



(1)指令功能
1)使用同一把刀具在一个加工过程中完成指定深度和螺距的内螺纹加工(进行钻孔和螺纹铣削加工),而不需要另外更换刀具。
2)如果想要钻中心孔,则刀具使用减小的钻削进给率运行到设定数据中所确定的定心深度,G代码编程时可以通过输入参数来编程定心深度。
3)刀具使用钻削进给率F1钻到第一钻削深度D。如还未达到终点钻削深度Z1,则刀具使用快速行程退回工件表面进行排屑。接着刀具使用快速行程定位到先前所达钻削深度之上1mm处,进而使用钻削进给率F1进行再次钻削进刀。从第2次进刀开始要考虑参数“DF”。
4)如果需要,刀具可以在进行螺纹铣削之前以快速行程退回到工件表面进行排屑。
5)刀具运行至螺纹铣削的起始位置。可以将螺纹加工成右旋或左旋螺纹。
6)使用铣削进给率F2进行螺纹铣削(同向运行,反向运行或者同向+反向运行)。半圆上铣刀在螺纹上进入和退出与刀具轴上的进刀同时进行。
(2)编程操作界面 钻孔螺纹铣削循环(CYCLE78)尺寸标注图样及参数对话框如图7-19所示,编程界面操作说明见表7-15。
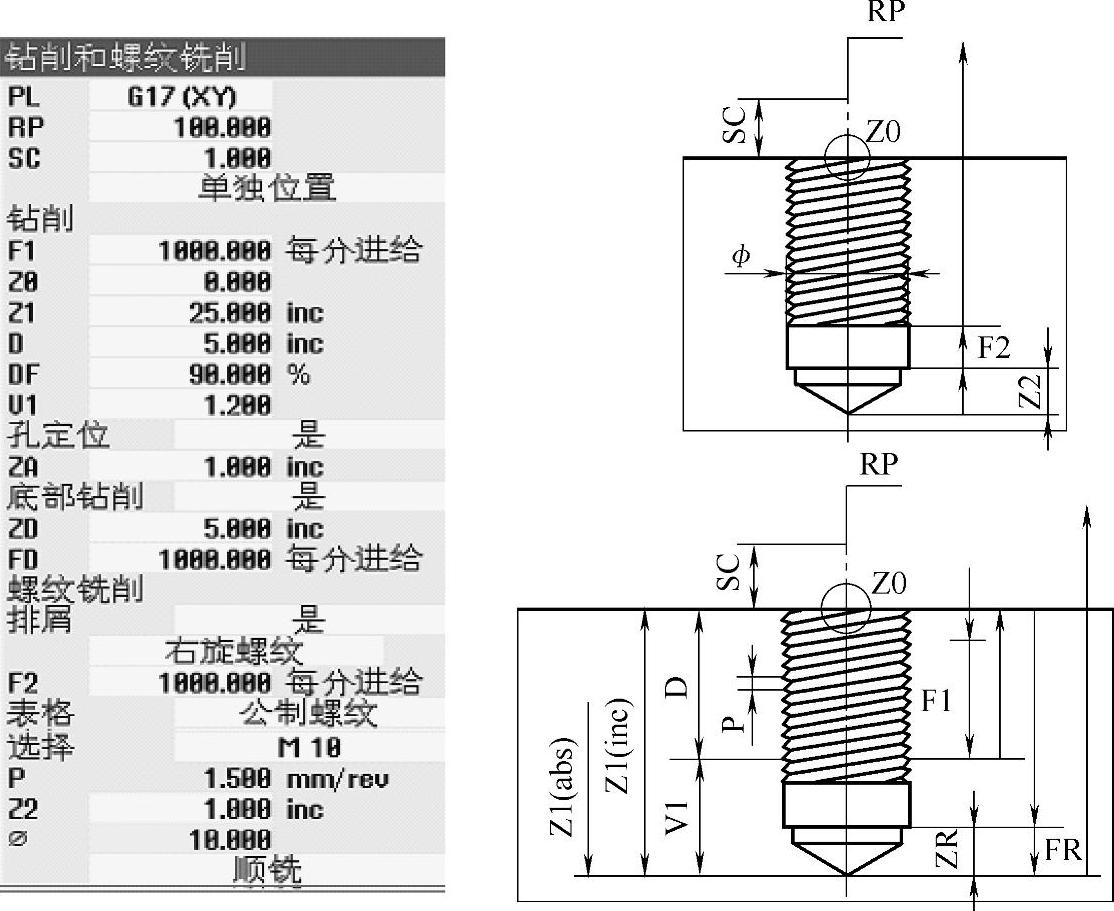
图7-19 钻孔螺纹铣削循环尺寸标注图样及参数对话框(https://www.xing528.com)
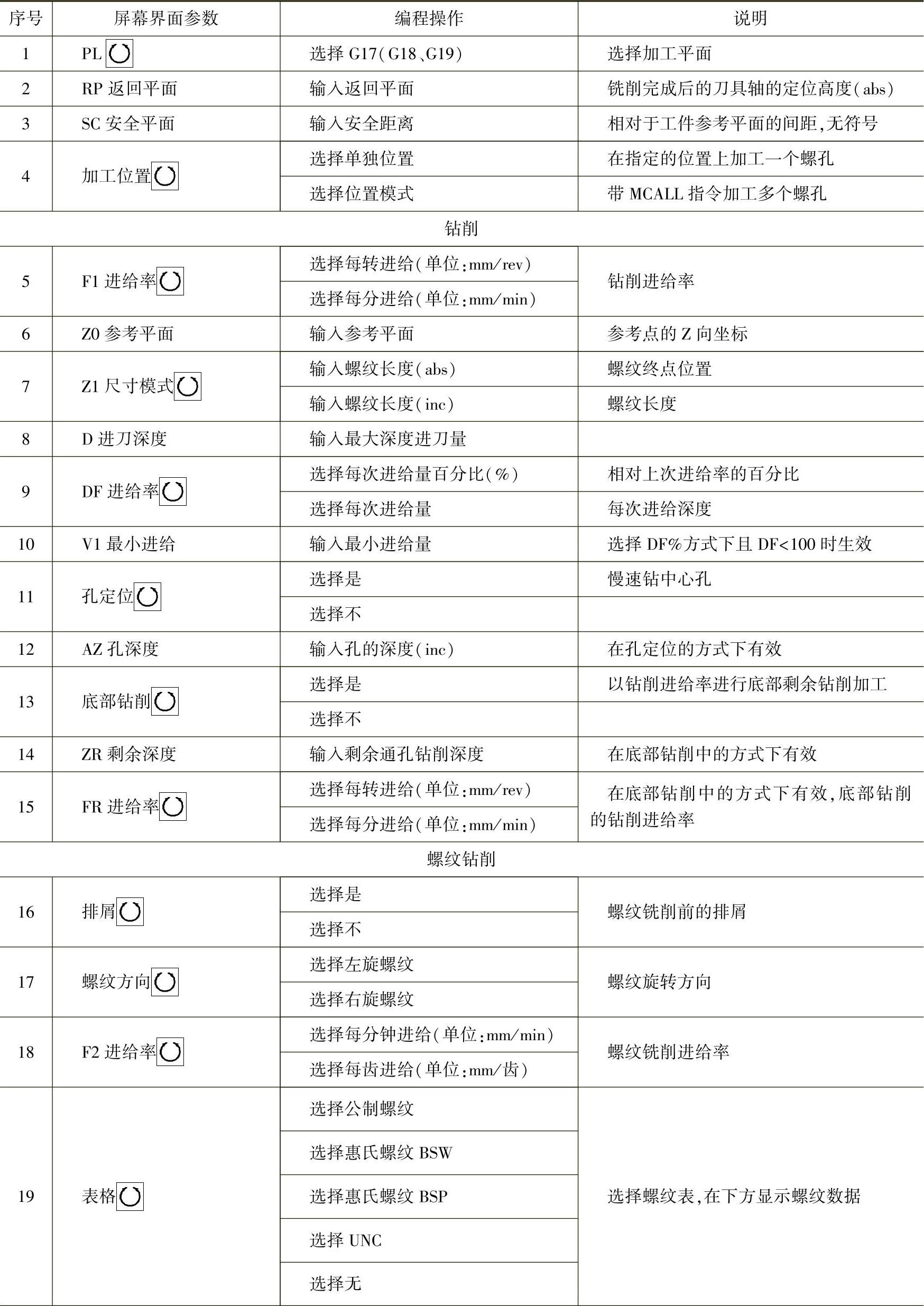
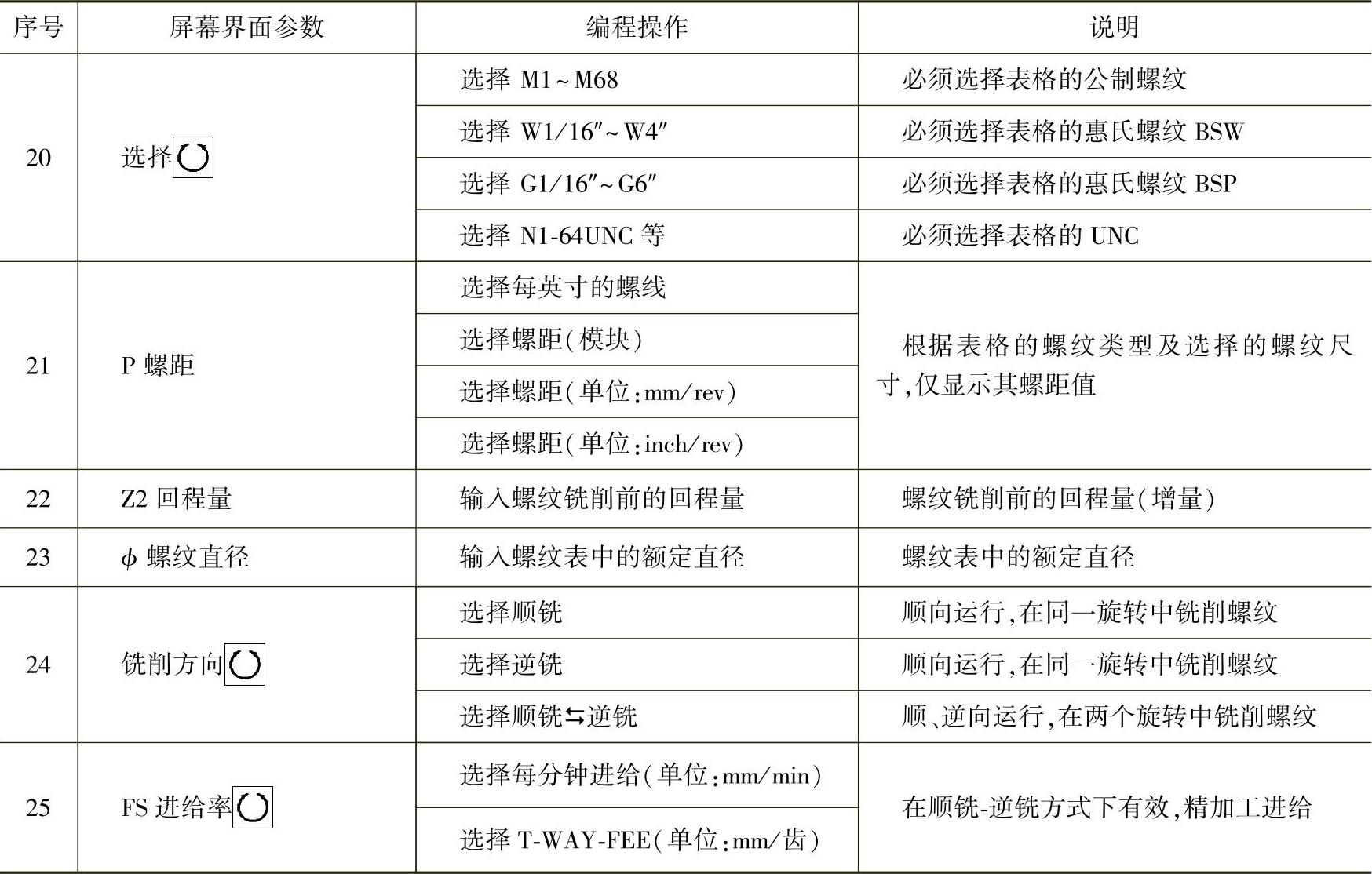
表7-15 钻孔螺纹铣削循环(CYCLE78)编程界面操作说明
(续)
注:1.DF每次进给量百分比:当DF=100时,进刀量保持相同;当DF<100时,进刀量在最终钻深Z1方向不断减小。例如,上一次进刀量为4mm,DF80%,下一次的进刀量=4mm×80%=3.2mm;再下一次的进刀量=3.2mm×80%=2.56mm,依此类推。
2.V1最小进刀量:只有编写了DF<100时才会存在参数V1。如果进刀量非常小,可以使用参数“V1”编写最小进刀量。当V1<进刀量时,按编写的进刀量进刀;当V1>进刀量时,按照V1进刀。
3.D最大深度进刀量:当D≥Z1时,一次进刀至最终钻深;当D<Z1时,带有排屑的多次进刀,单位为mm。
4.孔定位选项:当选择孔定位后,减小的钻削进给率如下:钻削进给率F1<0.15mm/r,孔定位进给率=F1的30%;钻削进给率F1≥0.15mm/r,孔定位进给率=0.1mm/r。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。