



在挤出机的机筒内,有两根结构相同的螺杆同时旋转工作,即为双螺杆挤出机。由于双螺杆的外形结构不同、双螺杆挤出机分为圆柱形双螺杆挤出机(见图1-6,两根螺杆为轴线平行的圆柱形结构)和圆锥形双螺杆挤出机(见图1-7,两根螺杆外形为轴线不平行的圆锥形结构)。双螺杆塑化原料时,两个螺杆的螺纹部分啮合(或半啮合、不啮合)工作,转速相同,转向分同向和异向旋转,共同把塑料强制向前推进、输送和塑化。

图1-6 圆柱形双螺杆的外形结构
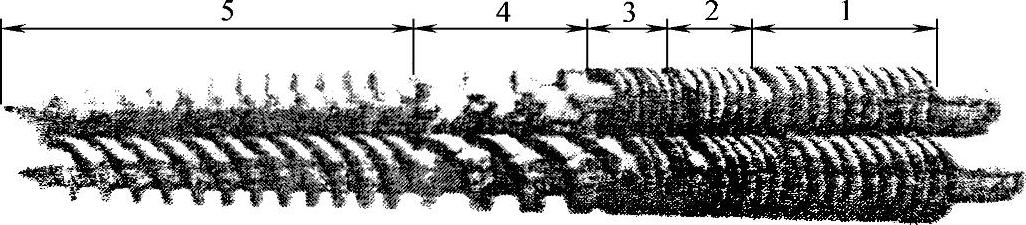
图1-7 锥形双螺杆挤出机螺杆及其分区
1—熔体区 2—排气区 3—压缩区 4—混合区 5—加料区
双螺杆挤出机与单螺杆挤出机比较,工作时有下列特点:
1)原料被双螺杆挤压塑化过程中,螺杆的转速不高,产生的摩擦热量较少。
2)原料在机筒内受双螺杆啮合剪切作用稳定均匀、塑化、混合原料质量好。
3)原料在机筒内停留时间较短,适合于热敏性料的塑化成型加工。
