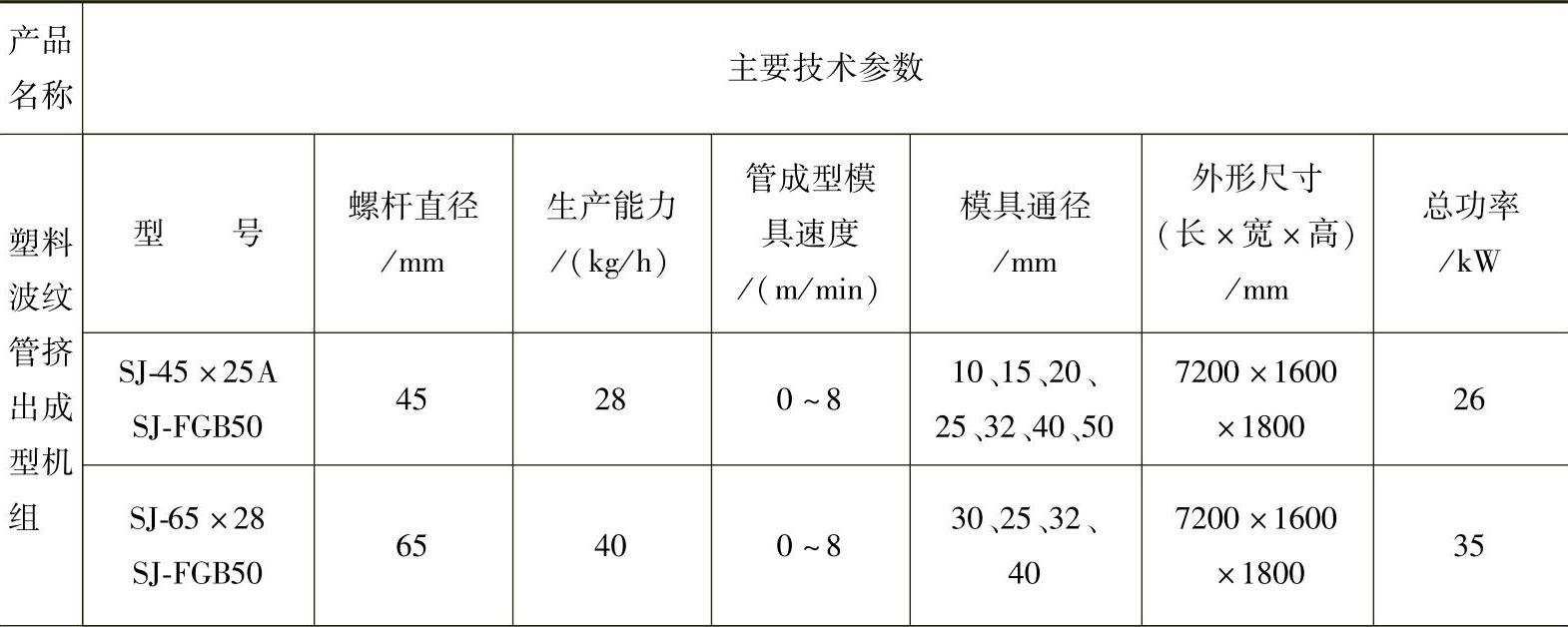
表1-14 山东塑料橡胶机械总厂产管用辅机主要参数
(续)
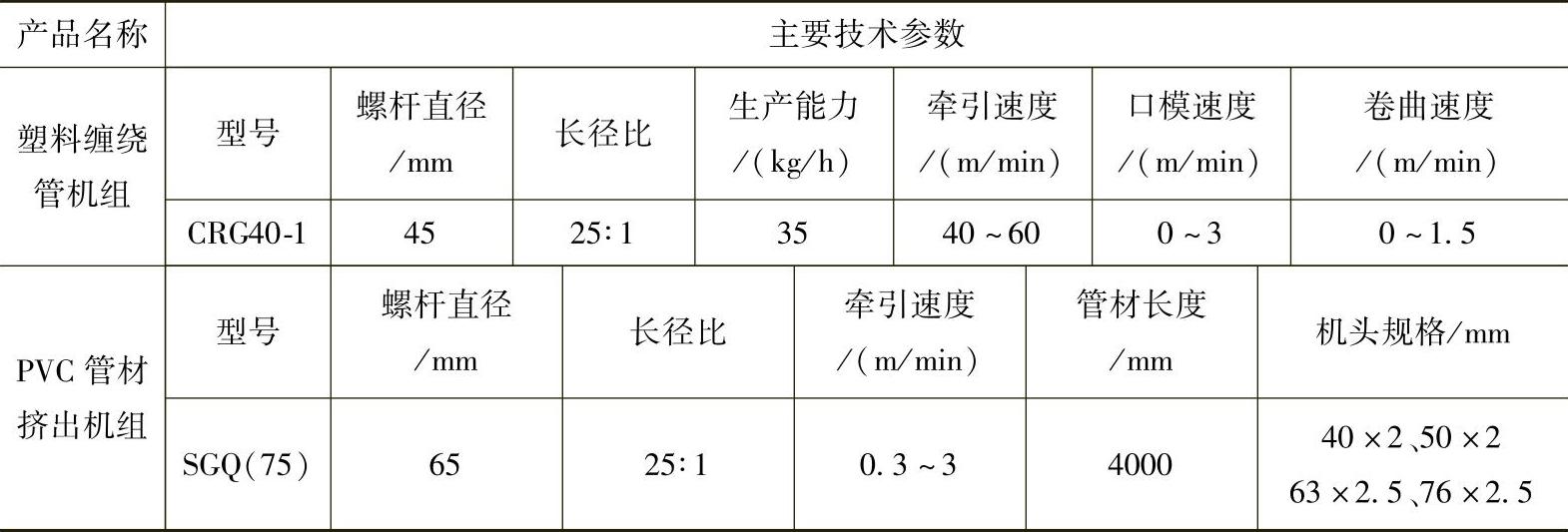
