



如图8-10所示的孔系图样(板厚12mm)中有相同分布形式的孔系。
图样分析:图样中的孔系可以理解为四个单独的孔系:两个呈水平直线排列的等间距孔系和两个呈圆周排列的间距均匀的孔系。也可以看作是两个孔系组:以编程原点为对称原点的两个呈直线排列的等间距孔系和两个呈圆周排列的均匀间距的孔系。不同的图样解读会引起不同的编程思路。
编程原点设在工件上表面的对称中心处(G56),刀具选用ϕ6mm麻花钻头(DRILL6)。
(1)按照四个独立孔系编程 编程步骤如下:
1)按系统键盘上【程序管理】键,在“工件”目录下打开目录文件“KONG”,然后,新建“主程序MPF”文件。键入新文件名“CFWZK_1”,按软键〖确认〗后,进入程序编辑界面。
2)编写钻孔工艺准备内容程序段(又称程序头)。
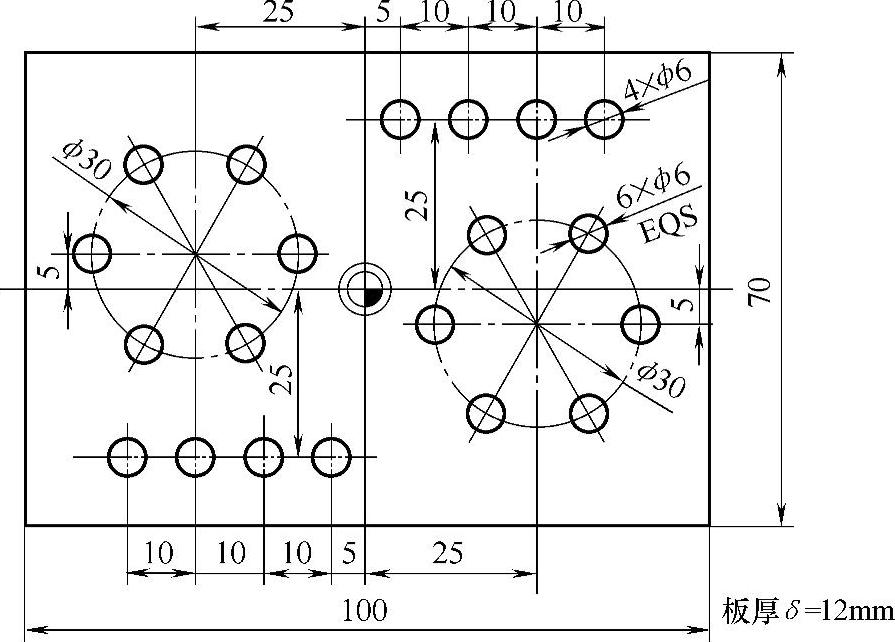
图8-10 重复位置孔系的加工编程
3)创建毛坯模型。按屏幕下方软键〖其它〗,按屏幕右侧软键〖毛坯〗,选择毛坯类型“六面体”,填入参数:X0=0,Y0=0,X1=100,Y1=70,ZA=0,ZI=-12。按软键〖接收〗,生成如下程序段:
WORKPIECE(,″″,,″BOX″,0,0,-12,-80,0,5,100,70) ;创建“六面体”毛坯模型
4)编写孔钻削加工程序。按水平软键〖钻削〗,进入钻削界面。按右侧垂直软键〖钻削铰孔〗,进入钻削循环参数输入界面,输入模式选择“简单”,加工位置选项选择“位置模式”,依次输入加工参数或选择参数形式:RP=20,Z0=0,参照模式选择“刀杆”,Z1=-13,DT=0。按〖接收〗软键即生成如下程序段:
MCALL CYCLE82(20,0,1,-13,,0,10,10001,11) ;位置模式钻孔加工循环
5)使用“行位置模式”的直线孔循环指令编写呈直线排列的等间距孔系(右上)。如果把本例的孔系看作不具备重复的图样,不会借用正在编辑的本循环指令,故参数输入表的首行LAB“重复位置跳跃标记”输入项可以直接跨越过去。
按软键〖位置〗,进入“位置”界面。按软键〖行位置模式〗(直线孔分布),进入行位置模式分布孔参数输入界面。依次输入相应的位置参数:X0=5,Y0=25,α0=0,L0=0,L=10,N=4。按软键〖接收〗即生成如下程序段:
HOLES1(5,25,0,0,10,4,,0,,,1) ;以编程原点为基准右上直线孔系
第二次按软键〖行位置模式〗(直线孔分布),编写呈直线排列的等间距孔系(左下)。进入行位置模式分布孔参数输入界面。依次输入相应的位置参数:X0=-35,Y0=-25,α0=0,L0=0,L=10,N=4。按软键〖接收〗即生成如下程序段:
HOLES1(-35,-25,0,0,10,4,,0,,,1) ;以编程原点为基准左下直线孔系
6)使用圆周孔循环指令编写两个呈圆周排列的均匀间距的孔系。按软键〖圆周分布孔〗,进入圆周分布孔参数输入界面。依次输入相应的位置参数:X0=25,Y0=-5,α0=0,R=15,N=6。按软键〖接收〗即生成如下程序段:
HOLES2(25,-5,15,0,30,6,1000,0,,,1) ;以编程原点为基准右下圆周分布
孔系
