



如图8-35所示的零件是一个双层结构的五角形双层凸台。
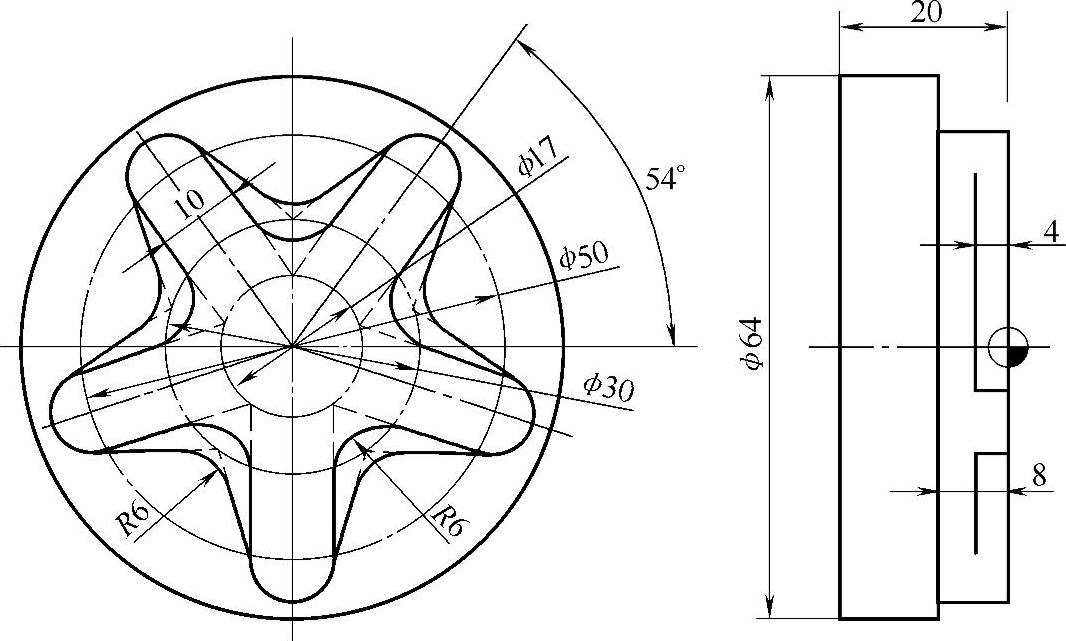
图8-35 五角形双层凸台零件
(1)零件图样分析 该零件的上层五角形凸台是由在基圆ϕ50mm上等间隔分布的五个R5mm凸形半圆、与半圆两侧相切且相距10mm的直线及所形成的R6mm过渡圆弧连接成的封闭轮廓线形成。下层五角形凸台是由在基圆ϕ30mm上向R5mm凸形半圆引切线,相邻两切线所成R6mm过渡圆弧及R5mm凸形半圆连接成的封闭轮廓线形成。可以看到,若用人工计算这个非典型五角形图形轮廓线段的基点坐标数据是一件比较费时的工作。采用导入方式生成轮廓参数数据程序块方法则是比较容易的操作。
(2)加工零件轮廓图形导入准备 由于凹形过渡圆弧半径为R6mm,且五角形凸台轮廓外形半径约30mm,采用直径ϕ10mm的圆柱立铣刀加工。
1)准备一个不保留中心线、尺寸标注线等辅助线段的DXF格式图形文件,并将CAD生成的WJXSHT.dxf复制到U盘,然后插入到数控系统面板上的USB插口。
2)参照8.1.2DXF图形导入器的使用方法一节,做好准备工作。
第一,按照前期准备工作的步骤,建立主程序WJXSHT.mpf。
第二,按照导入DXF格式文件图形的步骤,导入WJXSHT.dxf格式的图形,如图8-36所示。
第三,按照构建加工轮廓程序块的步骤,构建WJXSHT零件的三个加工轮廓程序块。
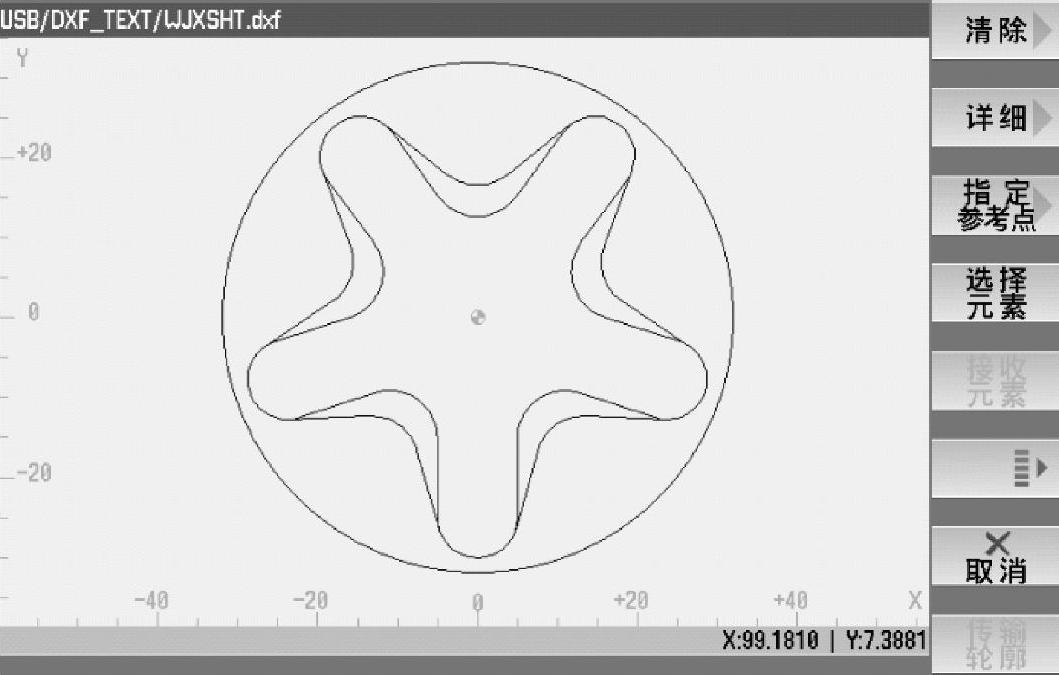
图8-36 导入的WJXSHT.dxf轮廓图形
3)生成毛坯圆加工轮廓程序块的五个步骤
