



【摘要】:指令功能1)使用圆弧槽铣削循环指令可以在整圆或节圆上对一个或多个同样大小的圆弧槽进行粗加工、精加工、侧壁精加工和倒角加工,还可以加工出一个环形槽。铣削圆弧槽粗加工时,依次从槽末端半圆的中心开始加工槽的各个平面,直到达到深度Z1。编程操作界面 圆弧槽循环尺寸标注图样及参数对话框如图7-40所示,编程界面操作说明见表7-28。
(1)指令功能
1)使用圆弧槽铣削循环指令(SLOT2)可以在整圆或节圆上对一个或多个同样大小的圆弧槽进行粗加工、精加工、侧壁精加工和倒角加工,还可以加工出一个环形槽。按照工件图样圆弧槽的标注尺寸,可以为圆弧槽确定一个相应的参考点。
2)可以选择顺铣,也可以选择逆铣。铣削圆弧槽粗加工时,依次从槽末端半圆的中心开始加工槽的各个平面,直到达到深度Z1。精加工时,总是首先加工边沿直至达到深度Z1,在与半径衔接的1/4圆内逼近槽边沿,最后一次进给从槽末端的半圆中心点开始加工底部。
(2)编程操作界面 圆弧槽循环(SLOT2)尺寸标注图样及参数对话框如图7-40所示,编程界面操作说明见表7-28。
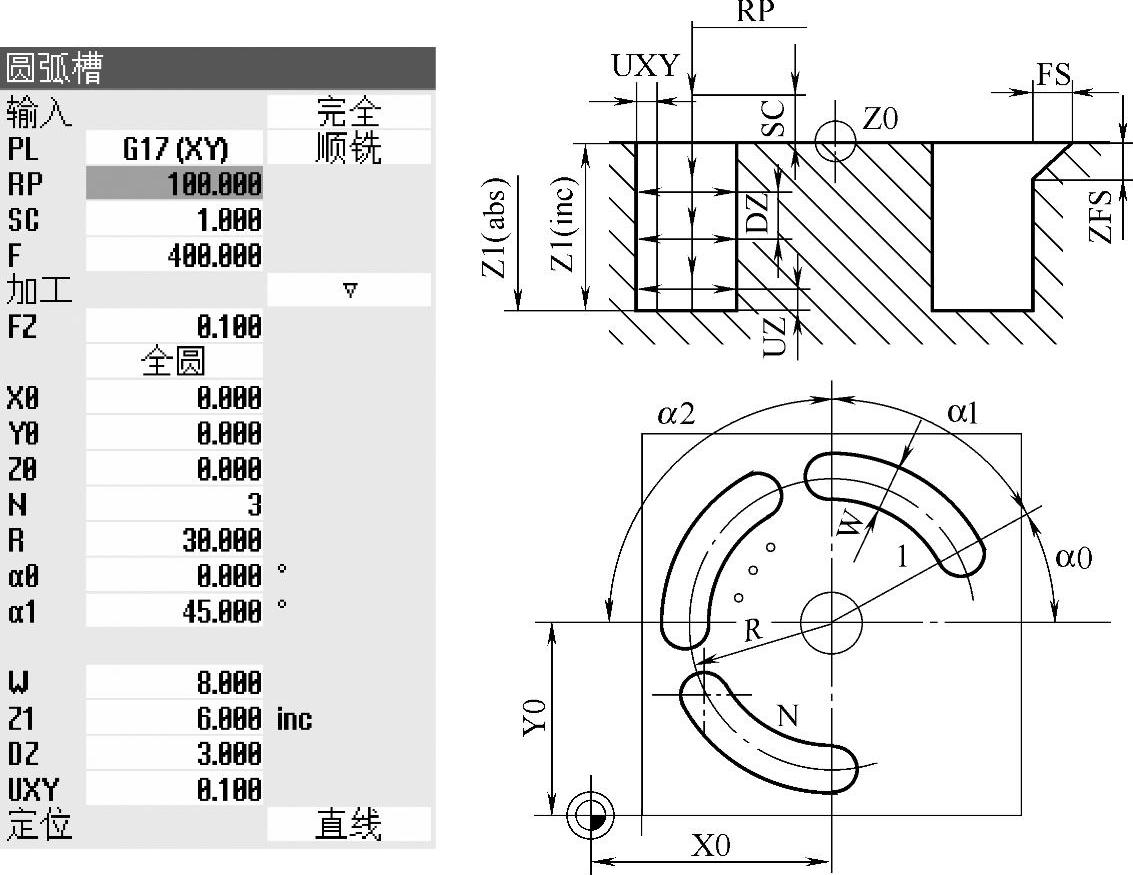
图7-40 圆弧槽铣削循环尺寸标注图样及参数对话框
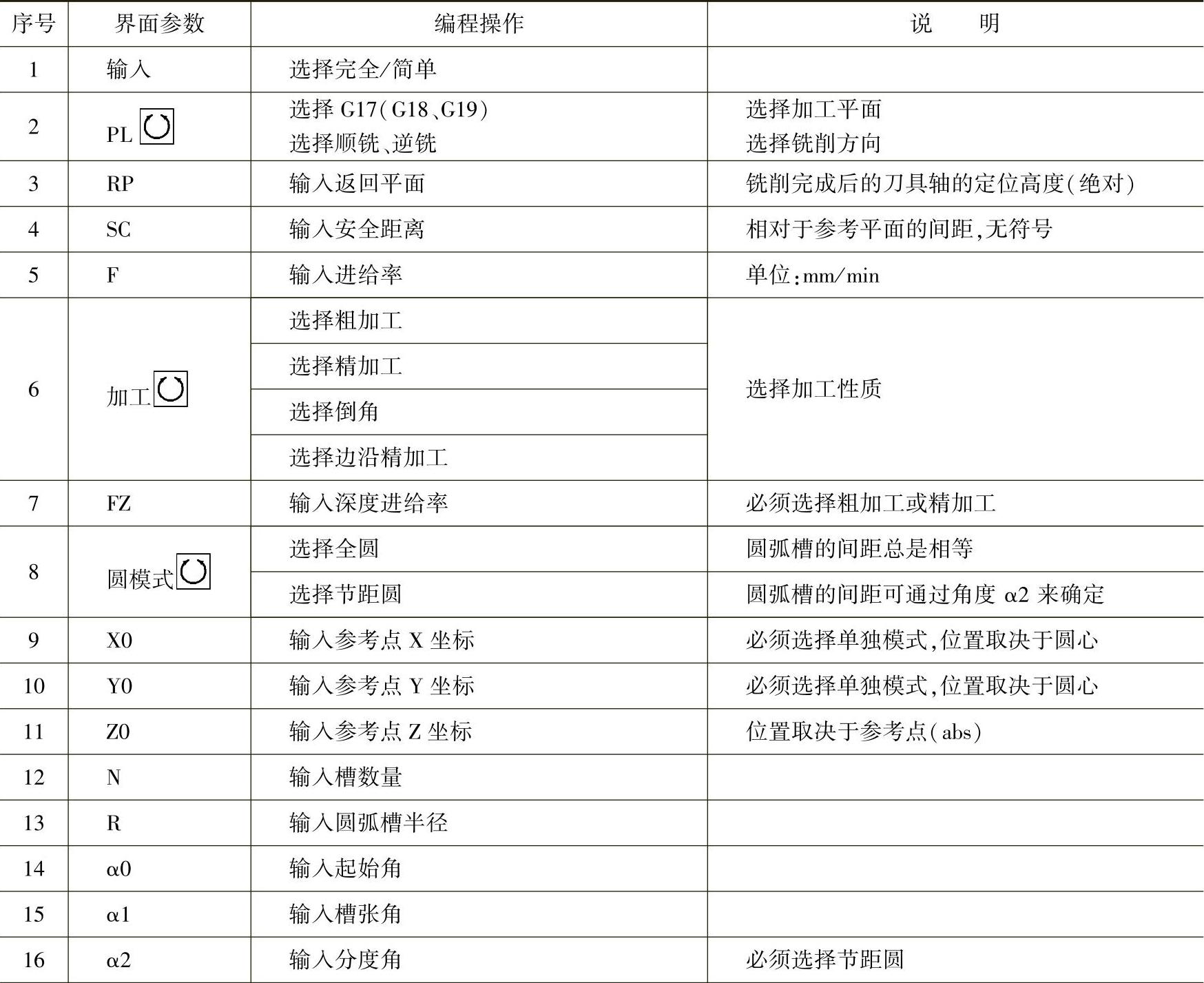
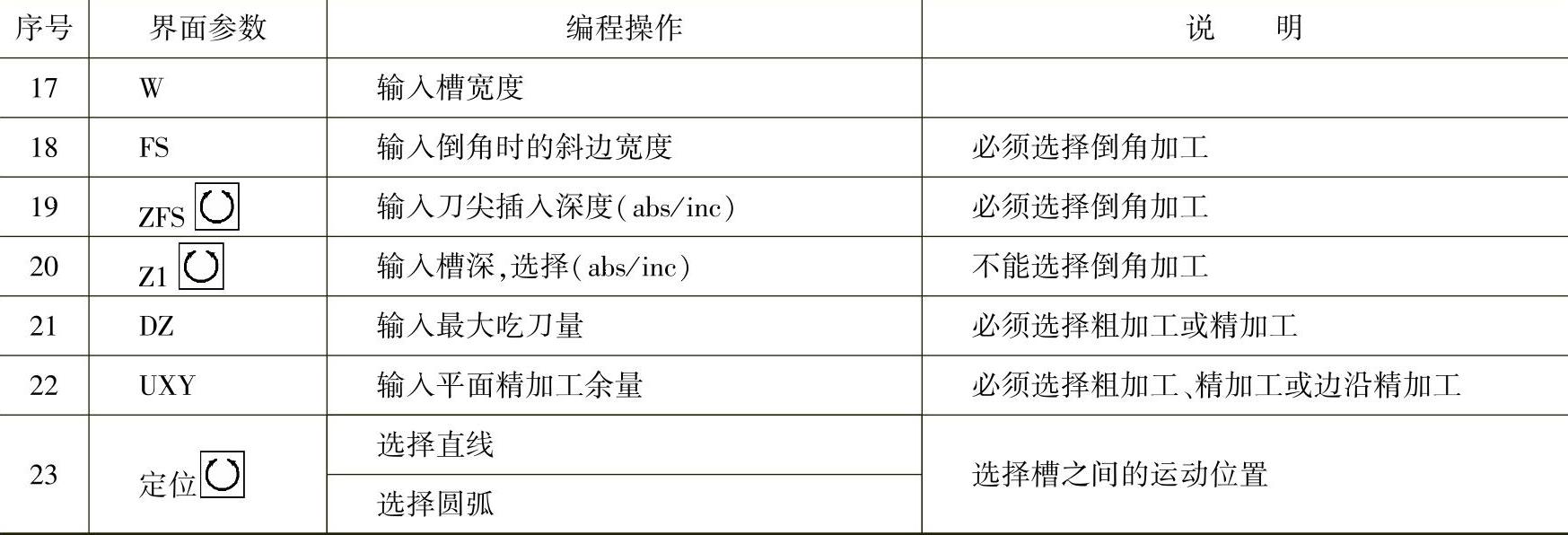
表7-28 圆弧槽循环(SLOT2)“完全”输入模式下编程操作界面说明
(续)(https://www.xing528.com)
注:1.如果想生成一个环形槽,参数槽数量N=1,张角α1=360°。
2.输入圆弧槽宽(W)参数时应注意与已经选择的圆弧槽半径(R)之间的限制关系。
3.输入圆弧槽宽(W)参数时应注意与选择的刀具直径的限制关系:
1)粗加工:槽宽(W)/2-精加工余量(UXY)≤铣刀直径(ϕ)
2)精加工:槽宽(W)/2≤铣刀直径(ϕ)
3)边沿精加工:精加工余量(UXY)≤铣刀直径(ϕ)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。