4)加料容易。适合于不同黏度料的塑化,如粉料、糊状料及带状料等都适宜塑化挤出,混合塑化质量比较稳定。
5)工作时对原料的输送能力高,同时还有较好的排气效果,有利产品质量的稳定。
6)双螺杆啮合旋转工作,机筒内残料可以自动清理。
1.双螺杆挤出机的应用
(1)异向旋转双螺杆挤出机的应用 由于异向旋转双螺杆挤出机工作中的输送能力和产生的熔料压力都比较大,原料塑化质量也较好,所以这种双螺杆挤出机比较适合成型塑料制品。异向旋转锥形双螺杆挤出机,由于承受螺杆工作轴向力的轴承规格较大,所以可以用于硬质聚氯乙烯制品的挤出成型,如异型材和管材的挤出成型。锥形双螺杆和机筒的制造与圆柱形双螺杆和机筒的制造比较,难度比较大,所以,锥形螺杆直径大于80mm时,一般多改用圆柱形双螺杆。
小直径(ϕ30mm左右的螺杆)的圆柱形双螺杆挤出机,一般多用在试验室等场合。
(2)同向旋转双螺杆挤出机的应用 同向旋转双螺杆挤出机一般多是圆柱形双螺杆挤出机。这种双螺杆挤出机工作时,螺杆的工作转速较高,塑化料在啮合型同向旋转双螺杆的螺槽中呈∞字形螺旋流动,则受剪切作用较大。所以,同向旋转圆柱形双螺杆挤出机对塑化料的分散混合能力好,在机筒内停留时间也较短,还具有自清理效果,多用在对聚合物的共混、填充、增强和排气等挤出工作。如改性混合料的混炼塑化造粒,多采用同向圆柱形双螺杆挤出机。
与异向旋转双螺杆挤出机比较,同向旋转双螺杆挤出机的输送物料效率低,熔料压力较小,而且压力的稳定性也较差,所以很少用这类挤出机成型塑料制品。
2.主要参数
同向旋转双螺杆挤出机的基本参数见表1-8。异向旋转双螺杆挤出机的基本参数见表1-9。啮合型异向旋转锥形双螺杆挤出机基本参数见表1-10。
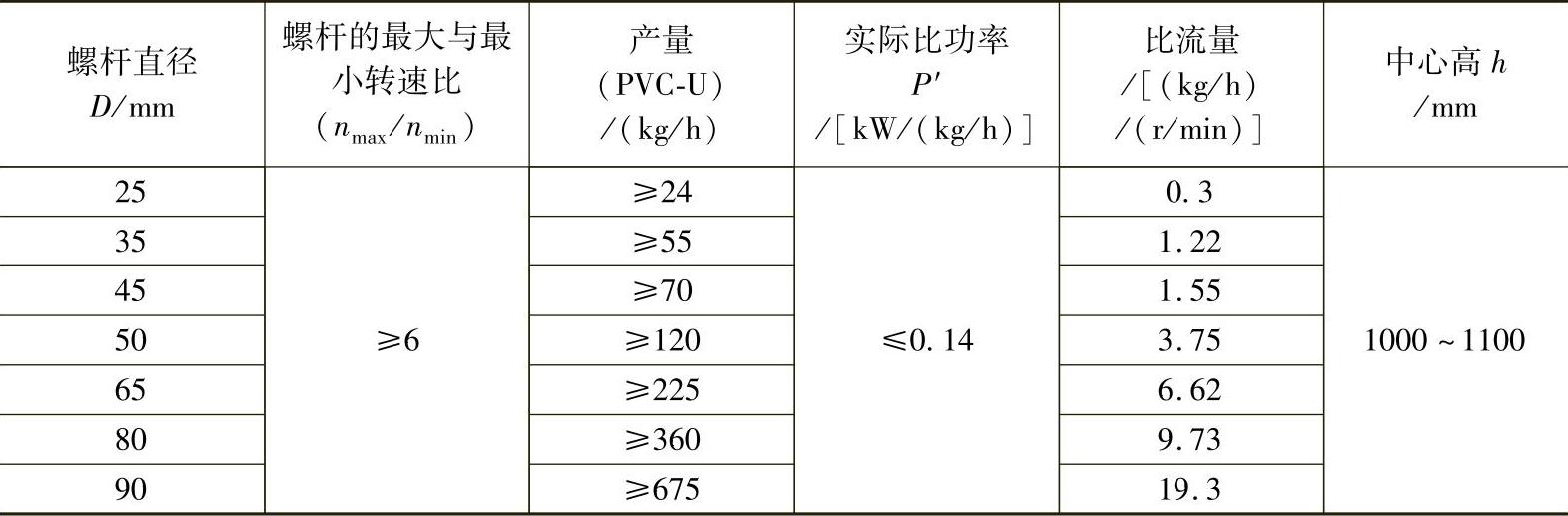
表1-8 同向双螺杆挤出机基本参数(JB/T 5420—2001)
由于双螺杆挤出机的类型的不同,其主要技术参数也略有差异。这里只简单介绍双螺杆挤出机中的常用参数。
