



当需要加工的外形轮廓是由不规则的图样构成时,描述其图形元素及基点坐标的工作也就非常繁重,也是经常发生差错的环节。上节介绍的“图形轮廓编辑器”已经方便了编程者按照图样标注尺寸,实现了零件轮廓参数输入与加工程序生成的对接。但是,如果零件轮廓图形比较复杂,或者存在多个轮廓图素,使用“轮廓编辑计算器”这个工具来形成加工轮廓程序块依旧感到比较烦琐,编程时间较长。
SINUMERIK 828D(V04.07)数控系统含有的DXF_Reader选项功能(DXF_Reader的产品序列号为6FC5800-0AP56-0YB0)可实现工件图样到加工程序的快捷转换,具备了将DXF格式图形文件导入直接生成加工程序的功能,在两轴、两轴半的加工过程中实现了使CAD/CAM与数控加工无缝集成。本节以铣削循环指令为例说明“DXF图形导入器”的使用方法。
(1)前期准备工作
1)加工零件的图样分析。如图8-2所示加工零件的几何形状由不规则轮廓构成的凹形腔和不规则轮廓构成的凸台组成,均为封闭的轮廓图形。从主视图上的投影看,还应包括矩形毛坯轮廓。如果加工此零件,则需要分别构建这三个完整的加工轮廓程序块。
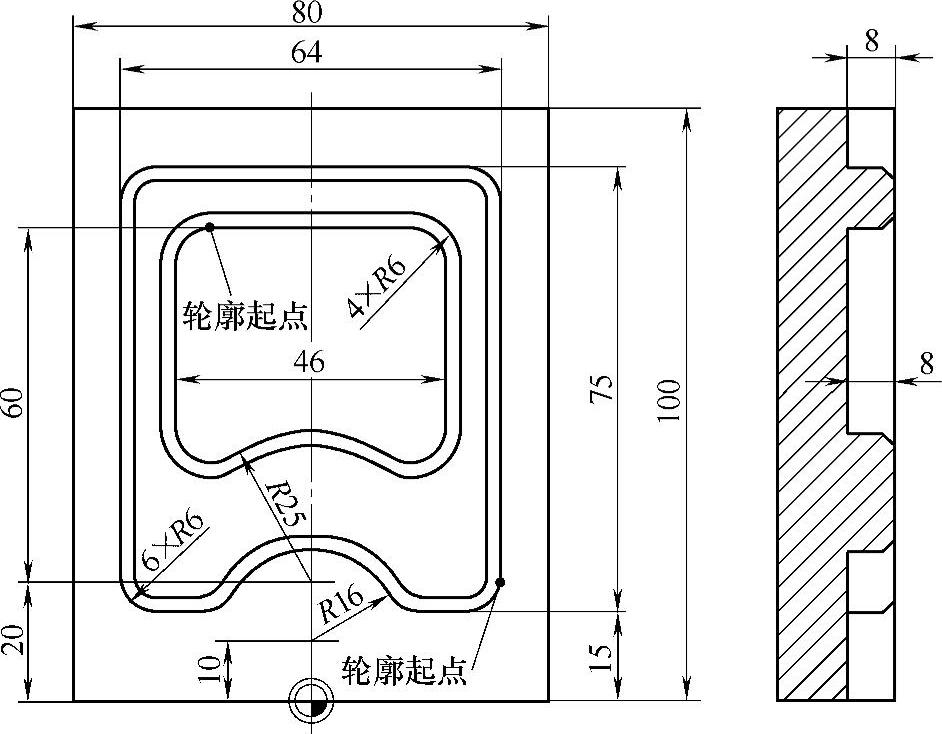
图8-2 方板零件图样
2)使用CAD软件将零件图样转换为DXF格式的图形文件。这个DXF格式图形文件的基本要求是:只包括以1∶1比例绘制的加工零件图形轮廓的主视图(正视图),不要保留中心线等辅助线段及尺寸标注线,并需要明确编程原点坐标位置。也就是说,保留的轮廓图形原则上是独立的、封闭的。如果制作的封闭轮廓线质量不好,出现不封闭或多余线段未剪切干净的情况,会造成图形转换失败。
3)将CAD生成的DXF格式文件(如Fangban_1.dxf)复制到U盘,然后插入到数控系统面板的对应USB插口上。
