



1.电池性能测试
(1)使用设备。采用I-V测试仪。
(2)测试条件:AM1.5光谱,温度25℃。
(3)测试项目:电池面积、效率、Voc、Jsc、FF、漏电流。
(4)太阳能电池测试漏电流的目的
1)防止击穿。如果电池片做成组件时,电池片的正负极被接反,或者组件被加上反偏电压时,由于电池片的暗电流过大,电流叠加后会迅速的将电池片击穿。不过这样的情况很少发生,所以测试暗电流在这方面作用不是很大。
2)监控工艺。当电池片工艺流程结束后,可以通过测试暗电流来观察可能出现的工艺的问题。暗电流是由反向饱和电流和薄层漏电流,以及体漏电流组成的,分别用J1,J2,J3表示。当给片子加反偏电压时,暗电流随电压的升高而升高。分3个区:1区暗电流由J2起支配作用;2区由J3起支配作用;3区由J1起支配作用。三个区的分界点由具体的测试电压而决定的。
2.测试设备 EL140S/D-A太阳能电池组件缺陷测试仪如图11-24所示。
(1)设备简介。太阳能电池组件缺陷检测(EL)测试仪(以下简称EL全测试仪),用于晶体硅的缺陷检测,可与客户的生产线配套,实现自动上下料,自动测试。可人工对缺陷进行标记,保存在本地或远端数据库中。PC控制软件可通过以太网接口,实现与客户系统对接,传输测试结果和报警信息,并可依据客户需求定制功能。
(2)成像系统。此系统采用从索尼进口的SONY EXview HAD CCD,有140万象素、600万象素可供用户选择,并支持双相机模式。具有优秀的成像质量,SONY EXview HAD CCD,并带有半导体制冷,最低可达-20℃,排除热噪声的影响,使图像质量进一步提升。一体化设计,接口简单,便于维护。CCD相机采用一体化设计,USB接口供电和数据传输,维护简单。
(3)运动控制单元。它负责整个EL全自动测试仪的流程控制和单个功能模块的手动功能调试。
运动控制单元采集传感器的状态来控制设备的工作流程,同时通过传感器获知各个单元的工作状态。当某个工作单元出现故障时,运动控制单元能够立刻停止当前的操作,并保持状态,通过串口与PC机交互发送和接收命令和上传报警信息。(https://www.xing528.com)
(4)计算机控制系统
1)计算机配置专业工业控制计算机,稳定性好,采用中文WindowsXP操作系统。
2)图像采集处理软件采用专业操作界面,简单明了;中/英文操作环境,支持手动标记缺陷位置;不同的缺陷具有不同的标记符号,方便识别;标记结果可与图片一同保存。
3)数据库管理测试结果便于检索和查找,并可与客户数据库接口,上传测试结果。
4)提供以太网接口,可与客户生产管理系统接口,上传测试图片、设备工作状态及报警信息。
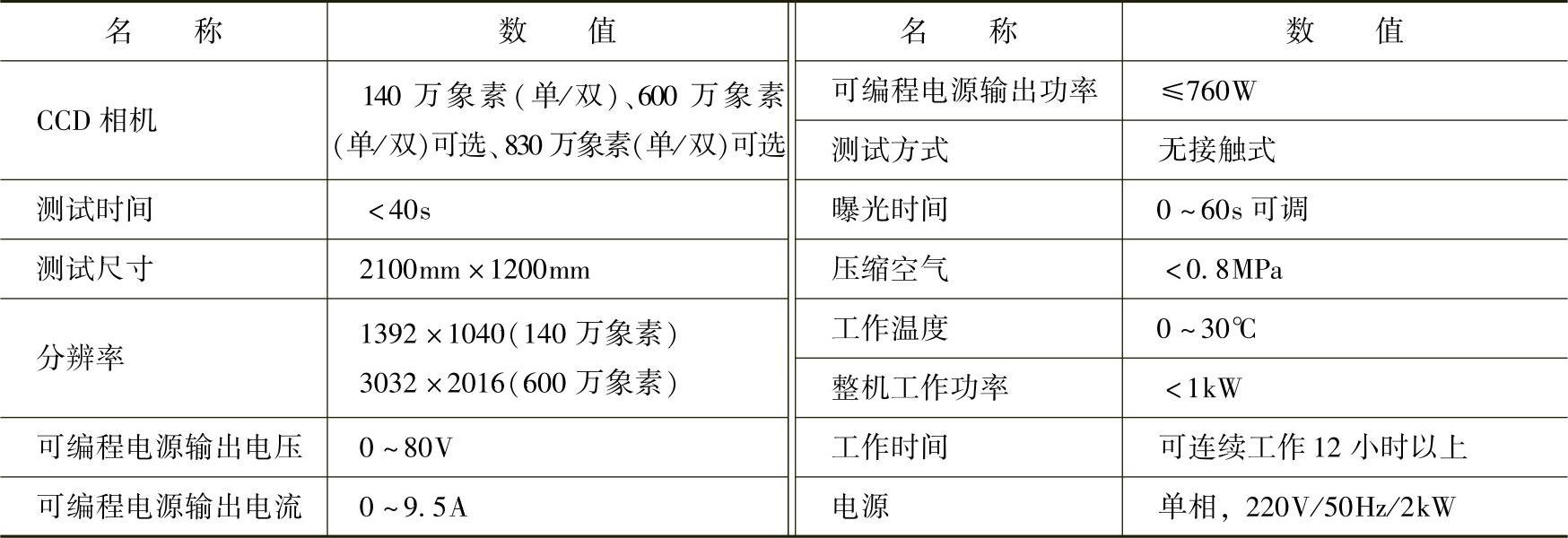
(5)主要技术参数。见表11-12。
图11-24 全自动EL测试仪
表11-12EL140S/D-A太阳能电池组件测试仪技术参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。