



(1)指令功能 使用敞开槽铣削循环(CYCLE899)可以在平面上对一个两边开口的长方形槽进行粗加工、半精加工、精加工、侧壁精加工、底部精加工和倒角加工。该敞开槽可以在工件表面上正交放置,也可以斜向放置。
1)根据机床和工件的情况,在粗加工时可以选择螺旋铣削和插铣进刀方式,对于较深的开口槽,可以极大地提高加工效率;在精加工时可以选择顺铣方式、逆铣方式或顺铣和逆铣混合方式。
2)旋风铣的加工方式。粗加工的刀具轨迹是弧形的铣刀运动,是适用于HSC粗加工的优选方案。它可以保证刀具不会完全切入材料,能精确保持所设定的重叠,特别是对于某些经过退火的材料,该程序可应用于使用涂层铣刀的粗加工和轮廓加工。
旋风铣进刀方式的边界条件(应注意对刀具直径的限制):
①粗加工:槽宽(W)/2-精加工余量(UXY)≤铣刀直径(ϕ)
②槽宽(W):W最小=1.15×铣刀直径(ϕ)+精加工余量(UXY)
W最大=2×铣刀直径(ϕ)+2×精加工余量(UXY)
③径向进刀:最小为0.02×铣刀直径(ϕ)
最大为0.25×铣刀直径(ϕ)