4)进入数控系统程序管理器,按软键〖NC〗,在“工件”路径下,新建一个类型为“工件WPD”的目录文件“LUNKUO”。然后,新建“主程序MPF”文件,键入新文件名“FP1”,按软键〖确认〗后,进入程序编辑界面。
5)在编辑界面下先编写铣削加工的准备程序指令部分,创建毛坯程序段,留出一段空间准备编写加工程序指令,编写加工完成后的工艺状态程序指令,最后书写程序结束指令M30。将光标移至M30程序指令段的下方,如图8-3所示。
(2)导入DXF格式文件图形
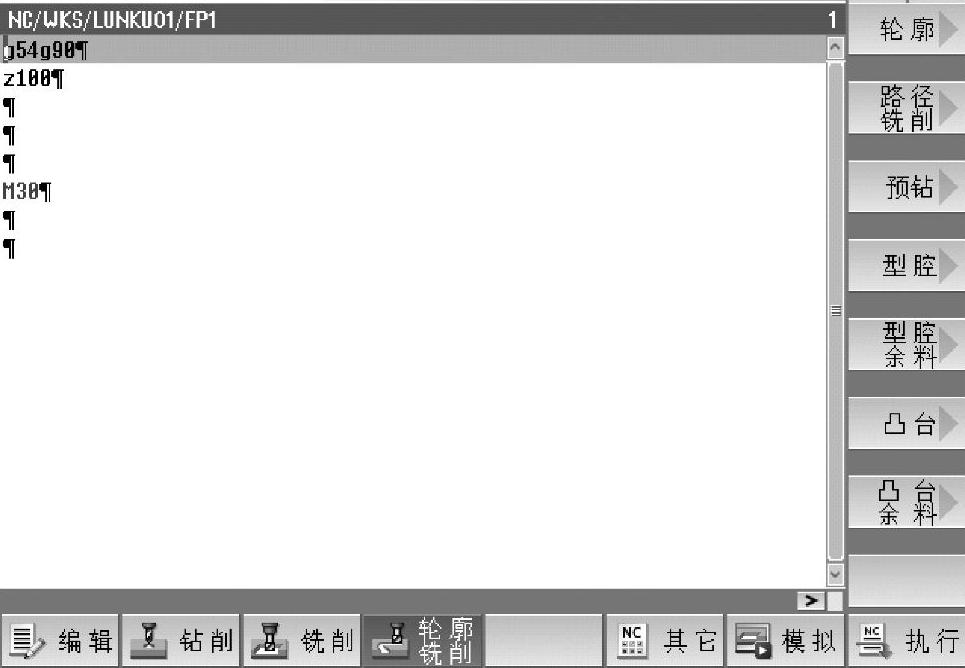
图8-3 编写工艺准备的程序部分
1)按屏幕下方的软键〖轮廓铣削〗进入其界面,在屏幕的右侧上方按软键〖轮廓〗,出现新软键列表,按软键〖新建轮廓〗,输入新建轮廓的名称“147”,再按软键〖从DXF导入〗,继续按软键〖接收〗后,屏幕显示“程序管理器”状态下的文件路径。可以在U盘上(或系统中)找到存放准备加工轮廓的DXF文件(也可以按软键〖搜索〗找到)Fangban_1.dxf,按软键〖确认〗,导入所要加工零件轮廓图形,如图8-4所示。
2)确定工件的编程原点(参考点),即指定一个在加工中可以使用的工件原点。按右侧软键〖指定参考点〗,出现一组新软键列表,屏幕上出现一个移动的、橙色的原点符号。选择参考点的方法有〖元素起点〗、〖元素中心〗、〖元素终点〗、〖圆心〗、〖光标〗和〖自由输入〗六种。在这些指定参考点的方法中,选择一个适合描述本工件编程原点的方法,确定编程原点位置。本例选择的是使用〖元素中心〗的方法,将工件编程原点确定在毛坯轮廓最下边直线的中点位置,按软键〖确定〗,此时,橙色的原点符号便变成灰色的原点符号固定在这个位置上了,如图8-5所示。数控系统由此位置点开始计算其他各基点坐标位置和图样元素坐标数据。
