



SINUMERIK 828D数控系统的工艺循环菜单和对话界面中把攻螺纹称为“攻丝”。(1)指令功能 进入攻丝对话界面后,里面有九个参数选择框:
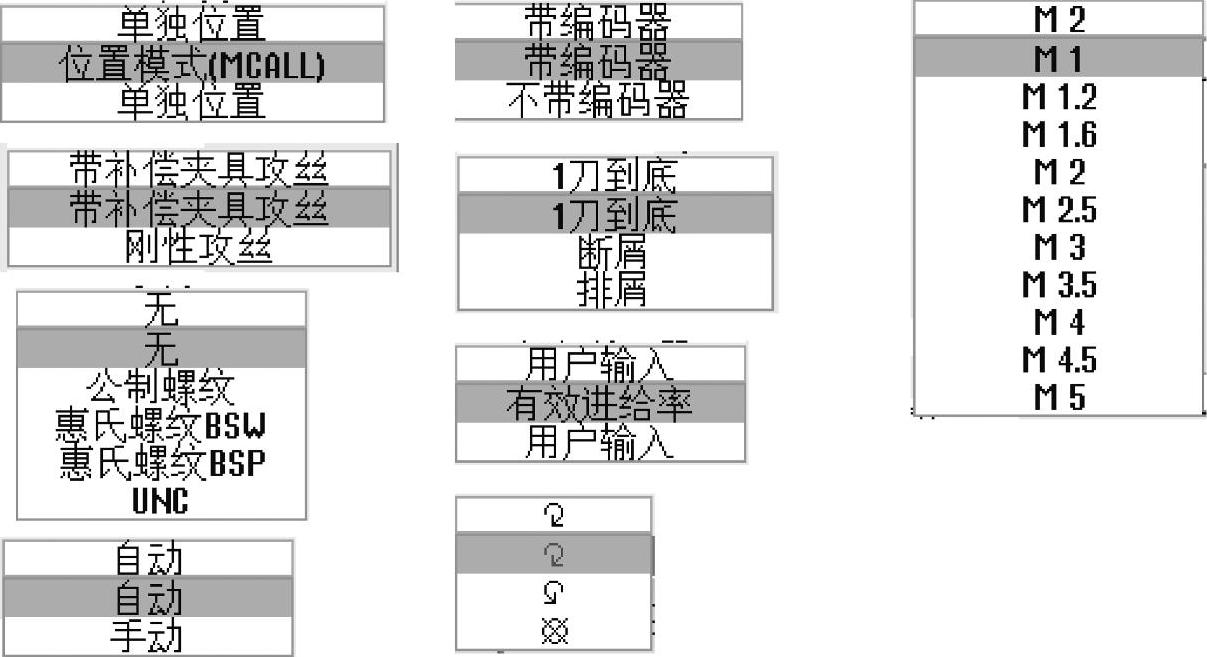
根据补偿夹具模式可以选择带有补偿夹具(弹性卡头)的攻丝循环模式CYCLE840,也可以选择不带有补偿夹具的攻丝循环模式CYCLE84(一般也称为刚性攻丝)。我们分别对“刚性攻丝”和“带补偿夹具攻丝”状态下的参数进行说明。
1)当选择刚性攻丝方式(循环指令代码为CYCLE84)时,以下参数需要根据机床的硬件条件进行相应的设置。
①刚性攻丝对机床的主轴要求较高,必须使用带编码器的伺服主轴。加工刀具(丝锥)与主轴之间必须是刚性连接,而且在攻丝过程中主轴旋转的位置与丝锥进给轴的位移之间必须保持严格同步,因此刚性攻丝可以用于较高转速的攻丝。
