



多线切割原理分切割系统与钢线切割原理阐述。
1.切割系统
(1)单晶棒料安装。将处理过后的方形单晶棒料,通过玻璃板用环氧树脂粘接固定在不锈钢工件上,然后放置在切割机的相应区域。
(2)切割系统。图7-1示出切割系统。此图是多锭切割,即一次可切割四根单晶棒料。有的系统只能切割一根单晶棒料。
将钢线缠绕在放线轮和收线轮之间,并通过一定的缠绕方式形成相互平衡的网状加工部分。在加工过程中,钢线作高速运动(5~10m/s),放线轮和收线轮分别完成放线和收线的任务,其中张紧轮控制钢线的张紧力。切割液喷嘴装在单晶棒料两侧,单晶棒料垂直于钢线进给。切割液喷嘴喷出带有磨粒的研磨液,高速运动的钢线将带有磨粒的研磨液注射到加工区域,实现晶棒的切割。

图7-1 切割系统
(3)导线轮。处于四个角位置的导线轮,经过开槽工艺处理,在轮体上刻有精密的、与所使用切割钢线直径相适应的、500~700个平行的精密线槽。
(4)钢线。采用一根钢丝,典型的直径为180μm,钢线从称为“载线器”(图中未画出)的一种储线设备入口一侧通过,然后穿过一个可更换的导线轮,缠绕在呈直角排列的固定轴上。顺序来回缠绕四个导线轮的几百个线槽上,形成上下两个平行钢线网。钢线张力一般设在20~30N之间,在闭环反馈控制下保持不变。放线轮放出新的钢线,收线轮收集已用过的钢线。钢线伸展开,长达数百千米。主传动电动机带动导线轮旋转,导轮带动切割钢线高速走动,线速一般为10~20m/s。
(5)切割液。单晶棒两侧的切割液喷嘴将砂浆切削液喷在“钢丝网”上,导线轮的旋转驱动“钢丝网”,将砂浆带到单晶棒里,钢丝将研磨砂紧压在单晶棒的表面上进行研磨式的切割,在工作台两侧的喷嘴将砂浆和磨料均匀地喷在钢线网上。砂浆不仅是研磨剂,而且可以用来带走切削过程所产生的热。使用碳化硅微粉作为研磨介质,切割硅片的过程中,碳化硅微粉颗粒持续快速冲击硅料表面。这一过程会释放出大量摩擦热量,同时碳化硅颗粒与硅棒之间的碰撞和摩擦而产生的破碎碳化硅颗粒、晶硅颗粒,以及钢线上金属屑也将混入切割系统中。为了避免被切割开的硅片,受切割系统温度升高的影响而发生翘曲和其表面被细碎颗粒过度研磨而影响其表面光洁,必须设法将切割热及破碎颗粒及时带出切割系统,因此切割液的主要作用是使混有碳化硅的砂浆保持良好的流动性,均匀稳定地分散碳化硅颗粒,在钢线的高速运动中均匀平稳地作用于硅料表面,同时及时带走热量和杂质颗粒,保证切割出的硅片的质量。(https://www.xing528.com)
砂浆成分主要为SiC和PEG(聚乙二醇),砂浆中碳化硅颗粒的尺寸为5~30μm。它的价格占了整个切割成本的25%~35%。砂浆的配比很重要,如果选用不适当或选用了油基砂浆,会使晶片容易彼此粘在一起而不易分开,晶片的厚度越薄,粘接越严重。
砂浆随着钢线进入晶棒进行切割作业,同时单晶棒随工作台缓慢向下推进,慢速地推过“钢丝网”,经过几个小时的磨削切割加工,可将单晶棒一刀切割成上千片相同厚度的硅片。
(6)切割晶棒最大直径是由导轮轴之间的空间大小和工作台垂直行程决定的,可切割最大直径300mm。
2.钢线切割原理 图7-2示出钢线切割原理。钢线本身没有切割能力,它的作用仅在带动有切割能力的浆料,使其对单晶棒进行切片动作。高速运动的钢线带动砂浆到切割区,在钢线和单晶表面充满了碳化硅(SiC)颗粒和砂浆悬浮液的混合物,使砂浆中的研磨颗粒碳化硅(SiC)与硅棒表面高速磨削,由于研磨颗粒有非常锐利的棱角,并且硬度远大于硅棒的硬度,所以硅棒与钢线接触的区域逐渐被砂浆磨削掉,同时带走磨削中产生的大量热。推动单晶棒向下向钢线网方向移动,即为进刀运动,钢线弯曲,弯曲角度通常在1°~5°之间。缓慢地将硅棒割开。由钢线造成的压力在不同接触区域并不相同,在钢线正下方达到最大值。
由于钢线横向振动会将压力施加到侧面,而侧面的切割质量会直接影响硅片最终表面质量。有效地控制钢线张力,减小钢线振动是多线切割技术的一项重要指标。
多线切割机以控制张力为核心,由PLC控制放线电动机、收线电动机、主轴电动机、张力控制电动机、放收线导向移动电动机、工作台移动电动机等。从张力传感器取样、测试、计算、比较后输出指令,控制各路电动机运转,设定切割模式,检测切割条件,测定调节各电动机运转情况及砂浆流量和温度。
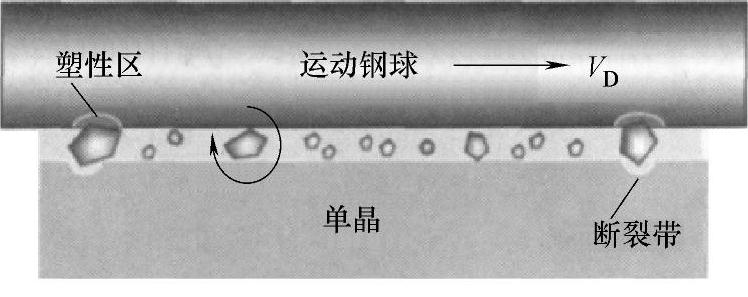
图7-2 钢线切割原理
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。