



(1)指令功能 本书将CYCLE63循环指令称为轮廓综合铣削循环指令,该循环指令功能非常强大,其内容也非常丰富。该循环包括型腔循环、型腔余料循环、凸台循环和凸台余料循环四个部分。虽然循环指令名称均为CYCLE63,但可分为全面加工形式的型腔循环和凸台循环,以及仅用于粗加工的型腔余料循环和凸台余料循环。
1)在铣削加工带有中心岛的型腔之前,必须首先输入型腔和中心岛的轮廓。第一个指定的轮廓被视为型腔轮廓,而所有后续轮廓被视为中心岛。中心岛还可以部分在腔的外面或互相重叠。
2)在输入手动预设起始点时,起始点可以位于腔外。例如,在加工一个一侧开口的腔体时,起始点设定在腔体外时,刀具便不插入而是直线运动到腔体的开口侧。
3)在铣削凸台之前,必须首先输入一个毛坯轮廓,然后再输入一个或多个凸台轮廓。毛坯轮廓确定了没有材料的区域,即在该区域外可以快速进给。而毛坯轮廓和凸台轮廓之间的材料将被切除。
4)循环创建编写的轮廓铣削加工程序需要在对话框界面上输入一个待生成程序名称。
5)可以选择加工模式(粗加工、精加工)。如果要先粗加工随后精加工,必须调用两次加工循环(程序段1=粗加工,程序段2=精加工),编写的参数在第二次调用时仍保留。
6)如果已铣削了一个轮廓凸台,但是仍然有余料,会被自动识别(作为精加工余量保留的材料不属于余料)。余料根据加工时使用的铣刀计算。如果使用适合的刀具,不必重新加工整个凸台即可切削余料,可以避免不必要的退刀。
7)如果铣削多个凸台,并且希望避免不必要的换刀,可以先清理所有凸台,然后切除余料。
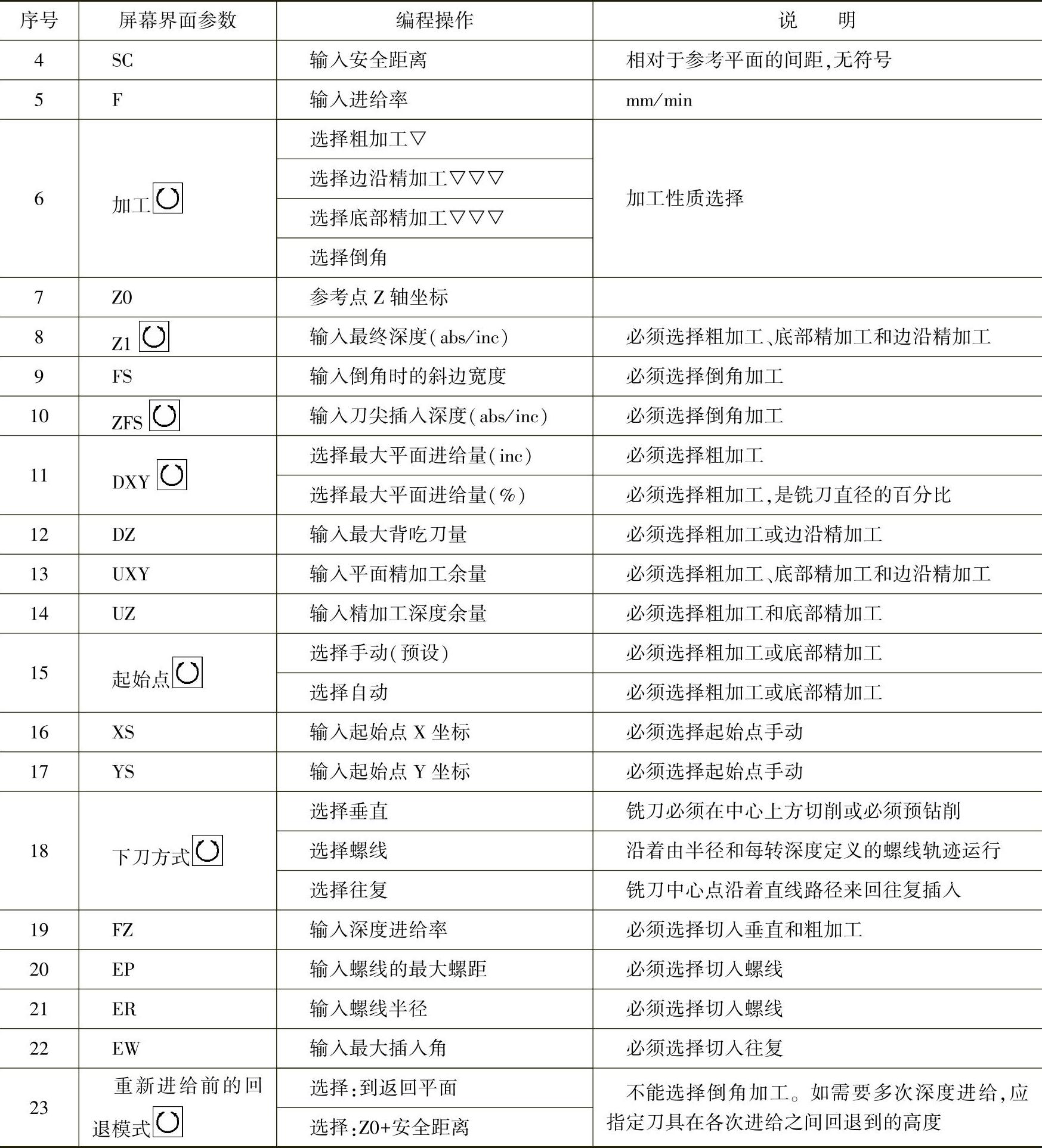
(2)型腔铣削循环编程操作界面 型腔铣削循环(CYCLE63)编程界面操作说明见表7-36,型腔铣削循环和型腔余料循环对话框(CYCLE63)界面的参数项如图7-59所示,铣削凸台循环和凸台余料循环对话框(CYCLE63)界面的参数项如图7-60所示。
