



1)多思考,开阔视野。维修数控机床时要冷静,要进行多方面分析,不要不经仔细思考就贸然下手。
例如一台采用FANUC 0TC系统的数控车床,工作中突然出现故障,系统断电关机,重新启动,系统启动不了,检查发现24V电源自动开关断开,对负载回路进行检查发现对地短路,短路故障是非常难于发现故障点的,如果逐段检查非常繁琐。所以当时没有贸然下手,而是对图样进行分析,并向操作人员询问,故障是在什么情况下发生的,据操作人员反映是在踩完脚踏开关之后,机床就出现故障了。根据这一线索,首先检查脚踏开关,发现确实是脚踏开关对地短路,处理后,机床恢复了正常工作。
2)多思考,知其所以然。一些数控机床出现故障后,有时在检查过程中会发现一些问题,如果把发现的问题搞清楚,有助于对机床原理的理解,也有助于故障的维修。要知其然,还要知其所以然。
例如一台采用FANUC 0TC系统的数控机床出现自动开关跳闸报警,打开电器柜发现110V电源的自动开关跳闸,检查负载没有发现电源短路和对地短路,但在接通电源开关的时候,电源总开关直接跳闸,因此怀疑110V电源负载有问题。为了进一步检查故障,将110V电源自动开关下面连接的两根电源线拆下一根,这时开总电源,电源可以加上,但在数控系统准备好后,按机床准备按钮时,这个自动开关又自动跳闸,对110V电源负载进行逐个检查,发现卡盘卡紧电磁阀3SOL1线圈短路。如图2-2所示,当机床准备时,PLC输出Y53.1输出高电平,继电器K31得电,K31触点闭合,110V电源为电磁阀3SOL1供电,因为线圈短路电流过大,所以110V电源的自动开关跳闸。更换电磁阀后机床恢复正常工作。
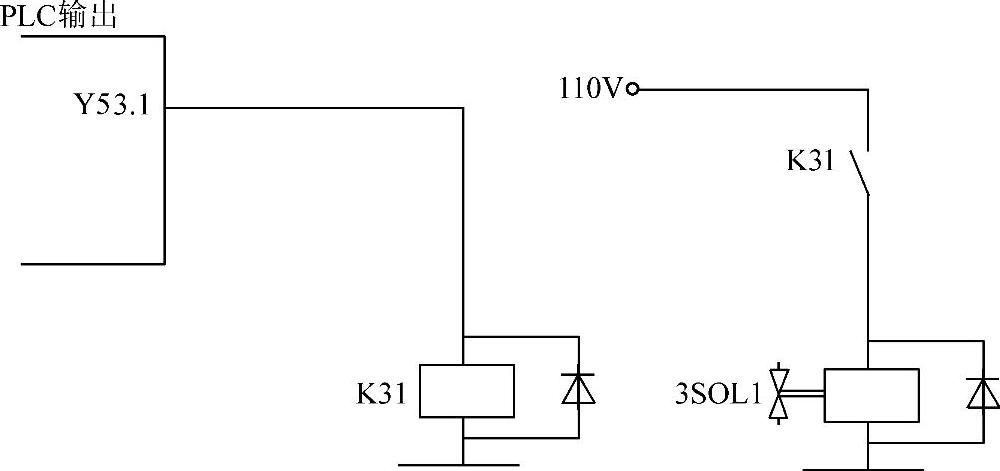
图2-2 卡盘卡紧电气控制原理图
但为什么另一个电源线一接上,总电源开关接通后就跳闸呢?顺着这根连线进行检查,发现连接到电器柜的门开关上,接着顺藤摸瓜发现经过门开关后又连接到电源总开关的脱扣线圈上,如图2-3所示,原来是起保护作用,当电器柜打开时,不允许非专业人员合上总电源。知道这样的功能,对维修其他机床也有参考作用,避免走弯路。(https://www.xing528.com)
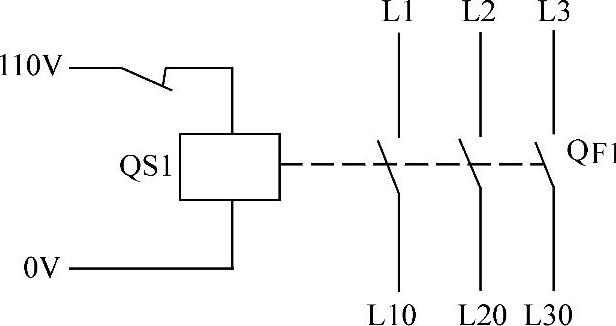
图2-3 总电源开关图
3)多思考,防患于未然。数控机床出现故障后,在维修过程中,发现问题后,不但要解决问题,还要研究发生故障的原因,并采取措施防止故障再次发生,或者延长使用时间。
例如一台采用西门子810T系统的数控机床出现报警1321“Con-trol loop hardware”(控制环硬件),指示Z轴反馈回路有问题,经检查为编码器损坏,更换编码器故障消除。研究故障产生的原因,原来是机床切削液排出不畅,致使编码器和电缆插头浸泡在切削液中,为此采取措施,在编码器附近加装排水装置和溢流装置,使编码器再也不会浸入切削液中,防止故障再次发生。
又如一台采用西门子810G系统的数控机床一次出现故障,在磨削加工时,磨轮撞到工件上,致使7万余元的进口磨轮报废。分析故障原因,是编码器出现故障,更换编码器后,机床恢复正常工作。研究故障发生的原因,一是该机床采用油冷却,冷却油雾进入编码器,使编码器工作不稳定;二是执行加工程序时,砂轮首先快速接近工件,在距离工件0.5mm时使用磨削速度磨削工件。为了减少故障频次和损失,首先采取保护措施使编码器尽量少进油雾,其次对加工程序进行改进,在距离工件10mm时停止快移,然后以5倍磨削速度进给到距离工件0.5mm的位置,然后再进行磨削,这样即使编码器出现问题,也不至于磨轮撞到工件,只可能将工件磨废,减少损失,并可以及时发现问题。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。