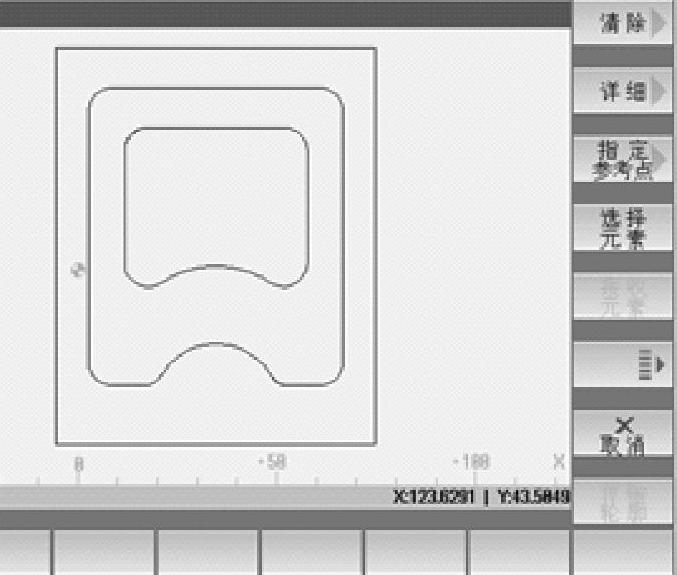
图8-4 显示转换的轮廓图形
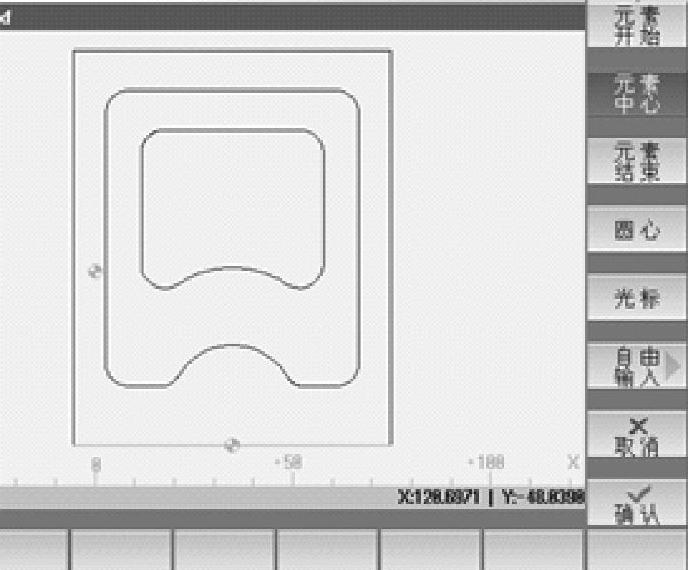
图8-5 指定工件参考点
(3)构建毛坯的加工轮廓程序块 根据对图样的分析,加工此零件需要分别构建这三个完整的加工轮廓程序块。可以由外至内构建DXF格式文件上的三条轮廓线。
最外轮廓是毛坯外形,构建毛坯轮廓的操作步骤如下:(https://www.xing528.com)
1)按软键〖选择元素〗,屏幕图形区中的一个轮廓线段变成橙色细线段,线段的一端出现蓝色方点。按软键〖接收元素〗,选择加工中离刀具进刀位置最近的一条线段。
2)确定这个线段的蓝色端点是作为这个轮廓的起点,还是终点。如图8-6所示。先按软键〖元素起点〗(高亮),按软键〖确认〗,浅橙色线段变成蓝色细线段,下一个元素线段变为橙色粗实线,查看线段变色的行进方向是否符合设想(如顺时针方向),若不符合,则要按软键〖撤销〗,取消刚才所进行的接收元素的工作,重新按软键〖元素终点〗,则线段的行进方向发生改变(逆时针方向)。
3)继续按软键〖接收元素〗,橙色粗线段继续行进,最终回到出发点,此时的蓝色方点外面包围了一个橙色的外框线,且橙色线段消失,则表示一个轮廓已经全部接收完成。当行进的线段出现错误时,按软键〖撤销〗,则取消刚才所进行的接收元素的工作,可以连续进行撤销操作。
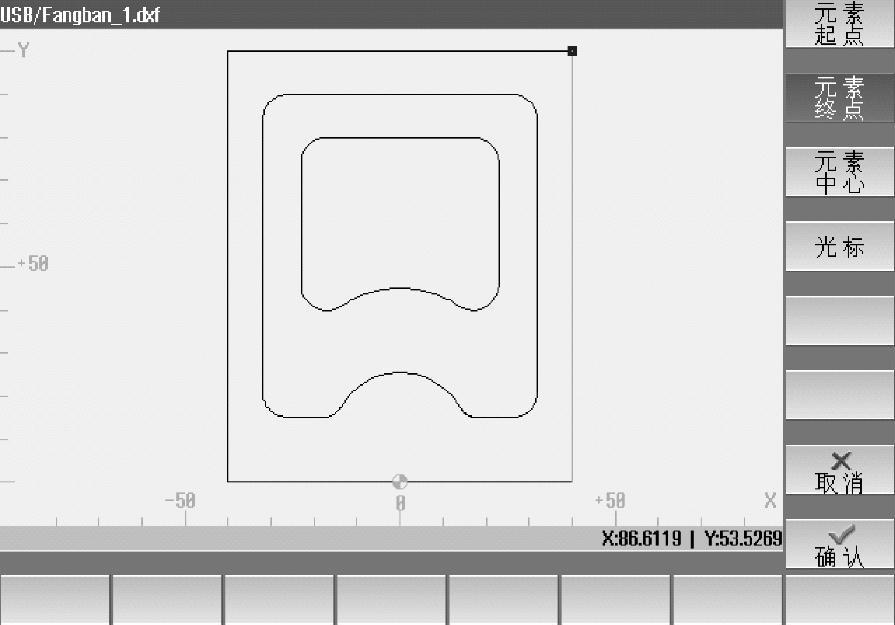
图8-6 选择第一条轮廓的起始点
4)按软键〖传输轮廓〗,界面上弹出一个“结束从DXF文件中接收?”提示对话框,按软键〖是〗,出现如图8-7所示的界面。