表7-36 型腔铣削循环(CYCLE63)编程界面操作说明
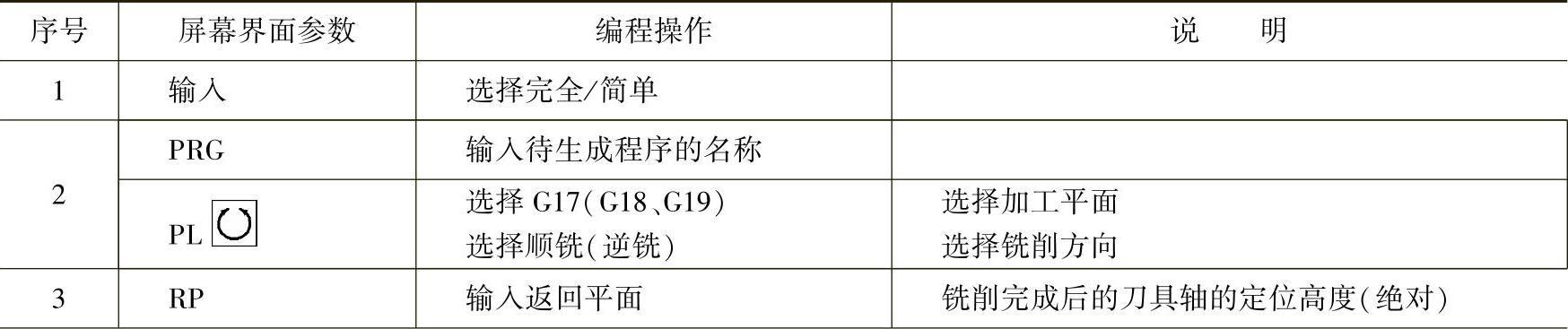
(续)
 (https://www.xing528.com)
(https://www.xing528.com)
注:进给率单位保持调用循环前的单位
对应图7-59参数生成的型腔铣削循环生成的程序样例如下:
CYCLE63("XQ_1",1,100,0,3,16,300,0.2,6,4,0.2,0.15,0,0,0,2,2,15,1,2,"",1,,0,101,101)
对应图7-59参数生成的型腔余料铣削循环生成的程序样例如下:
CYCLE63("XQ_2",1001,100,0,3,30,350,,12,6,0.1,0.1,0,0,0,,,,,,"CUTTER16",1,,0,1101,1)
对应图7-60参数生成的铣削凸台循环生成的程序样例如下:
CYCLE63("TT_1",4,100,0,3,20,400,,6,4,0.1,0.1,0,,,,,,1,2,,,,0,201,101)

图7-59 型腔铣削循环和型腔余料循环对话框界面的参数项
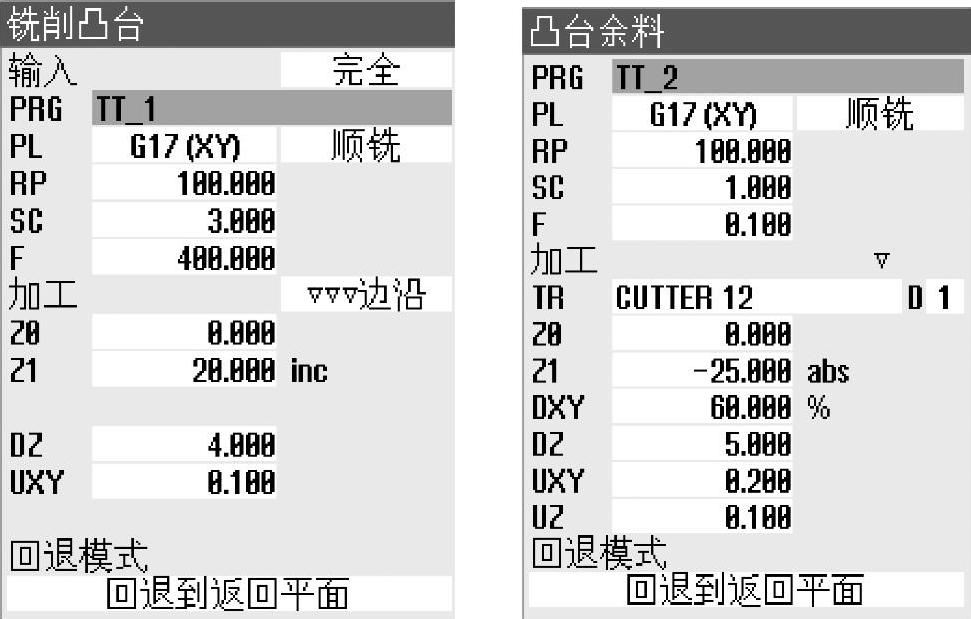
图7-60 铣削凸台循环和凸台余料循环对话框界面的参数项
对应图7-60参数生成的凸台余料循环生成的程序样例如下:CYCLE63("TT_2",1,100,0,1,-25,0.1,,60,5,0.2,0.1,0,,,,,,,,"CUTTER12",1,,0,1201,10)轮廓腔铣削循环(CYCLE63)指令的编程详细方法可参看第8章中相关内容。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。