1)螺杆类型。双螺杆挤出机有多种类型,主要是按螺杆的类型不同来分类。螺杆可分为常螺距和常深型的。
2)螺杆的分段与功能区。双螺杆的各段功能区名称没有统一的规定。如图1-8所示是双螺杆的功能段名称。
表1-9 异向双螺杆挤出机基本参数(JB/T 6491—2001)
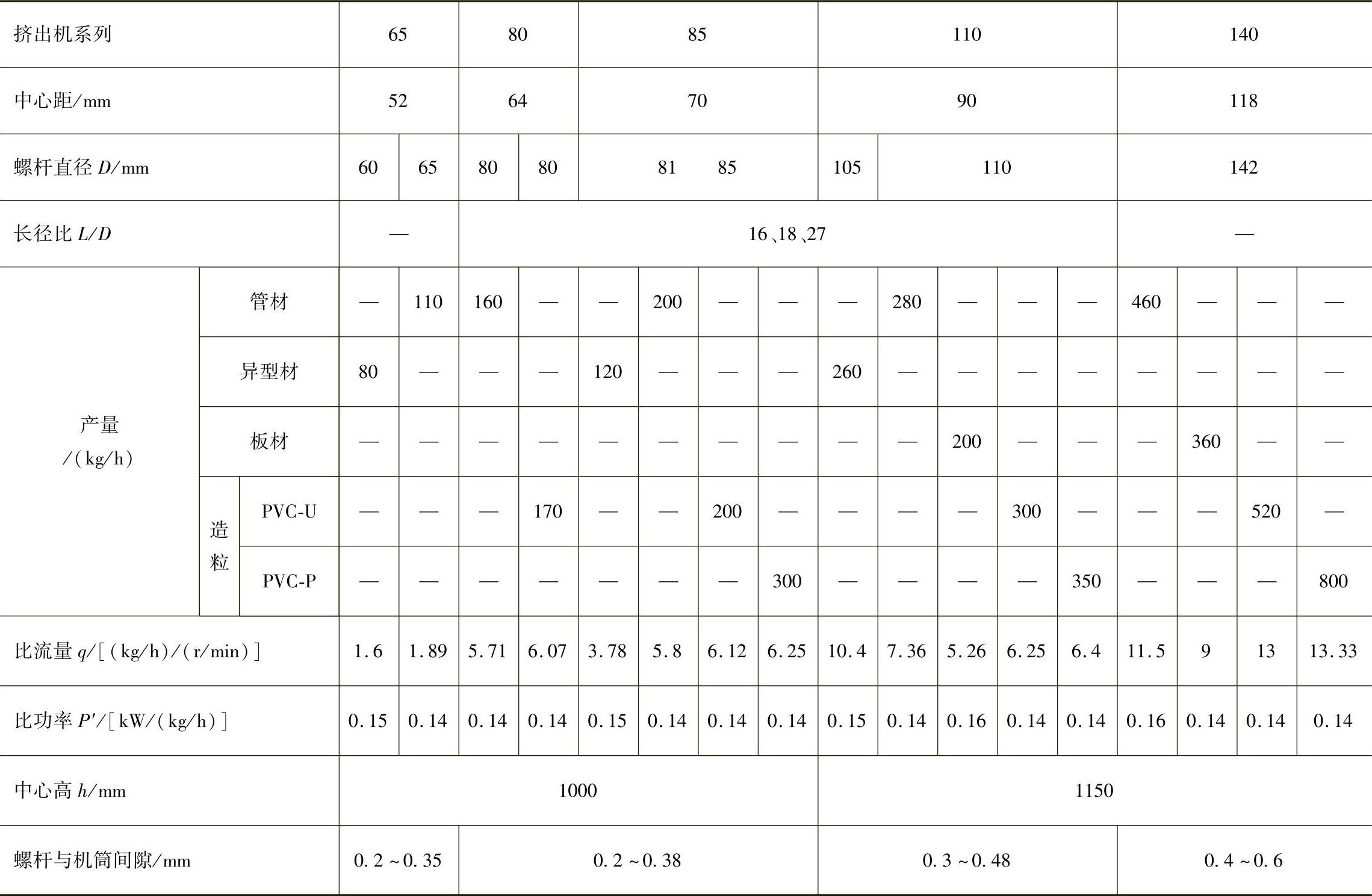
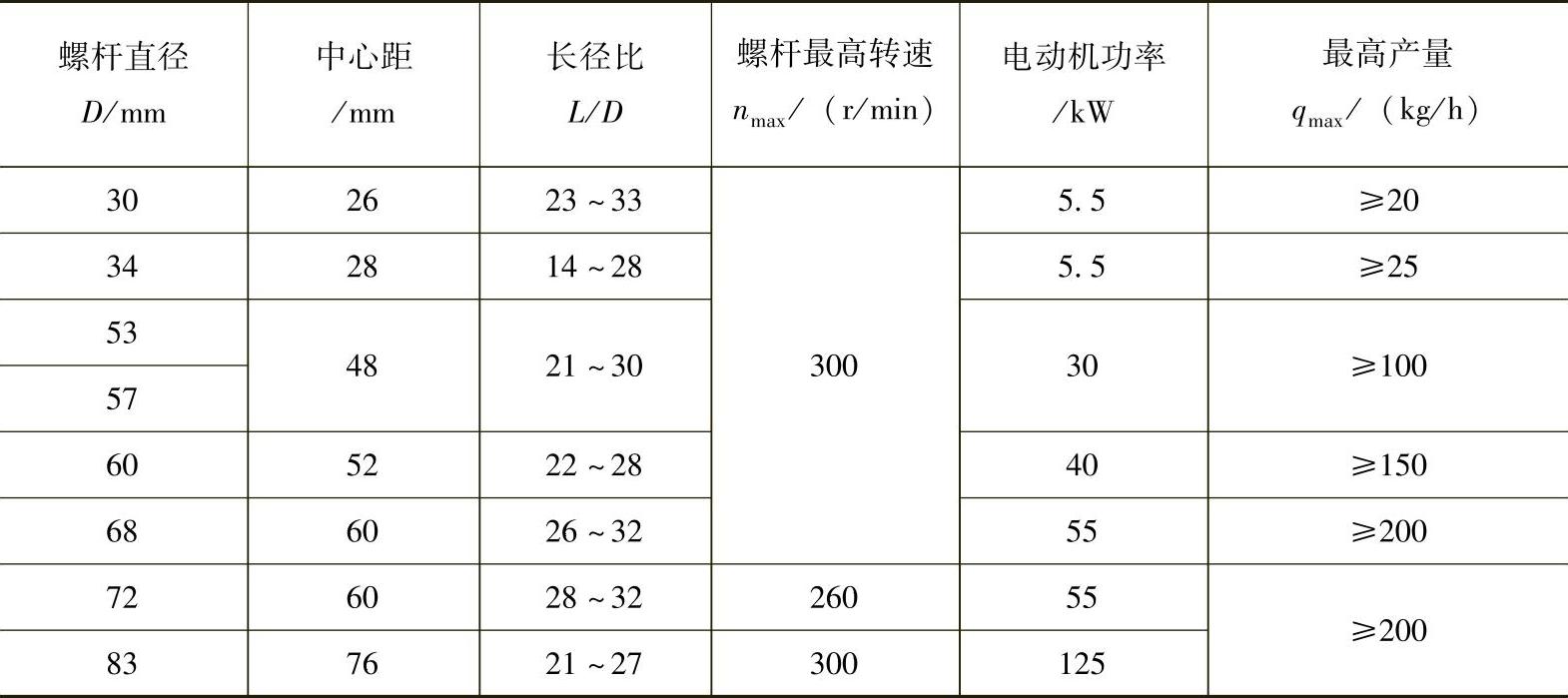
表1-10 锥形双螺杆挤出机基本参数(JB/T 6492—2001)
 (https://www.xing528.com)
(https://www.xing528.com)
注:此锥形双螺杆挤出机以加工硬聚氯乙烯管材、板材、异型材造粒为主。
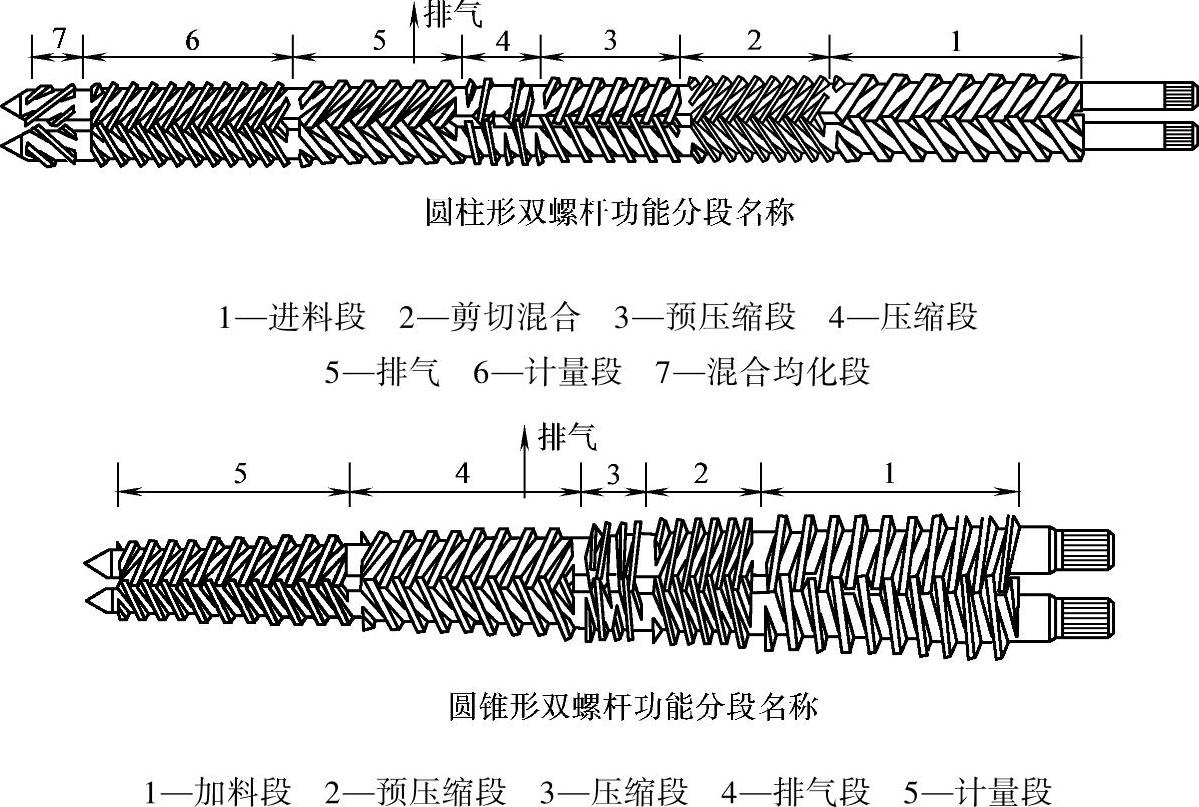
图1-8 双螺杆的功能段名称