在屏幕左侧的“图形轮廓编辑进程树”中可以看到每一图素行进中新创建的图符。中间图形区显示二维坐标标示的轮廓图形。将进程树与轮廓图形进行对照检查有无差错,单击进程树中的任意一个进程,图形区中对应的线段变橙色,屏幕右侧参数区则显示该线段元素的各项参数。可以对已经接收的轮廓线段元素进行删除、修改等操作,直到正确为止。
5)检查无误后,按右侧软键〖接收〗,数控系统中就生成了一个名为“147”的加工轮廓程序块,出现在M30指令的下面,如图8-8所示。
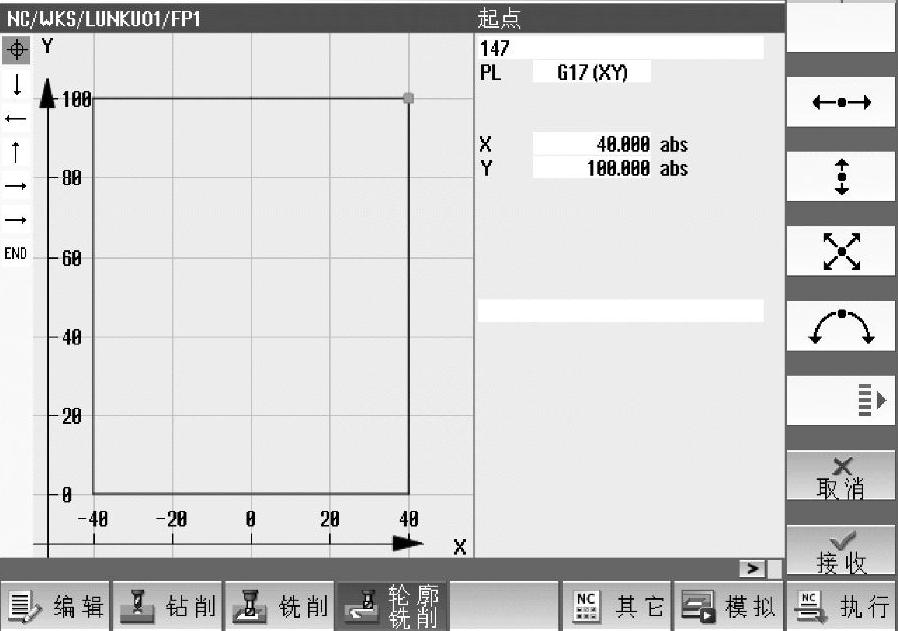
图8-7 第一个轮廓转换任务的核查
如果有多条轮廓线需要构建其加工轮廓程序块,只要分别确定其名称,参照上述步骤,逐一创建即可实现。
(4)构建零件的凸台轮廓加工程序块 在编辑界面下,将光标移动到刚完成的“147”加工轮廓程序块的下面。在屏幕右侧的上方按软键〖轮廓〗,出现新软键列表,按软键〖新建轮廓〗,输入新建轮廓的名称“258”,按软键〖从DXF导入〗,再按右侧软键〖接收〗,屏幕显示“程序管理器”状态下的文件路径,找到“Fangban_1.dxf”文件,按软键〖确认〗,屏幕显示所要加工零件轮廓图形。选择中间的那条不规则凸台外轮廓,构建零件的凸台轮廓加工程序块。操作步骤与毛坯轮廓程序块“147”的步骤1)~步骤5)相同。生成的第二个名为“258”的凸台外轮廓加工程序块,出现在“147”加工轮廓程序块的下面。过程略。
(5)构建零件的凹形腔内轮廓加工程序块 在编辑界面下,将光标移动到刚完成的“258”加工轮廓程序块的下面。在屏幕右侧的上方按软键〖轮廓〗,出现新软键列表,再按软键〖新建轮廓〗,输入新建轮廓的名称“369”,按软键〖从DXF导入〗,再按右侧软键〖接收〗,屏幕显示“程序管理器”状态下的文件路径,找到“Fangban_1.dxf”文件,按软键〖确认〗,屏幕显示所要加工零件轮廓图形。选择最里边的那条不规则凹形腔内轮廓,构建零件的凹形腔轮廓加工程序块。操作步骤与毛坯轮廓程序块“147”的步骤1)~步骤5)相同。生成的第三个名为“369”的凹形腔内轮廓加工程序块,出现在“258”加工轮廓程序块的下面。过程略。
