



(1)指令功能
1)矩形腔铣削属于型腔铣削中的一种,一般用于封闭或半开放的凹型腔体的粗加工、精加工、侧壁精加工和倒角加工。矩形腔可以在工件表面上正交放置,也可以斜向放置;可以是完整实体加工形式,也可以是已经预留有一个凹腔的再加工形式。
2)如果铣刀端刃没有切过中心,则首先在工件实体中心预钻孔腔(依次编写钻孔、矩形腔和位置程序段)。也可以根据选择的刀具配合预钻孔方式进行切削,或选择预钻孔、垂直、螺旋线和往复方式的进刀策略切入工件,其加工方式始终为从内向外切削。
3)设置了不同的进刀方式,具体如下:
①粗加工方式。依次从中心开始加工矩形腔的各个平面,直至达到最终深度Z1。
②精加工方式。总是以1/4圆逼近和拐角半径相接的矩形腔,首先加工边沿。最后一次进给时,从中心向外对底部进行精加工。
③边沿精加工方式,采取与精加工相同的方法,唯一不同的是省略了最后一次进刀(底部精加工)。
④倒角加工方式。在矩形腔的边沿处进行切削加工,形成一个45°的棱边。
4)按工件图样给定的矩形腔尺寸,可以为矩形腔选择一个相应的坐标参考点。
(2)编程操作界面 矩形腔铣削(POCKET3)循环尺寸标注图样及参数对话框如图7-29所示,矩形腔铣削循环预留型腔尺寸及下刀方式如图7-30所示,编程界面操作说明见表7-22。
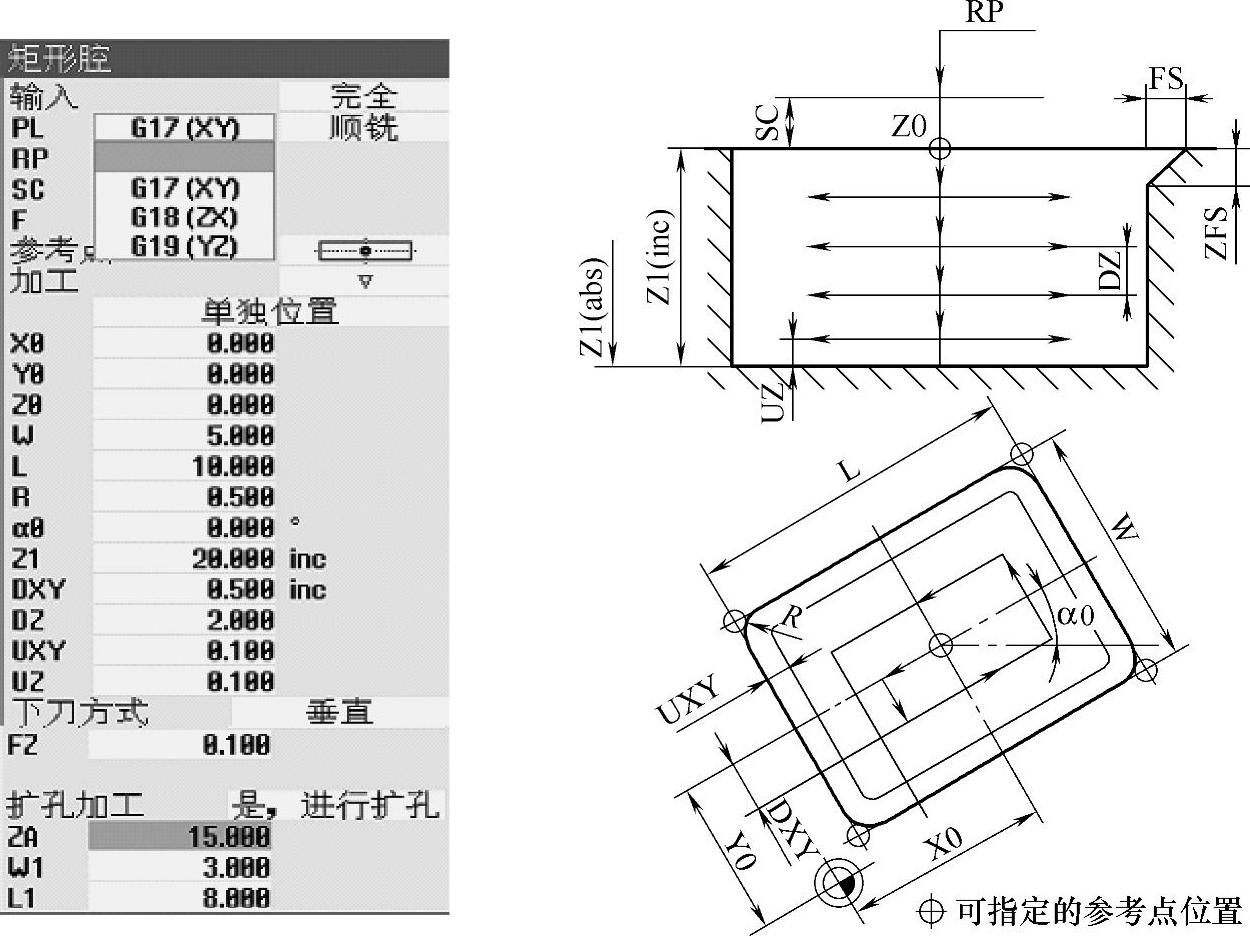