①接收离下刀点较近的一个轮廓图素,使这个轮廓线段变成橙色细线段。
②确定这个线段的蓝色端点作为这个轮廓的起点还是终点。
③按软键〖接收元素〗,使橙色粗线段继续行进,最终回到出发点,且橙色线段消失,一个轮廓全部接收完成。
④对这个轮廓转换工作进行核查。
⑤检查无误后,按软键〖接收〗,生成了一个命名为“A1”的加工轮廓程序块。
4)生成的五角形双层凸台毛坯圆加工轮廓程序块A1出现在M30指令的下面。
(3)创建下层凸台轮廓加工块 方法同上,过程从略。生成的A2非典型五角形上层凸台加工轮廓程序块出现在A1加工轮廓程序块的下面。
(4)创建上层凸台轮廓加工块 方法同上,过程从略。生成的A3非典型五角形上层凸台加工轮廓程序块出现在A2加工轮廓程序块的下面。
(5)完成加工程序的编制 进入程序编辑界面,在已经完成的加工工艺准备指令程序段下面开始进行凸台轮廓加工程序的编写。
双层凸台轮廓的铣削加工过程采用自上向下的方法,逐层加工,先粗后精。
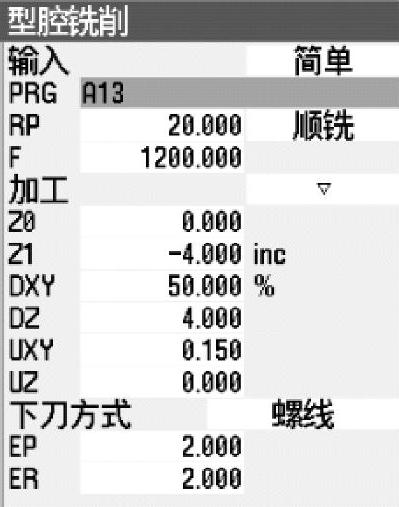
1)上层凸台轮廓粗铣削加工。使用CYCLE62指令调用轮廓A1和轮廓A3,注意调用轮廓的先后顺序。当程序指令中连续调用2个或多个不同的轮廓时,系统默认将调用的第1个轮廓定义为轮廓腔的形状,从第二个以及之后调用的轮廓视为轮廓腔里面的岛屿。这里,A3为实际上层凸台轮廓,A1(毛坯圆轮廓)在此处定义为A3轮廓外的余量,然后使用CYCLE63指令进行凸台轮廓的切削。A3轮廓铣削加工参数如图8-37所示。