第二次按软键〖圆周分布孔〗,进入圆周分布孔参数输入界面。依次输入相应的位置参数:X0=-25,Y0=5,α0=0°,R=15,N=6,按软键〖接收〗即生成如下程序段:
HOLES2(-25,5,15,0,30,6,1000,0,,,1) ;以编程原点为基准左上圆周分布孔系
7)编写程序结束部分
参考程序如下:
;CFWZK_1.MPF ;程序名称
;重复位置孔系加工1
;2017-06-01 ;程序编写日期
N10T="DRILL6" ;选用钻头
N20 M6 ;换刀至主轴
N30 G17G90G0G55X0Y0 ;确定工艺数据
N40 Z100M3S900F300M8 ;
N50 WORKPIECE(,"",,"BOX",0,0,-12,-80,-50,-35,100,70);创建六面体毛坯模型
N60 MCALLCYCLE82(20,0,1,,-13,0,10,10001,11) ;位置模式钻孔加工循环
N70 HOLES1(5,25,0,0,10,4,,0,,,1) ;右上直线孔系位置
N80 HOLES1(-35,-25,0,0,10,4,,0,,,1) ;左下直线孔系位置
N90 HOLES2(25,-5,15,0,30,6,1000,0,,,1) ;右下圆周分布孔系位置
N100 HOLES2(-25,5,15,0,30,6,1000,0,,,1) ;左上圆周分布孔系位置
N110 MCALL ;取消位置模式钻孔
N120 G0Z100M5M9 ;返回初始平面
N130 M30 ;程序结束
(2)按照两个孔系组编程 按照第二种思路可以把每种相同分布形式的孔系看作一个子程序(循环指令),使用循环指令加平移等程序流程控制指令实现完整的加工结果。编程步骤如下:
1)编写程序头部分信息(略)。(https://www.xing528.com)
2)创建毛坯模型(略)。
3)编写孔钻削加工程序(略)。
4)使用“行位置模式”的直线孔循环指令编写呈直线排列的等间距孔系(右上)。按软键〖位置〗,进入“位置”界面。按软键〖行位置模式〗(直线孔分布),进入行位置模式分布孔参数输入界面。相同分布形式的孔系的位置模式的钻孔是要在多个位置上加工,在“位置”界面的参数对话框栏目的第一行LAB“重复位置跳跃标记”处填写上标记符(不少于两个字符),如输入要重复位置的跳转标记的名称“KK1”。此时,考虑先加工右上直线排孔,将坐标系向上平移25mm,再依次输入相应的位置参数:X0=5,Y0=0,α0=0,L0=0,L=10,N=4。按软键〖接收〗即生成如下程序段:
TRANS X0 Y25 ;编程参考点位置的偏移
KK1:HOLES1(5,0,0,0,10,4,,0,,,1) ;以编程原点为基准右上直线孔系
5)编写将工件坐标系平移至坐标系的(X-40,Y-25)处(此点不是X-35Y-25,此时,可以看作右上的直线排列的四个孔移动到了左下的位置)指令,程序如下:
ATRANS X-40 Y-50 ;右上直线分布孔参考点位置的再偏移
6)按软键〖重复位置〗,输入重复位置的跳转标记“KK1”,按软键〖接收〗即生成如下程序段:
REPEATBKK1;#SM ;调用右上直线孔循环指令