图7-29 矩形腔铣削循环尺寸标注图样及参数对话框(https://www.xing528.com)
如果输入矩形腔参数后得出的是一个纵向槽或长孔形状,而不是典型矩形腔形式时,循环内部则会自动从POCKET3中调用对应的槽加工循环(SLOT1)或长孔加工循环(LONGHOLE),进行一个预铣(钻)削加工。在这种情况下,下刀点可能会偏离腔中心,在需要预铣(钻)削加工时应注意这种特殊情形。
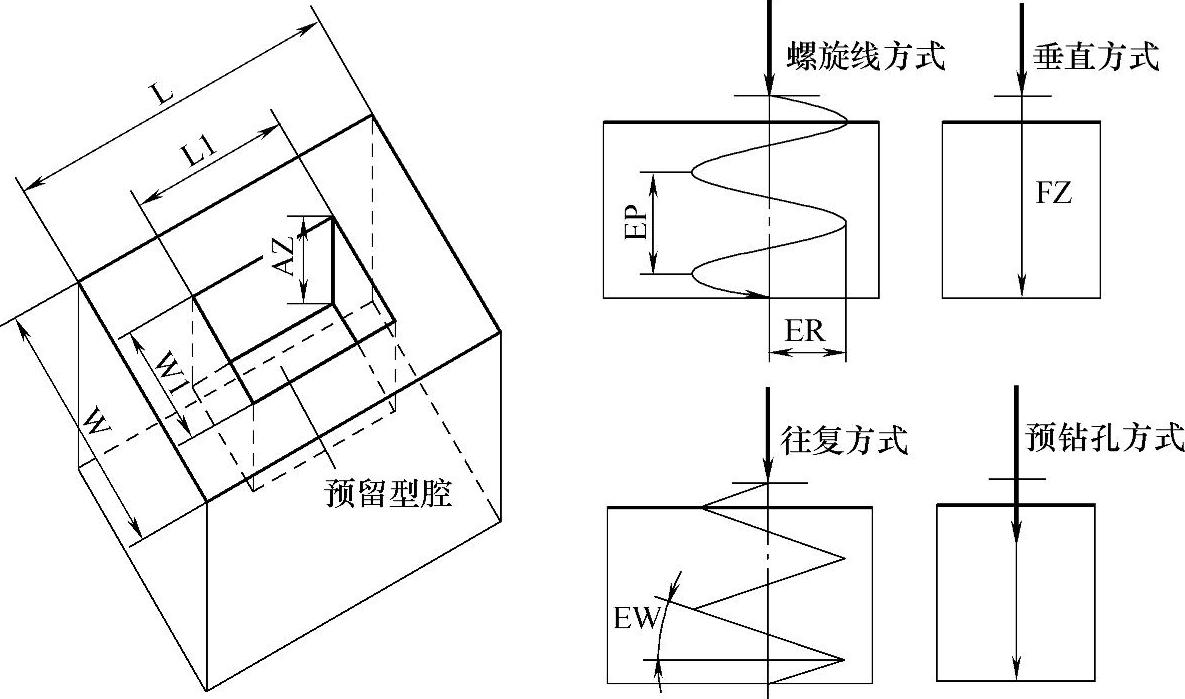
图7-30 矩形腔铣削循环预留型腔尺寸及下刀方式
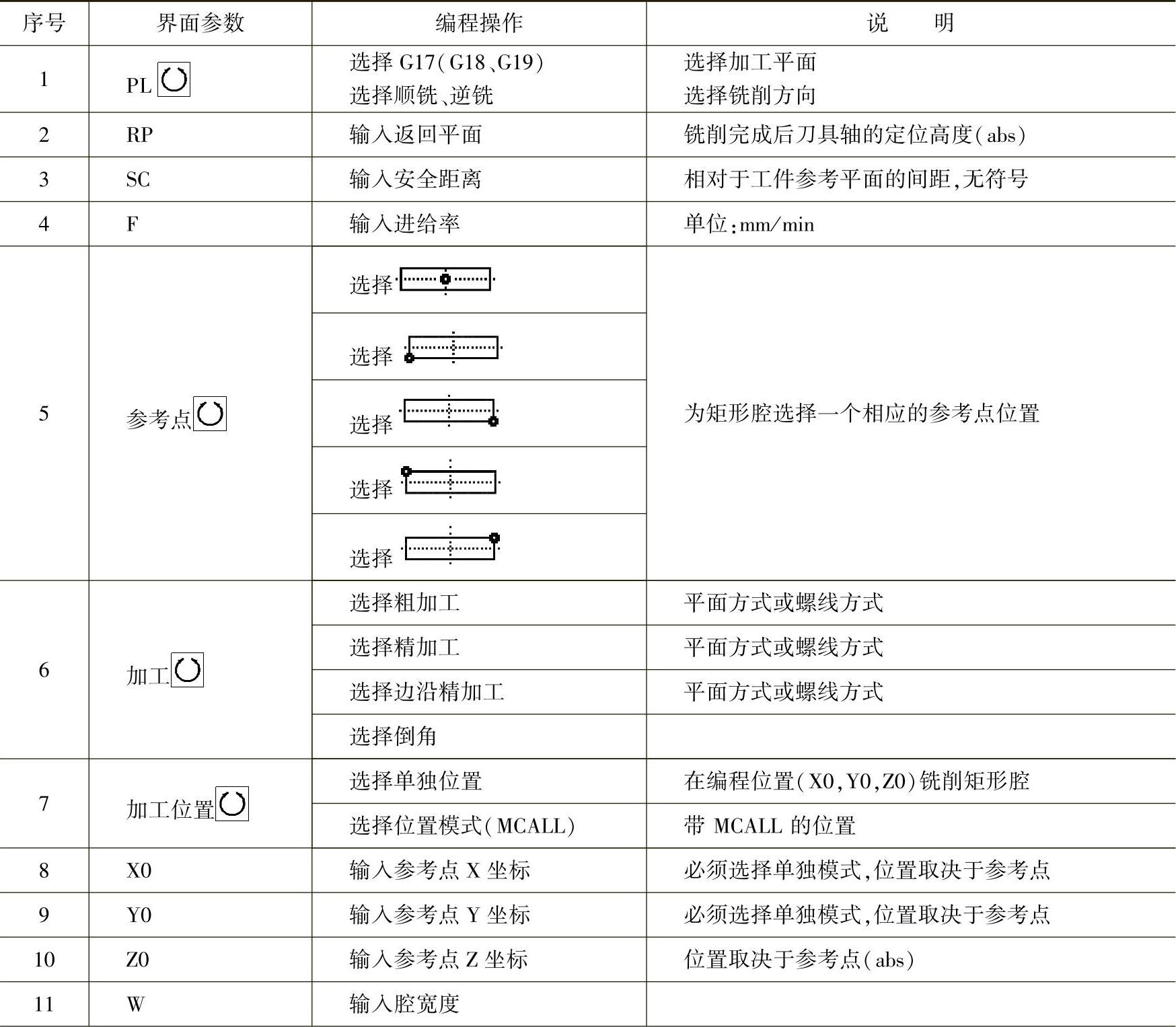
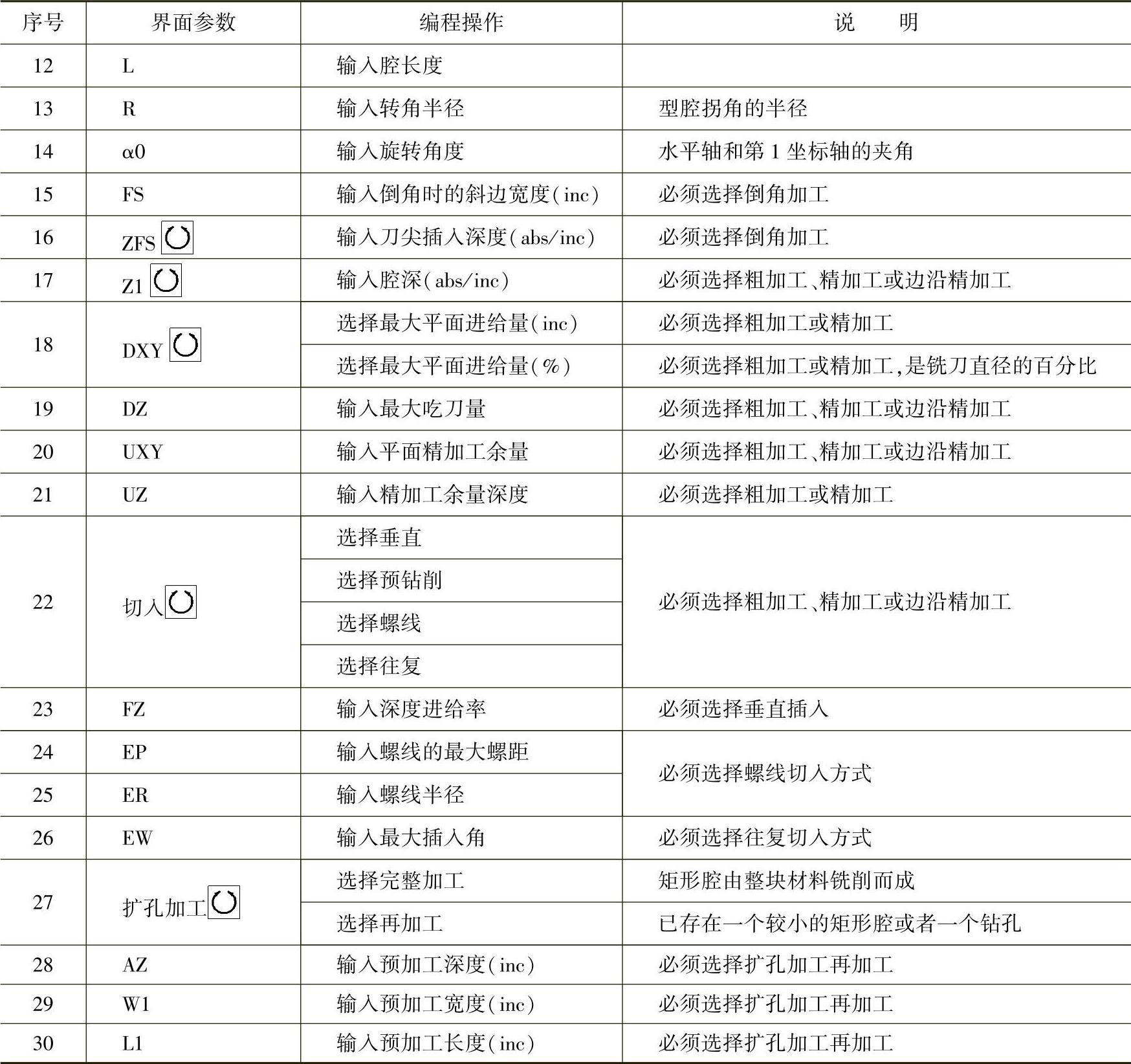
表7-22 矩形腔铣削循环(POCKET3)“完全”输入模式下编程操作界面说明
(续)
注:表内参数SC、FS和ZFS输入数值不当时,在内轮廓倒角加工中可能会输出以下故障信息:
1.当理论上输入的参数FS和ZFS对于倒角加工可行,但不能保持安全距离时会输出“安全距离过大”报警信息。倒角加工的刀具位置示意如图7-31所示。
2.当下刀深度对于倒角加工来说过大时输出“下刀深度过大”报警信息。
3.当下刀时刀具可能会损坏边沿时输出“刀具直径过大”报警信息,这时必须缩小FS值。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。