表1-15 管挤出成型用辅机主要参数
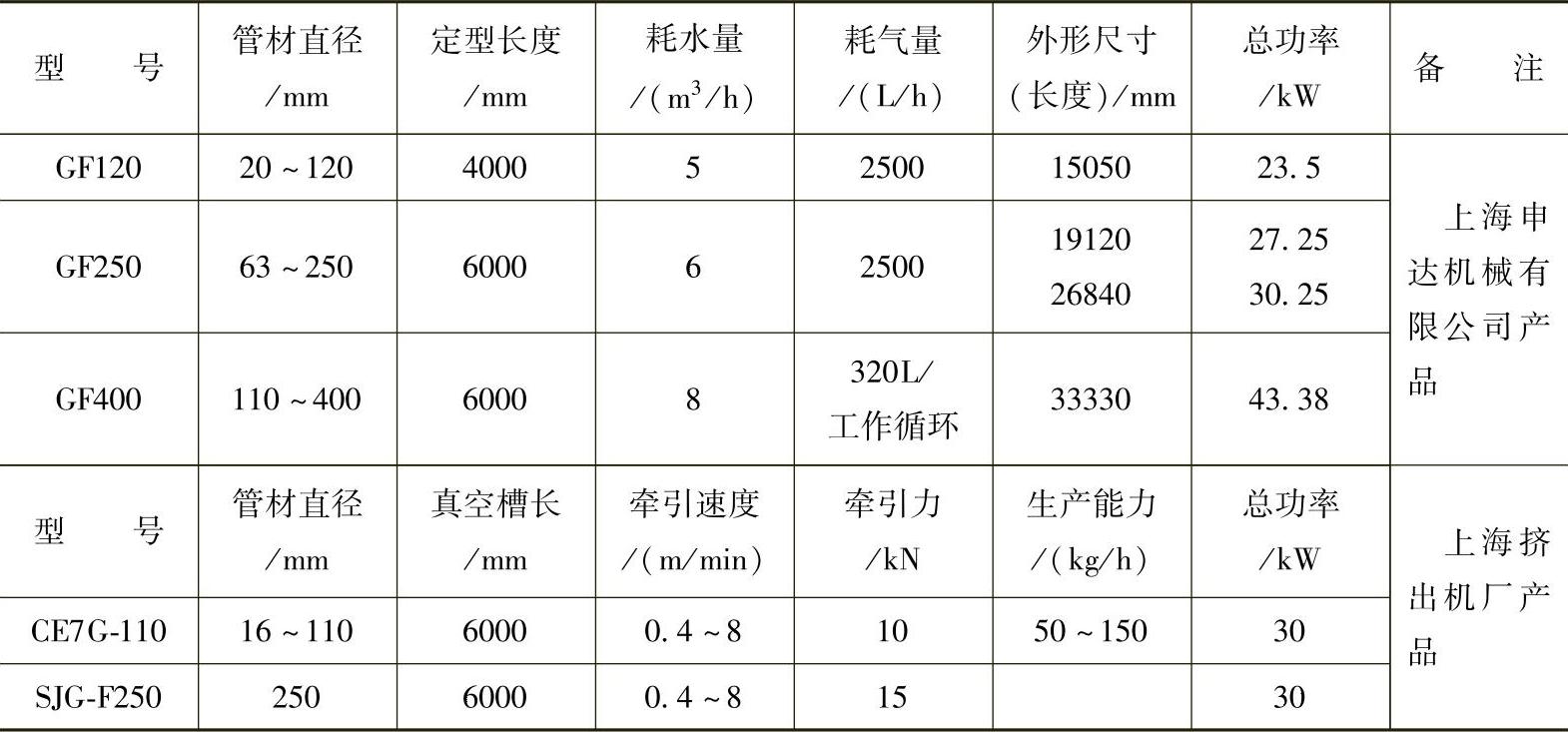