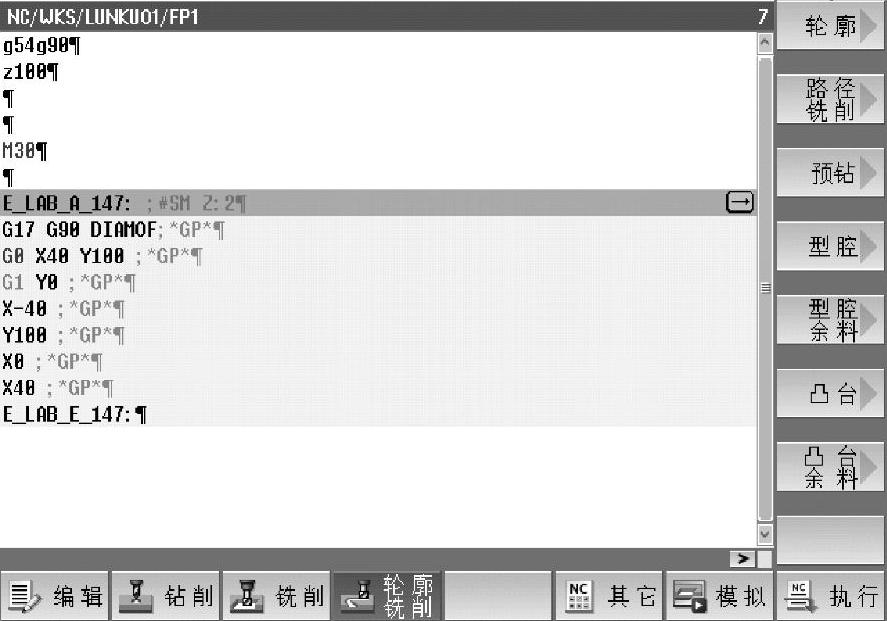
图8-8 生成的第一个加工轮廓程序块
至此,工件的三个加工轮廓程序块就构建完成了。
(6)倒角轮廓的处理 零件图中要求对凸台的边缘和凹形腔的边缘进行倒角加工。根据对图形分析,这两个倒角轮廓均为其外形轮廓引申出来,并不需要进行创建;从使用的加工刀具来看,选择的刀具也是倒角刀(刀具类型:220)。所以,在编写两处倒角加工的程序中,可以分别调用这两个加工轮廓程序块。
(7)对交叉轮廓线段的处理 DXF格式图形中出现交叉轮廓(也称为非独立轮廓)线段,最常见的非独立轮廓中是半封闭轮廓。在主视图的复合轮廓投影中,半封闭轮廓与其他轮廓可以组成不同的封闭轮廓路径。当在屏幕图形区单击图形元素线段或按软键〖接收元素〗时,系统自动行进到线段交叉点时,后面相关的线段变成橙色较粗的虚线段了。如何处理呢?行进方向如果出现粗虚线,则需要选择轮廓线段的行进方向,确认下一个正确的线段,按软键〖选择元素〗,线段由粗虚线变为粗实线,继续按软键〖接收元素〗。
一个最基本的方法(也是建议初学者采用的方法)是在前期准备工作阶段中,事前拆分发生线段交叉的复合投影主视图为独立轮廓的DXF格式图形文件,再分别进行DXF格式图形文件的编辑转换工作。
DXF_Reader的功能很多,扩展界面中还有很多软键的操作使用方法,限于篇幅的关系无法详细介绍,请使用者继续实践和掌握。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。