提示读者:A1加工轮廓程序块是按照图样尺寸编辑的,选择10mm立铣刀会留下很多余料,无法完成加工。故放弃了图样中给定的直径ϕ64mm的毛坯轮廓线,重新生成了直径ϕ80mm圆形毛坯轮廓线作为铣削边界线,编辑新的A1加工轮廓程序块。
生成的程序代码如下:
CYCLE62("A1",1)
CYCLE62("A3",1)
CYCLE63("A13",11,20,0,1,-4,1200,200,50,4,0.15,0,0,0,0,2,2,15,1,2,"",1,,0,10101,111)
 (https://www.xing528.com)
(https://www.xing528.com)
图8-37 A3轮廓粗加工参数
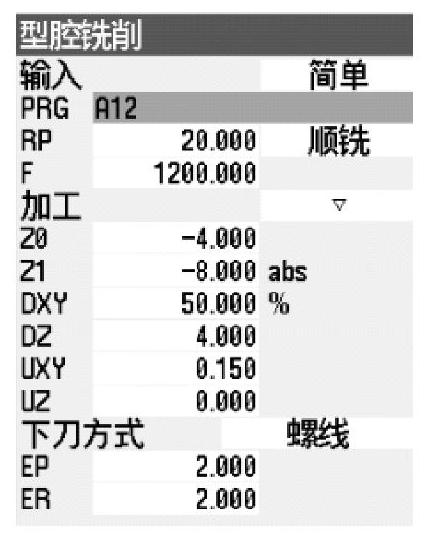
图8-38 A2轮廓粗加工参数
2)下层凸台轮廓粗铣削加工。使用CYCLE62指令调用轮廓A1和轮廓A2,这里,A2为实际下层凸台轮廓,A1(毛坯圆轮廓)在此处定义为A2轮廓外的余量,然后使用CYCLE63指令进行凸台轮廓的切削。A2轮廓铣削加工参数如图8-38所示。
生成的程序代码如下:
CYCLE62("A1",1)
CYCLE62("A2",1)
CYCLE63("A12",11,20,-4,1,-8,1200,200,50,4,0.15,0,0,0,0,2,2,15,1,2,"",1,,0,10101,110)
3)上层凸台轮廓精铣削加工。上层凸台轮廓精加工铣削参数如图8-39所示。
生成的程序代码如下:
CYCLE62("A1",1,,)
CYCLE62("A3",1,,)
CYCLE63("A1133",14,20,0,1,-4,1000,200,50,4,0.15,0,0,0,0,2,2,15,1,2,"",1,,0,10101,111)