②主轴旋向设定。加工右旋螺纹时需要选用右旋丝锥,攻丝时主轴正向旋转,在到达切削深度处停留编程的时间后,退刀时主轴会自动反向旋转;加工左旋螺纹时需要选用左旋丝锥,攻丝时主轴反向旋转,在到达切削深度处停留编程的时间后,退刀时主轴会自动正向旋转。以生效的主轴回退转速返回至安全平面,最后以G0退回至返回平面。
③表格项目选择。如果加工的是公制粗牙螺纹,可以选择“公制螺纹”,并且继续在下一行的“选择”选项中选择螺纹的公称尺寸,系统会在下一行自动显示出相应的螺距值P。如果被加工螺纹是其他标准的螺纹,那么就要在这里选择“无”,然后在下一行选项“P”的后面手工填入待加工螺纹的螺距值。
④加工项目可以从“一刀到底”“断屑”和“排屑”三种方式中进行选择。
⑤αS输入项目:丝锥切入工件时主轴方向的角度值。如果对于螺纹的旋转位置没有特殊要求,这里一律填“0”即可。
⑥PL、RP、SC、Z1、Z0、V2的参数参见CYCLE83指令说明。
2)当选择带有补偿夹具(循环指令代码为CYCLE840)攻丝方式时,以下参数需要根据机床的硬件条件进行相应的设置。
①带补偿夹具攻丝又称为浮动攻丝,因为丝锥是通过攻丝夹头刀柄与机床的主轴进行连接的,而攻丝夹头内夹持丝锥的浮动夹头具有一定的弹性,可以弥补主轴转速与丝锥进给轴之间位置同步的匹配误差,所以这种攻丝方式可以用于采用变频器主轴的机床。
②加工项目可以从“带编码器”或“不带编码器”方式中选择。当选择带编码器时,螺纹的螺距参数与刚性攻丝设置相同。