3)螺杆直径。指螺杆上螺纹的外径。用D表示,单位为mm。锥形螺杆的外径分大端直径和小端直径,一般是用小端直径表示锥形螺杆直径的规格。
圆柱形双螺杆直径尺寸除了标准规定外,还有一些不同直径规格,如36mm、52mm、58mm、60mm、62mm、68mm、72mm、80mm、92mm等。圆锥形双螺杆直径还有45/90、51/105、65/132、80/155、92/188、35/80、51/105、55/113等直径规格(前面数字为小端直径,后面数字为大端直径),单位为mm。
4)螺杆长径比。用L/D表示。L为螺杆螺纹部分长度,D为螺杆直径。锥形双螺杆的长径比在11∶1~20∶1范围;圆柱形双螺杆的长径比和单螺杆挤出机中的螺杆长径比值接近。
5)几何压缩比。圆锥形双螺杆的几何压缩比较大。圆柱形双螺杆的压缩比和单螺杆挤出机中的螺杆压缩比相同。
6)两根螺杆中心距。圆柱形双螺杆间的中心距,除了标准规定外,还有21mm、35mm、51mm和63.8mm等规格。
7)螺杆有效工作长度。国产圆锥形双螺杆挤出机中圆锥形双螺杆的有效长度分别为989mm(SJZ-45)、1195mm(SJZ-55)、1440mm(SJZ-65)、1800mm(SJZ-80)、2200mm(SJZ-90)。
8)间隙。两螺杆间的间隙为1mm左右。
9)双螺杆的螺纹头数。一般常用值为2~3。
10)两根螺杆的啮合状态。圆锥形同向旋转啮合型螺杆的啮合状态,分深啮合的TE型(啮合深度约是螺杆外径的20%)和浅啮合的TEM型(啮合深度约是螺杆外径的10%)。
11)螺纹升角。双螺杆的螺纹升角约为15°。
12)机筒的加热功率和加热段 指用电阻加热机筒时所用的总功率。用P表示,单位为kW。加热段是指机筒被分段加热或温度控制段。
13)螺杆转速范围。指螺杆工作时的最高转数和最低转速。用nmin~nmax表示,单位为r/min。
14)螺杆旋向。指两根螺杆工作时旋向,有同向旋转和异向旋转之分。同向旋转双螺杆挤出机多用于原料的混合造粒;异向旋转双螺杆挤出机多用于塑料制品的挤出成型。