4)下层凸台轮廓精铣削加工。下层凸台轮廓精加工铣削参数如图8-40所示。
生成的程序代码如下:
CYCLE62("A1",1,,)
CYCLE62("A2",1,,)
CYCLE63("A1122",4,20,-4,1,-8,1200,200,50,4,0.15,0,0,0,0,2,2,15,1,2,"",1,,0,10101,110)
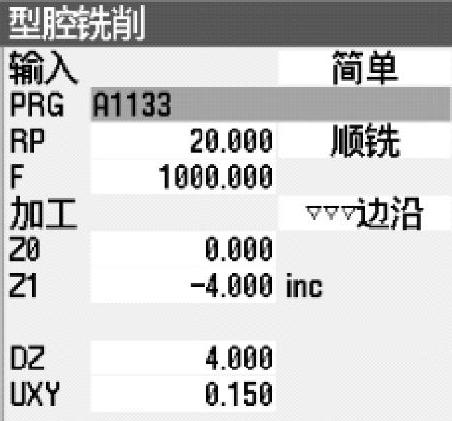
图8-39 上层凸台轮廓精加工参数
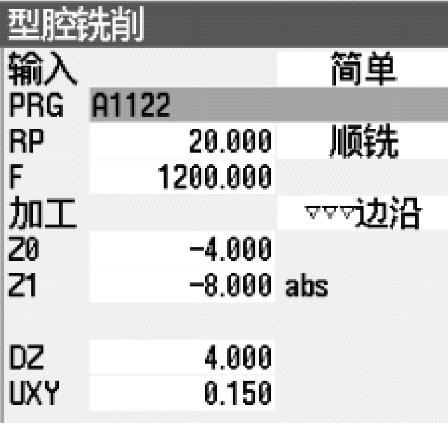
图8-40 下层凸台轮廓精加工参数
说明:边沿精加工余量若填入0,则该输入栏的背景色变为粉色,〖确认〗软键也不显示。可以按照粗加工时的余量参数输入在这里,实际的精加工是将余量视为“0”值的。这是因为系统要计算刀具切入工件的入刀位置,即要把精加工余量计算在内,防止刀具直接碰到带有精加工余量尺寸的工件,可以看作这是一种保护措施。我们发现,当输入0.001mm的数值后,界面恢复正常。五角形双层凸台轮廓模拟加工如图8-41所示。
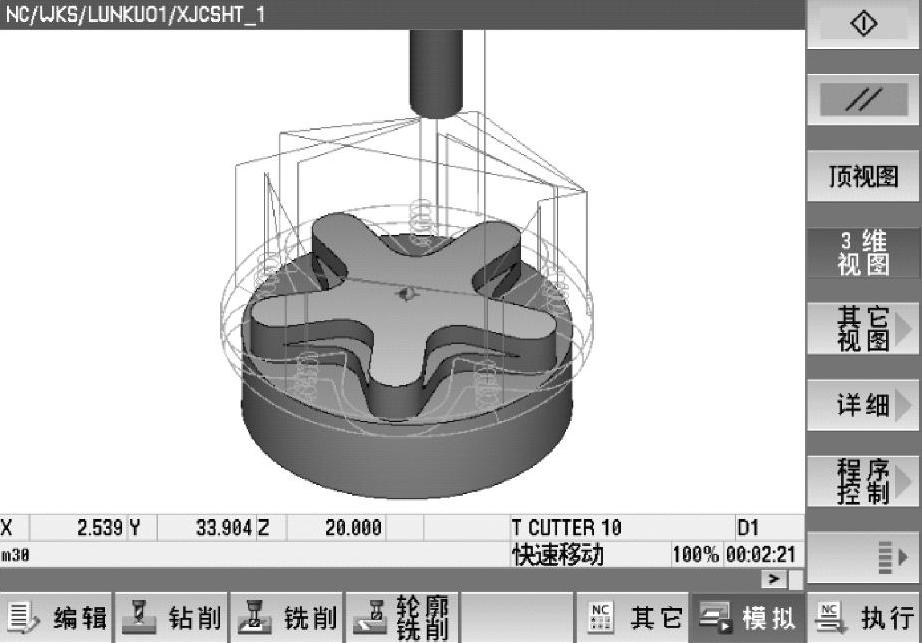
图8-41 五角形双层凸台轮廓模拟加工
生成的五角形双层凸台加工程序如图8-42所示。
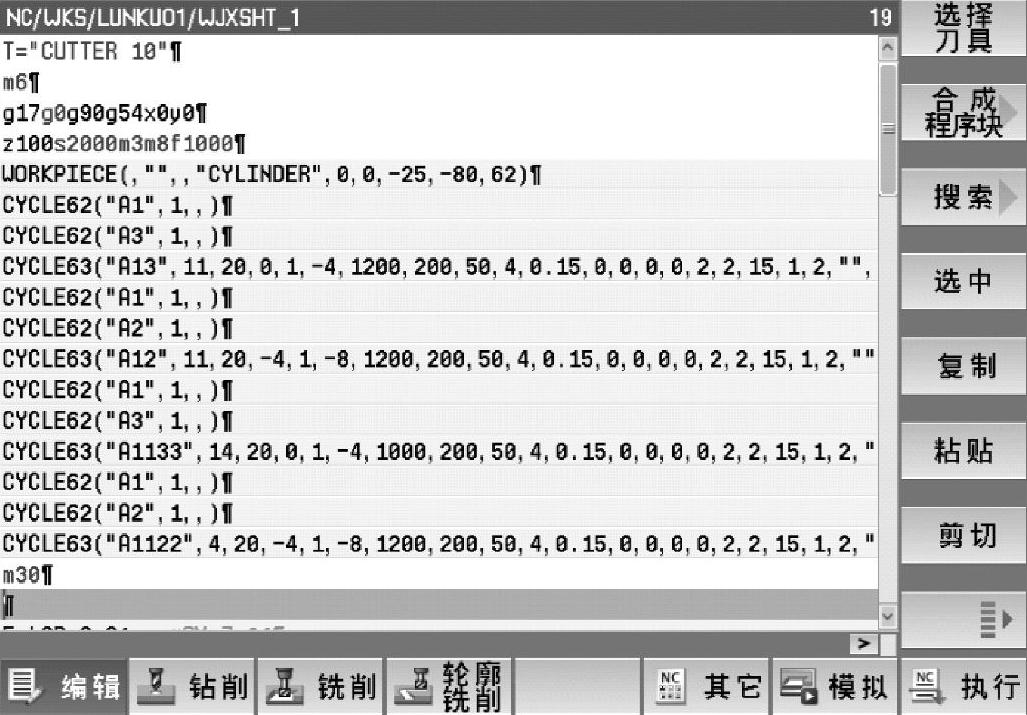
图8-42 五角形双层凸台加工程序
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。