当选择不带编码器时,螺距的设定可以有两种方式:第一种——用户输入,螺距参数设置方式与刚性攻丝相同;第二种——有效进给率,螺距由加工循环之前的程序段中的主轴转速与进给速度决定。
(2)编程操作界面 攻丝循环(CYCLE84)尺寸标注图样及参数对话框如图7-16和图7-17所示,编程界面操作说明见表7-12和表7-13。攻丝循环(CYCLE840)尺寸标注图样及参数对话框如图7-16和图7-18所示,编程界面操作说明见表7-12和表7-14。
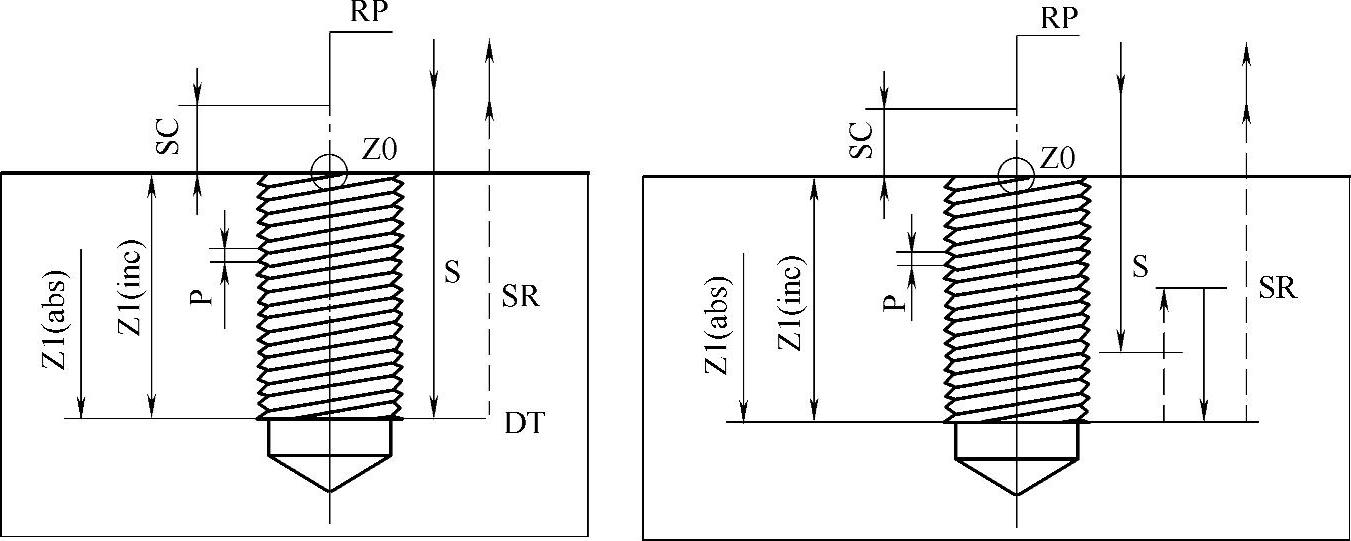
图7-16 攻丝循环尺寸标注图样(https://www.xing528.com)

图7-17 攻丝循环无补偿夹具参数
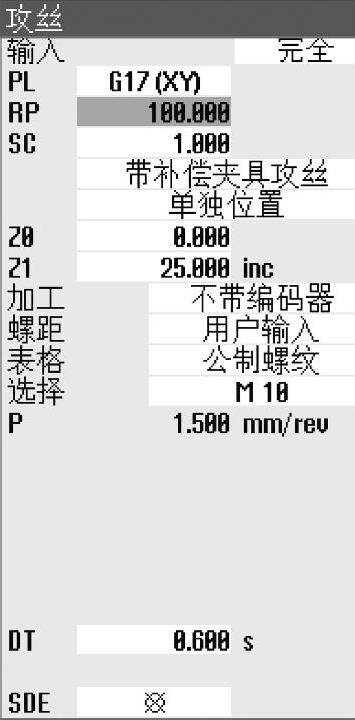