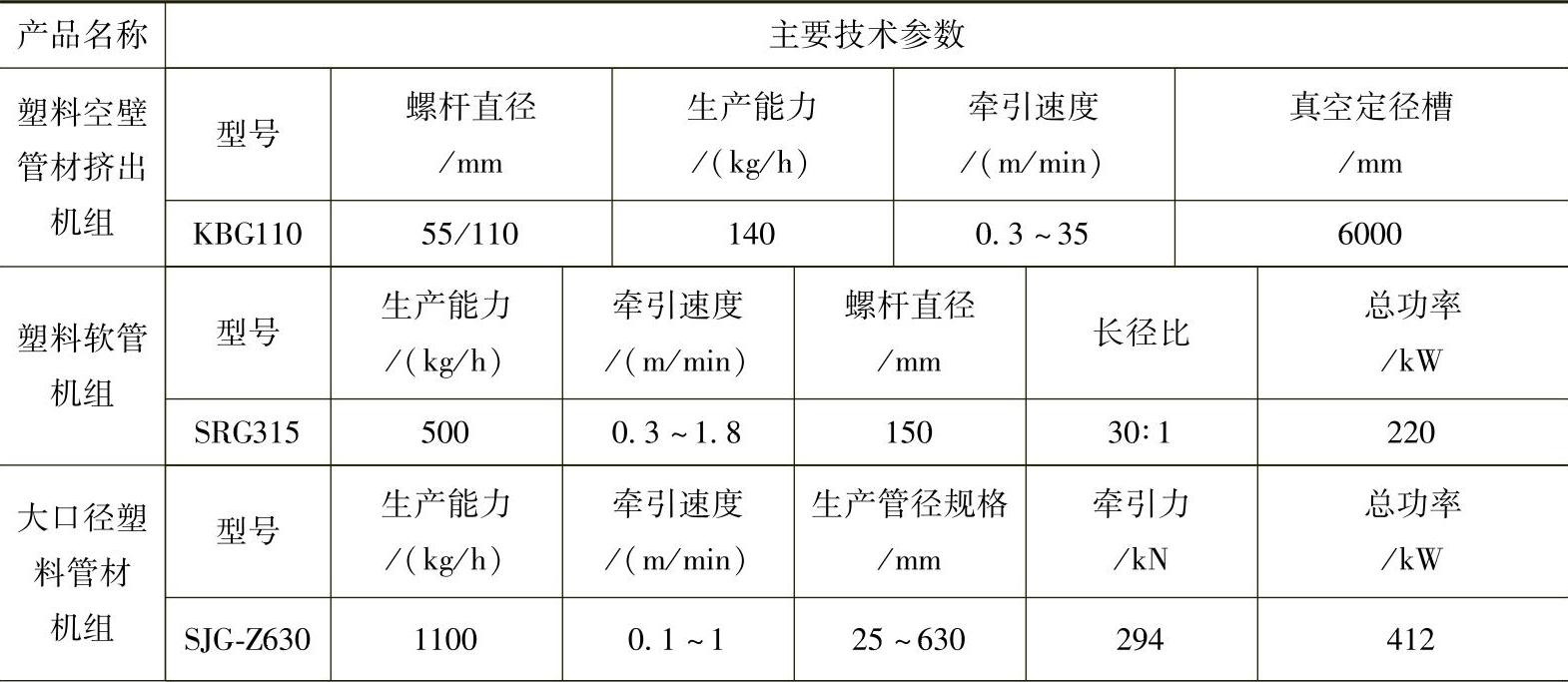
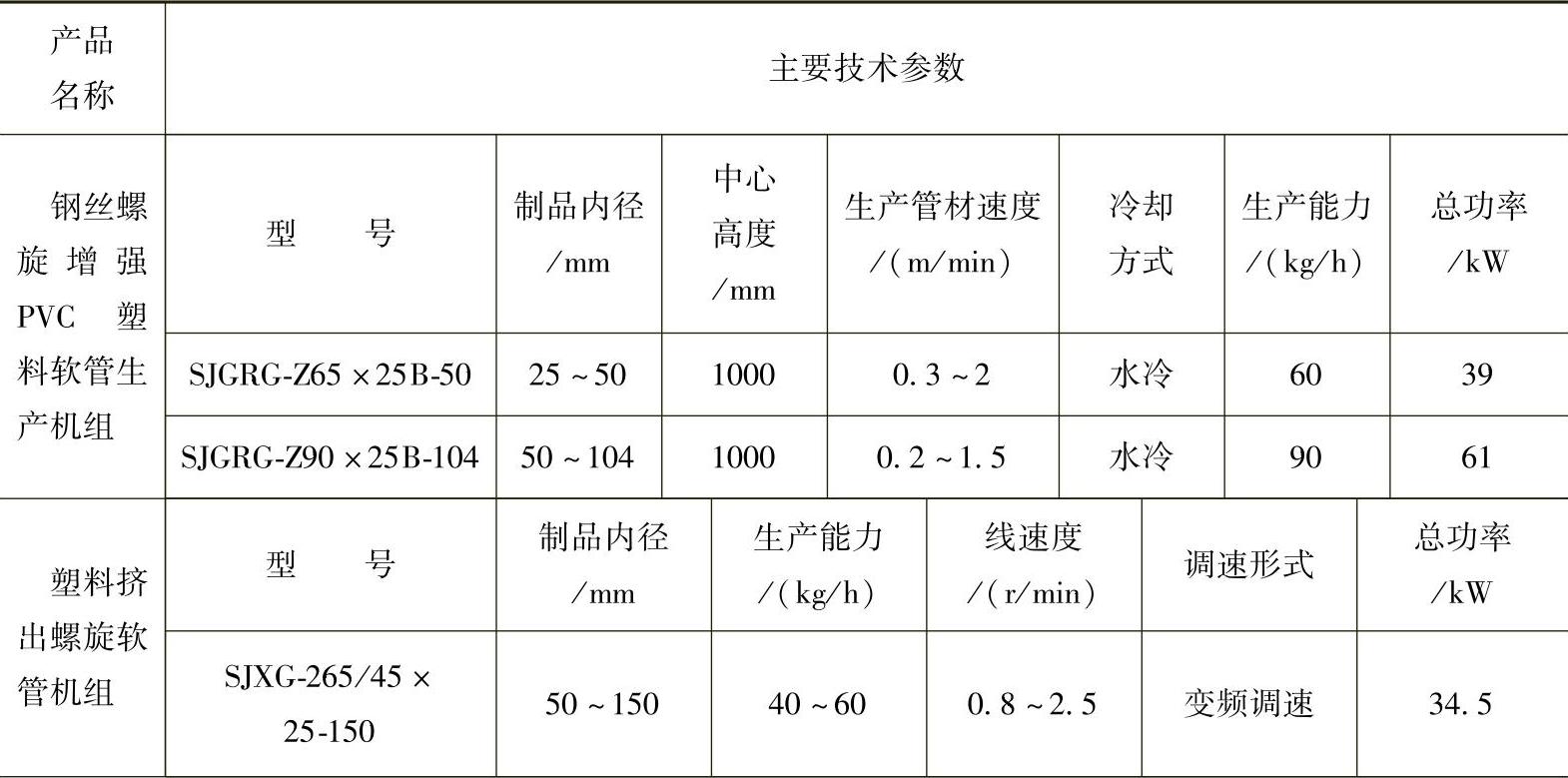
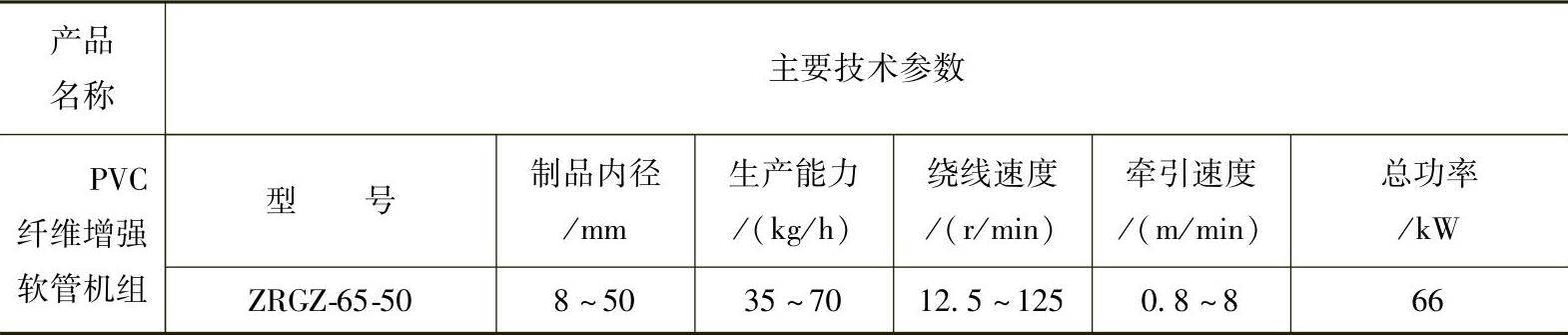
表1-16 青岛精达塑料机械厂产管用辅机主要参数
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。