④最大进刀深度≤铣刀的切削高度。
⑤最大径向进刀取决于铣刀直径,对于较硬的工件材料一般取较小的进刀量。
3)加工方式为插铣。槽的插铣粗加工是指铣刀在一定的进给率下从槽位置的上方垂直插入工件进行加工,然后提升退回,并定位到下一插入点(在槽的左侧和右侧交替式插入)的加工方式,是在“不稳定”的机床和工件几何尺寸上加工凹槽的优选方案。特别是在刀具悬伸长度较大时,使用插铣刀可以减少振颤,从而提高刀具的使用寿命。
插铣进刀方式时的边界条件(应注意对刀具直径的限制):
①粗加工:槽宽(W)/2-精加工余量(UXY)≤铣刀直径(ϕ)。(https://www.xing528.com)
②槽宽(W):最大为2×铣刀直径(ϕ)+2×精加工余量(UXY)。
③径向进刀:最大为铣刀直径(ϕ)。
④侧向步距:由槽宽、铣刀直径和精加工余量计算得出。
⑤退刀:每次插铣运行结束时,铣刀以加工进给率移动一个安全距离。该动作是当铣削绕角小于180°时,以基准环绕区等分角反向45°方向进行退刀移动。
4)加工方式为预精加工。该加工方式是对槽壁上的余料过多、特别是拐角处的余料过多时的一种半精加工方式,从而可以得到较为均匀的精加工余量。
5)加工方式为精加工。在精加工槽壁时,铣刀沿着槽壁运行,和粗加工时一样,也可以在Z轴方向分步进刀。此时,铣刀在安全高度上越过铣槽开始和铣槽末端,使得整个铣槽长度的槽壁表面均匀。
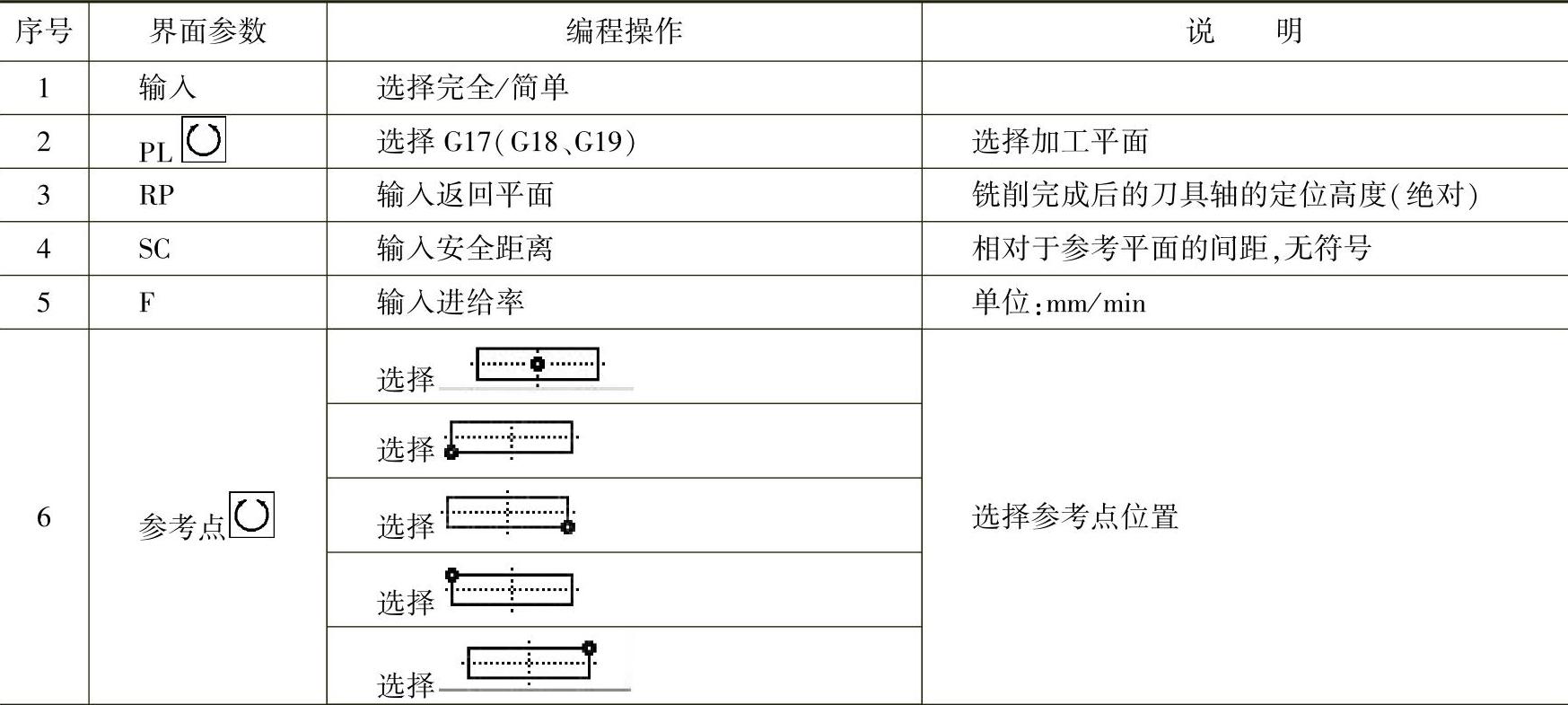
(2)编程操作界面 敞开槽铣削循环(CYCLE899)尺寸标注图样及参数对话框如图7-41所示,编程界面操作说明见表7-29。
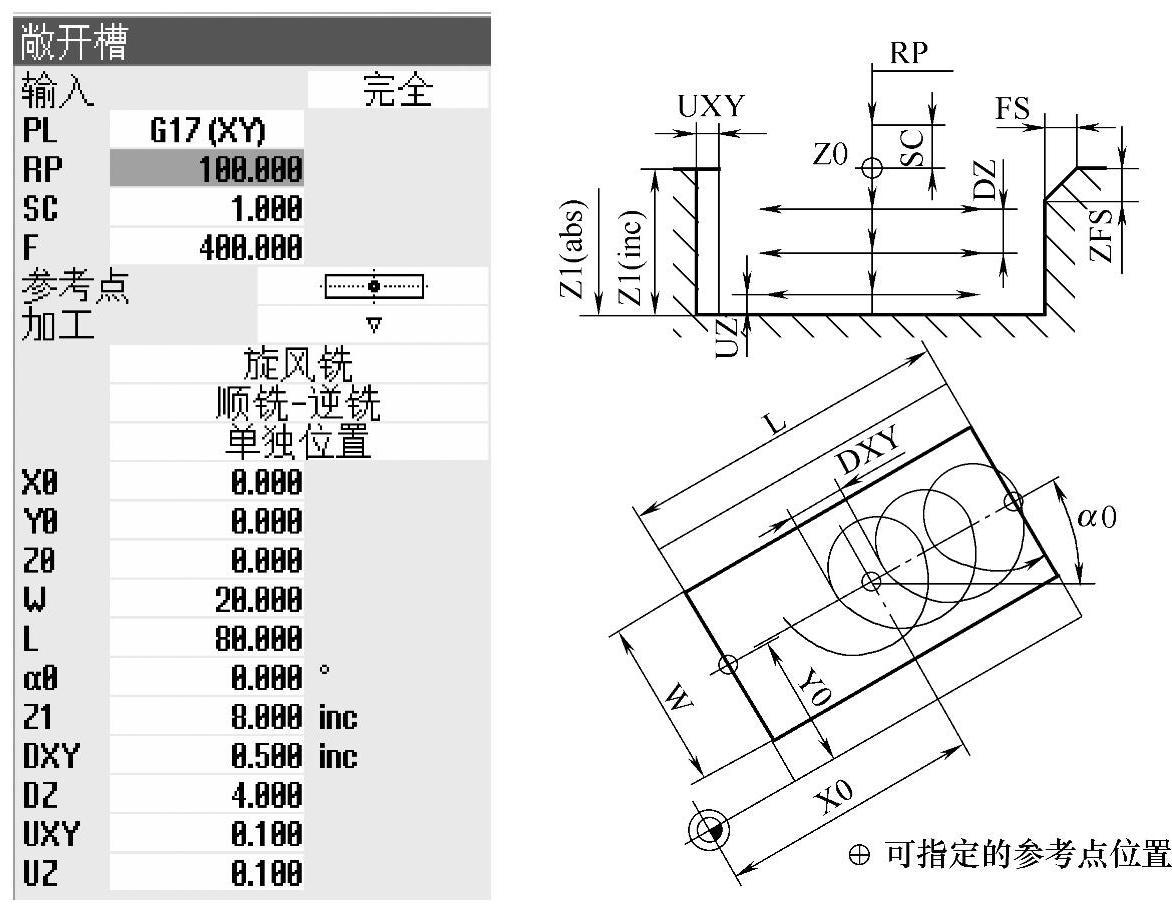
图7-41 敞开槽铣削循环尺寸标注图样及参数对话框
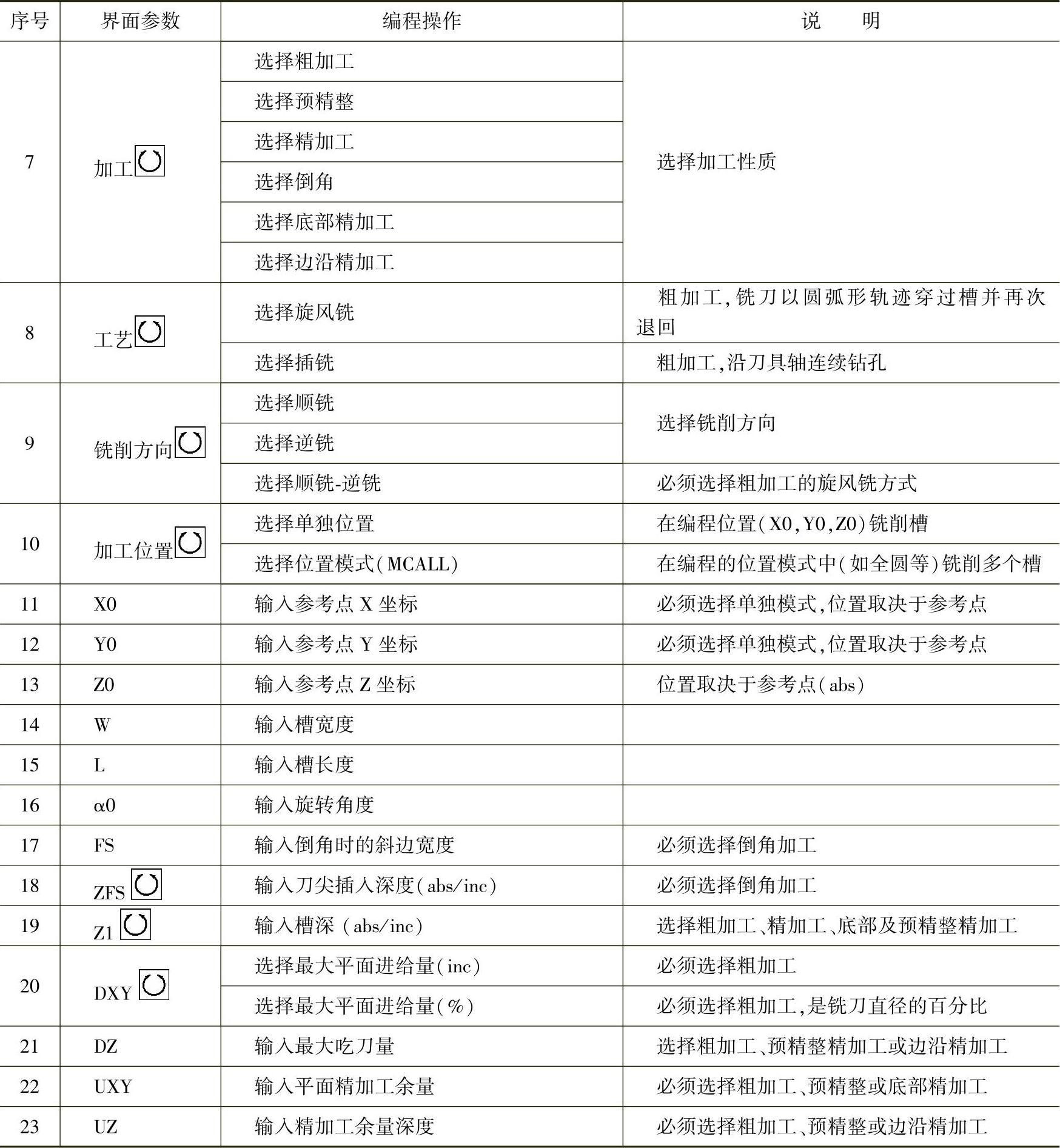
表7-29 敞开槽铣削循环(CYCLE899)“完全”输入模式下编程操作界面说明
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。