图7-18 攻丝循环带补偿夹具参数
表7-12 攻丝循环(CYCLE84/840通用参数)编程界面操作说明
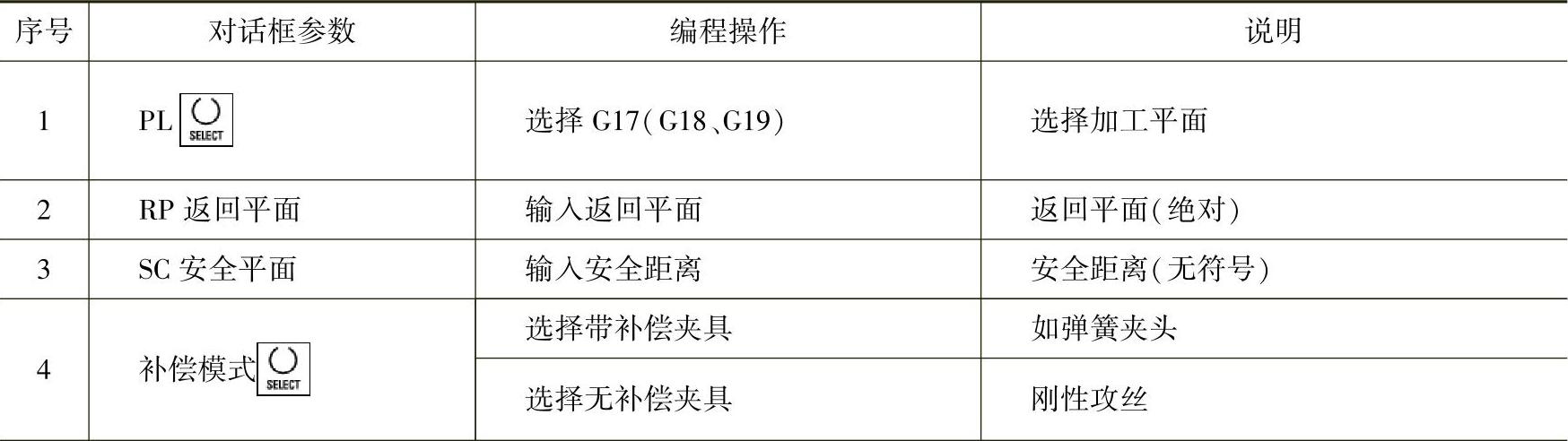
(续)
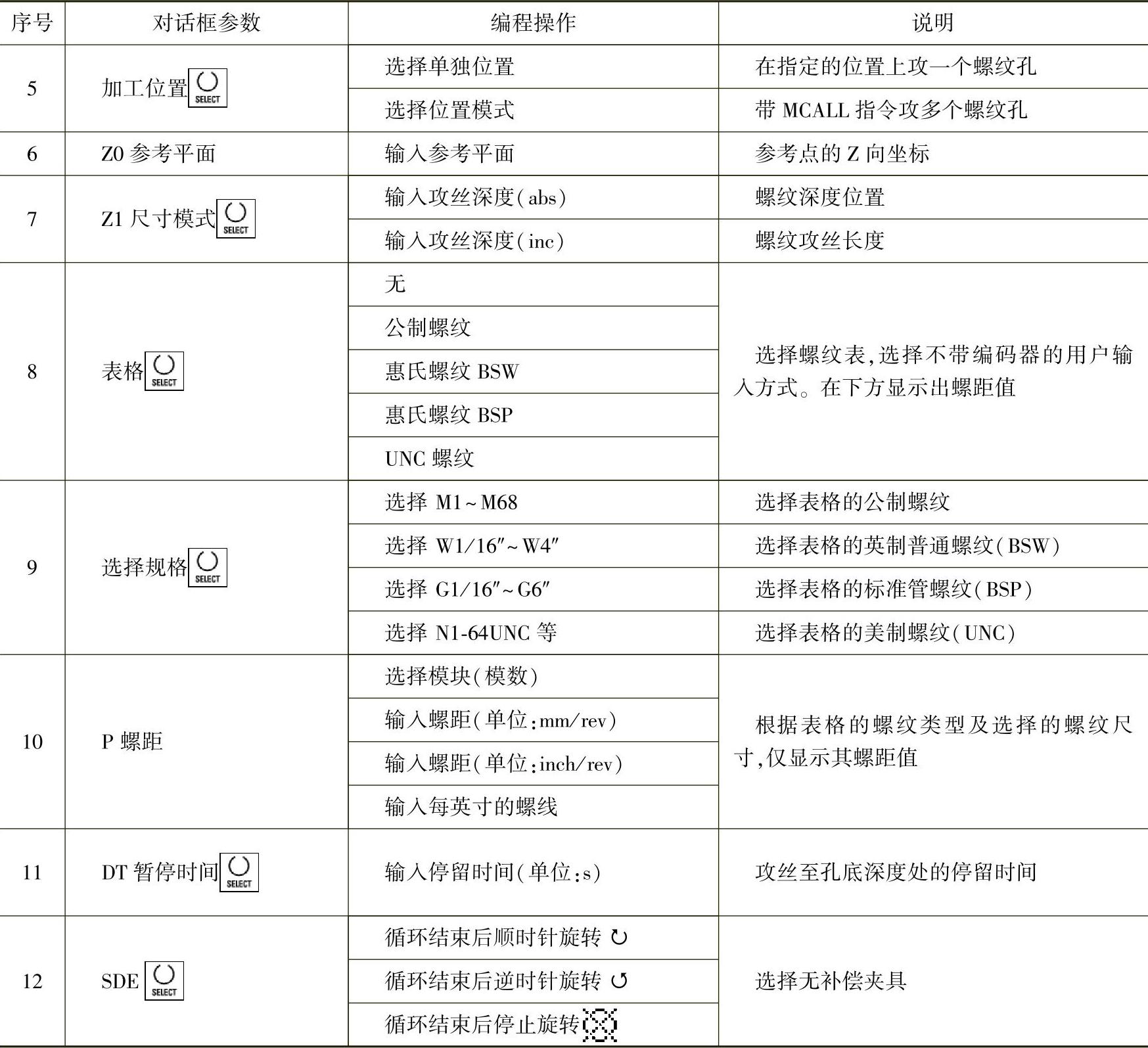
表7-13 攻丝循环(CYCLE84参数)编程界面操作说明
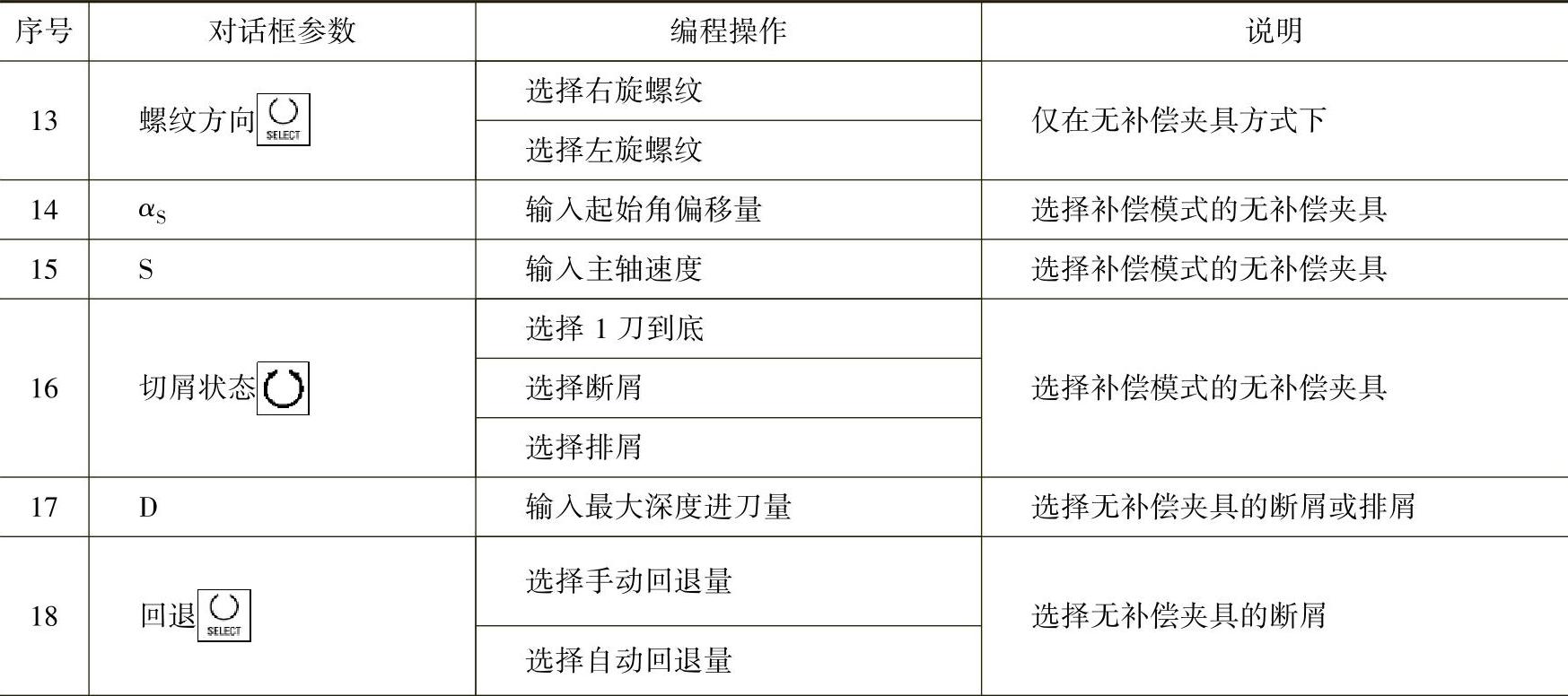
(续)

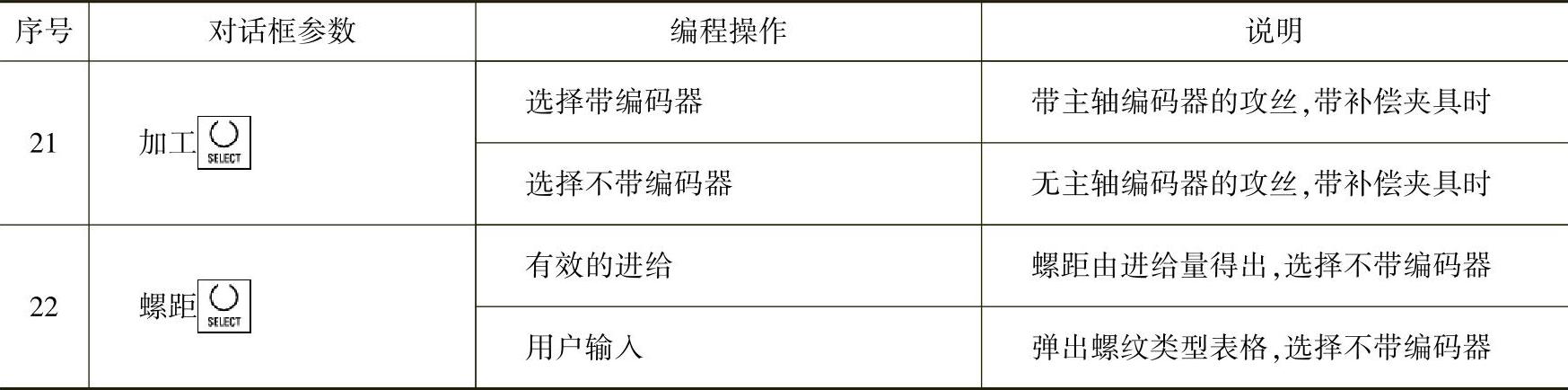
表7-14 攻丝循环(CYCLE840参数)编程界面操作说明
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。