



如图8-12所示为圆弧径向分布的纵向槽,其图形特点是纵向槽的轴线穿过设定的编程原点的圆心,呈径向分布。
编程前需要进行使用编程指令的规划:如何快速地完成编程的规则,使用自己熟悉的指令或编程技巧是首选方案。本题最让人困惑的是对图中20°夹角的理解。很多初学者往往一上来就理解为纵向槽循环指令参数中的初始角。纵向槽参数中的初始角度是以槽的参考点位置与第一轴(立式机床为水平轴X)的交角。但图样摆放的位置是纵向槽槽轴线与X轴夹角20°,不是起始角角度。
编程思路之一,五个径向分布的纵向槽的加工编程可以考虑采用纵向槽循环指令的基础上,增加坐标系旋转和控制循环指令实现。工件编程原点确定为工件上表面的对称中心处(G55)。选择第一个槽的中间位置为参考点,起始角度为20°,槽间的角度增量为72°,五个纵向槽均布。刀具为ϕ6mm的键槽立铣刀,采用往复下刀方式加工。
设定槽1按照水平位置摆放,即初始角度α0=0,在对话框界面填写第一纵向槽参数:X0=24,Y0=0,W=8,L=28(槽长),α0=0,往复下刀方式等;如果循环指令中设置了初始角度20°,则会使纵向槽的分布发生变形。而第一个纵向槽与轴形成的夹角,可以使用坐标系旋转指令ROTRPL=20(加工平面XY旋转,也可使用ROTZ=20)来解决。
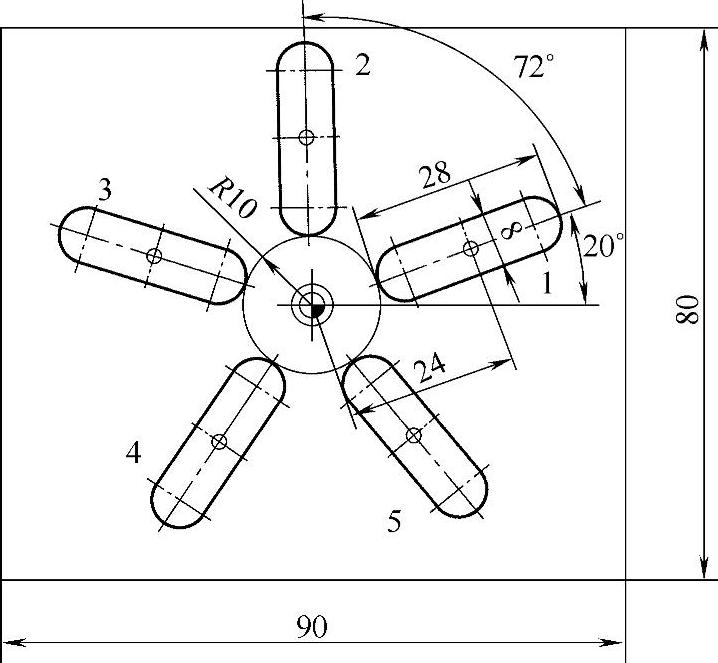
图8-12 径向分布的纵向槽加工编程
参考程序如下:
;JXC_1.MPF ;程序名称
;圆弧径向分布的纵向槽1
;2017-06-01 ;程序编写日期
N10T=″CUTTER_6" ;选用立铣刀
N20 M6 ;换刀至主轴
N30 G17G90G0G57X0Y0 ;确定工艺数据
N40 Z100S2000M3F200M8
N50 WORKPIECE(,,,"BOX",0,0,-0,-80,-45,-40,90,80) ;创建六面体毛坯模型
N60 R1=1 ;循环计数器,为计数器赋初值
N70 ROT RPL=20 ;设置槽1的初始角度
N80 SA1: ;设置跳转标志
N90 SLOT1(20,0,1,,5,1,28,8,24,0,5,0,0,0.1,500,2.5,0,0.1,31,0.1,15,15,0.1,15,2,0,1,2,100,1011,101) ;第一个纵向槽循环指令
N100 AROT RPL=72 ;纵向槽间隔位置角度旋转(增量方式)
N110 R1=R1+1 ;槽数计数器增1
N120 IF R1<=5GOTOB SA1 ;已加工槽数的判断
N130 ROT ;取消坐标系旋转(https://www.xing528.com)
N140 G00Z100M5M9 ;返回初始平面及工艺状态结束
N150 M30 ;程序结束
注:也可以使用N100 REPEAT N80 P5指令段代替N110和N120两个程序段完成路径循环。
编程思路之二,使用“位置圆弧”(圆周孔)循环指令(HOLES2)钻孔模式编写五个圆弧径向分布的纵向槽的加工程序。程序结构非常简洁。
这时需要对五个纵向槽指定统一的参考点位置。
1)按软键〖铣削〗,进入“铣削”加工模式;按软键〖槽〗,再按软键〖纵向槽〗,编写第1个纵向槽程序指令,可以指定纵向槽的参考点在槽的中心位置。需要先在加工方式“单独位置”下完成这个槽的铣削循环指令编写,在对话框界面填写第一纵向槽参数:X0=0,Y0=24,W=8,L=28(槽长),α0=0,往复下刀方式等;然后,再将加工方式“单独位置”改为“位置模式”。
提示读者:这里设定第一个纵向槽的轴线与X轴重合。
2)调用钻孔循环中的“位置圆弧”,按软键〖钻孔〗,进入“钻孔”加工模式,按软键〖位置〗,在“位置”界面的参数对话框栏目的第一行LAB“重复位置跳跃标记”处填写上标记符名称“CC1”。按软键〖位置圆弧〗(圆周孔分布)方式,在“位置圆弧”对话框界面,输入参数:X0=0,Y0=0,α0=20,R=24,N=5;将所有五个槽的参考点统一指定在同一个圆弧半径位置上。提示读者:这里设定第一个圆周孔的起始角为20°。
生成的加工参考程序如下:
;JXC_2.MPF ;程序名称
;圆弧径向分布的纵向槽2
;2017-06-01 ;程序编写日期
N10 T="CUTTER_6" ;选用立铣刀
N20 M6 ;换刀至主轴
N30 G17G90G0G57X0Y0 ;确定工艺数据
N40 Z100S2000M3F200M8 ;
N50 WORKPIECE(,,,"BOX",0,0,-20,-80,-45,-40,90,80);创建六面体毛坯模型
N60 MCALL SLOT1(20,0,1,,-5,1,28,8,0,24,5,0,0,0.1,500,2.5,0,0.1,31,0.1,15,15,0.1,15,2,0,1,2,100,1011,101) ;位置模式的纵向槽加工
N70 CC1:HOLES2(0,0,24,20,30,5,1000,0,,,1) ;重复位置圆周孔循环钻孔
N80 MCALL ;取消位置模式孔加工
N90 G0Z100M5M9 ;返回初始平面
N100 M30 ;程序结束
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。