7)使用“位置圆弧”循环指令编写两个呈圆周排列的等间距孔系。在右侧垂直软键的下方按软键〖位置〗,进入“位置”界面。按软键〖位置圆弧〗(圆周孔位置),进入位置圆弧模式分布孔参数输入界面。相同分布形式的孔系的位置模式的钻孔是要在多个位置上加工,在“位置”界面的参数对话框栏目的第一行LAB“重复位置跳跃标记”处填写上标记符(不少于两个字符),如输入要重复位置的跳转标记的名称“CC1”。此时,考虑先加工右下圆周分布孔,将坐标系继续向上平移X=65mm,Y=20mm(即原坐标系中X25Y-5处),再依次输入相应的位置参数:X0=0,Y0=0,α0=0,R=15,N=6。按软键〖接收〗即生成如下程序段:
ATRANS X65 Y20 ;左下直线孔编程参考点位置的再偏移
CC1:HOLES2(0,0,15,60,30,6,1000,0,,,1);以右下圆周分布孔中心为基准编程
8)编写将工件坐标系平移至原坐标系的X-25Y-5处(此时可以看作右下的圆周排列孔移动到了左上的位置)指令,程序如下:
ATRANS X-50 Y10 ;对右下圆周分布孔圆心位置的再偏移
9)按软键〖重复位置〗,输入重复位置的跳转标记“CC1”,按软键〖接收〗即生成如下程
序段:
REPEATBCC1;#SM;调用右下圆周分布孔循环指令
10)编写程序结束部分
参考程序如下:
;CFWZK_2.MPF ;程序名称
;重复位置孔系加工2
;2017-06-01 ;程序编写日期
N10 T="DRILL6" ;选用钻头
N20 M6 ;换刀至主轴
N30 G17G90G0G56X0Y0 ;确定工艺数据
N40 Z150S1000M3F200M8 ;
N50 WORKPIECE(,"",,"BOX",0,0,-12,-80,-50,-35,100,70);创建六面体毛坯模型
N60 MCALL CYCLE82(20,0,1,-13,,0,10,1,11) ;位置模式钻孔加工循环
N70 TRANS X0Y25 ;相对编程参考点位置的偏移
N80 KK1:HOLES1(5,0,0,0,10,4,,0,,,1) ;以偏移坐标系原点的右上直线孔系
N90 ATRANS X-40Y-50 ;右上直线分布孔参考点位置的再偏移
N100 REPEATB KK1;#SM ;调用右上直线孔循环指令
N110 ATRANS X65Y20 ;左下直线孔编程参考点位置的再偏移
N120 CC1:HOLES2(0,0,15,60,30,6,1000,0,,,1) ;以右下圆周分布孔中心为基准编程
N130 ATRANS X-50 Y10 ;右下圆周孔圆心位置的再偏移
N140 REPEATB CC1;#SM ;调用右下圆周分布孔循环指令
N150 MCALL ;取消位置模式钻孔
N160 TRANS ;取消坐标系移动
N170 G0Z100M5M9 ;钻孔加工工艺结束状态
N180 M30 ;程序结束
此例仅仅是说明编程可以有不同的思路。可以看到第一种编程方法比较简洁、直观。实际使用中,要根据图样特点,具体选择灵活与方便的编程指令和编程方法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。