15)电动机功率。指驱动双螺杆转动用电动机功率。用P表示,单位为kW。
16)生产率。生产率的高低与挤塑原料的性能和成型模具结构有关,是按塑料制品种类标明的单位时间产量。用Q表示,单位为kg/h。
17)螺杆承受扭矩。标明的是螺杆承受的最大扭矩。单位为N·m。为确保安全生产,工作时不允许超过其最大扭矩值。
18)螺杆轴承的承受力。指支撑螺杆传动轴上轴承能承受的最大轴向力,单位为N。
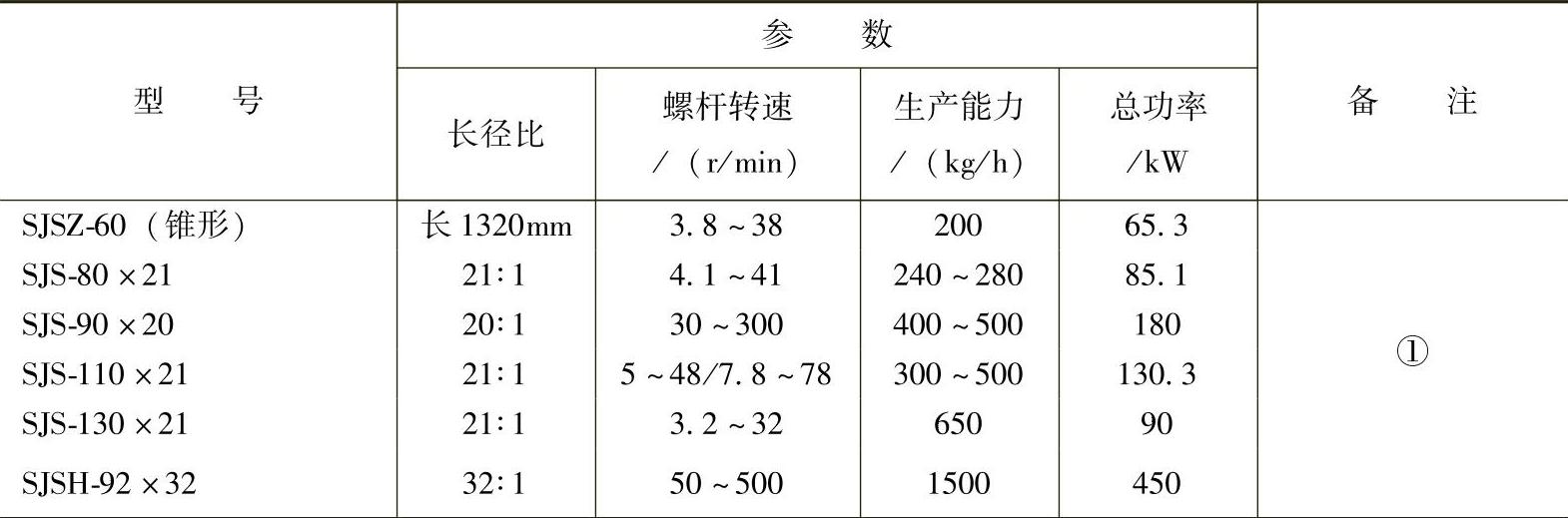
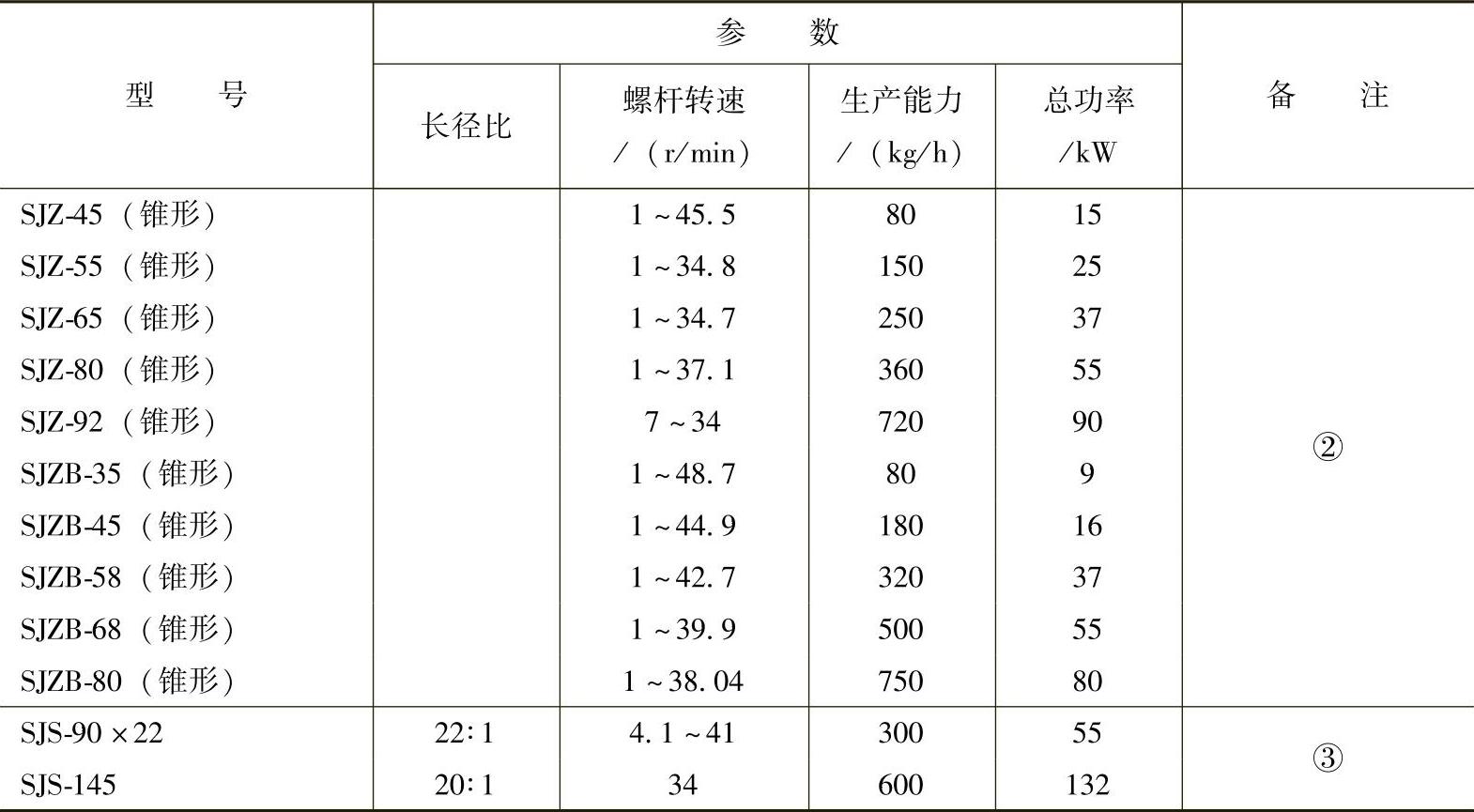
部分国产双螺杆挤出机的基本参数及生产厂家见表1-11。
表1-11 部分国产双螺杆挤出机基本参数
(续)
① 大连冰山橡塑股份有限公司生产。
② 上海申威达机械有限公司生产
③ 山东塑料橡胶机械总厂生产。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。